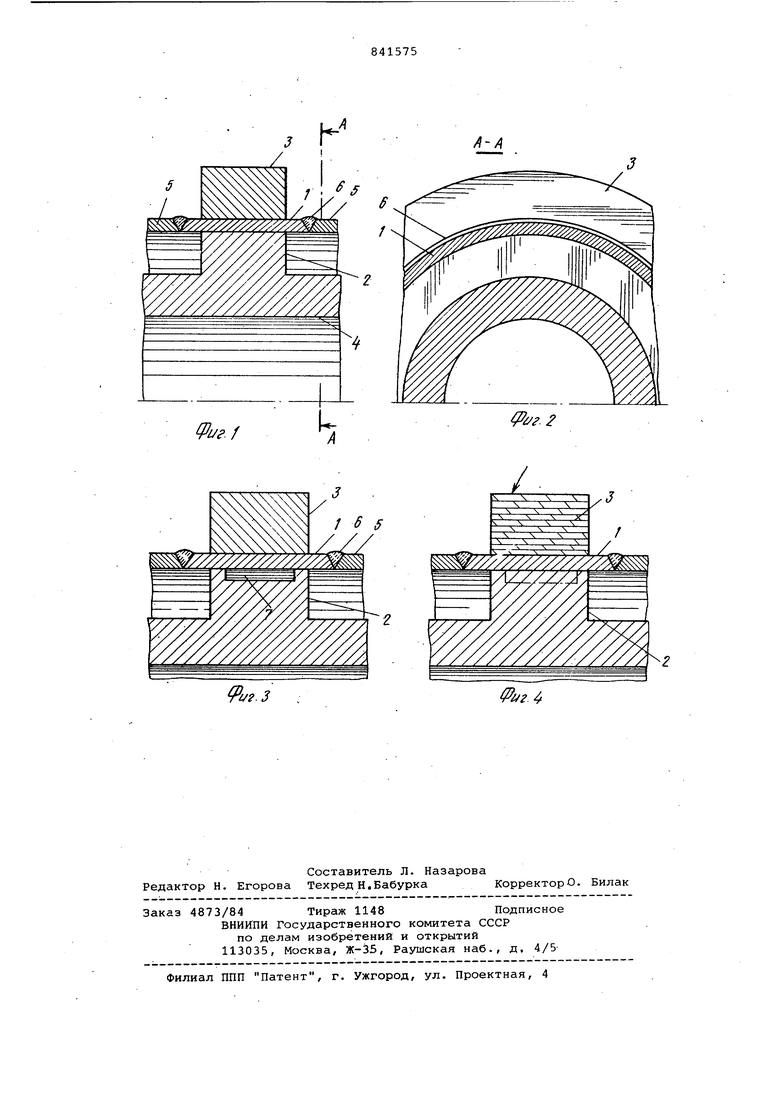
Изобретение относится к сварке, в частности к способам изготовления камер высокого давления, и может быт использовано при изготовлении реакто ров в химической, энергетической и других отраслях промышленности. .Известны резервуары, работающие при сравнительно низком давлении, которые изготавливают обычно из свар ных листов. Сварка такой оболочки не представляет трудности, поскольку этот узел собирается из сорта стали, поддающегося сварке l . Однако камеры, в которых внутреннее давление превышает 350 кг/см, имеют обычно стенки значительной тол щины (более 7,5 см), а материалами для этих стенок служат специальные высокопрочные стали, которые плохо поддаются сварке. Наиболее близким к предлагаемому по технической сущности является спо соб изготовления камеры высокого дав ления, при котором корпус камеры выполняют из высокопрочной стали с, по крайней мере, одним фланцем, на котором монтируют терморегулирующую оболочку Однако поскольку материал резерву аров плохо поддается сварке, необходимо проводить значительные подготовительные операции, такие как наваривание металла, а также предварительный строго контролируемый подогрев для получения высокой удельной температуры. После выполнения этой сварки необходимо осуществлять также значительную термическую обработку сварного шва. Несмотря на все принимаемые меры, сварной шов имеет ярко выраженную тенденцию к растрескиванию, и трещины, хотя они проявляются лишь в виде-локальных дефектов, могут разрастаться и проникать в основной корпус резервуара, являясь причиной преждевременного выхода его из строя. Цель изобретения - упрощение технологии изготовления и повышение качества изделия. Для 5ТОГО терморегулирующую оболочку монтируют на фланце корпуса путем сварки с, по краней мере, одной втулкой из сваривающегося с металлом оболочки материала, которую закрепляют на ф.панце посредством обжимного кольца, или втулку осаживают на фланце, или закрепляют на фланце путем навивки на нее.металлической ленты. На фиг. 1 представлена оболочка, полученная предлагаемым способом; на
фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - крепление втулки путем осадки; на фиг. 4 - крепление втулки путем навивки ленты.
Втулку 1 cHa4aj;ia устанавливают на фланце 2. Затем на нее с натягом насаживают кольцо 3, которое изготавливается из высокопрочного материала такого, как специальная сталь, используемая- для изготовления стенки 4 камеры.
Кольцо 3 насаживают на втулку 1 с натягом, обеспечивая таким образом, его радиальное сжатие. Следовательно, втулка 1 прижимается к наружной поверхности фланца 2, за счет чего между ними создается герметичное соединение. Фланец 2 и втулка 1 испытывают сжимающее напряжение, тогда как кольцо 3 находится под растягивающим напряжением.. Это важно с точки зрения напряжений, возникающих во втулке 1, когда.камера находится в экспл атации или проходит испытания. При этом создаваемое в камере высокое давление стремится растянуть втулку по радиусу. Радиальное расширение сдерживается в зоне фланца 2 насаженным кольцом 3. Поскольку это кольцо изготавливается из высококачественного сплава, оно хорошо противостоит растягивающим напряжениям камеры. Вместе с тем, втулка 1 из обычной стали, поддающейся сварке, не испытывает заметных растягивающих напряжений, вызываемых радиальным расширением, поскольку этому расширению Т1репятствует кольцо 3. Таким образом на втулку 1 действуют, главным образом, сжимающие усилия. Это распределение напряжений является характерныМу если сравнить его с распределением напряжений в случае удаления кольца 3, когда на фланец 2плотно надевается только втулка 1.
К втулке 1 приваривают терморегулирующую оболочку 5 швами 6. В случае появления сварочных трещин при закреплении терморегулирующей оболочки 5 на втулке 1 целостность стенки камеры не нарушается.
На фиг. 3 представлен вариант осуществления способа, согласно котором центральная часть на периферии фланца 2 удалена и образует кольцевое пространство 7, за счет чего уменьшается опорная поверхность между фланцем 2 и втулкой 1, что приводит к увеличению давления контакта между втулкой и оставшимися участками фланца. Эта конструкция позволяет легко обеспечить герметичность за счет высоких давлений между элементами. Втулку крепят на фланце- или осадкой, или навивкой на нее металлической ленты. Камера, изготовленная по предлагаемому способу, обладает высокими показателями при эксплуатации.
Формула изобретения
1.Способ изготовления камеры высокого давления, при котором корпус камеры выполняют из высокопрочной стали с, по крайней мере, одним фланцем, на котором монтируют терморегулирующую оболочку, отличающ и и с.,я тем, что, с целью упрощения технологии изготовления и повышения качества изделия, терморегулирующую оболочку монтируют на фланце корпуса путем сварки с, по крайне мере, одной втулкой из св.аривающегося с металлом оболочки материала,которую закрепляют на фланце.
2.Способ, по п. 1, о т л и ч а ющ и и с я тем, что втулку закрепляют на фланце посредством обжимного кольца.
3.Способ по п. 1, отличающ и и с я тем, что втулку осаживают на фланце.
4.Способ по п. 1, отличающийся тем, что втулку закрепляют на фланце путем навивки на нее металлической ленты.
Источники информации, принятые во внимание при экспертизе
1.Николаев F.A. и др. Расчет,проектирование и изготовление сварных конструкций. М., 1971, с. 588.
2.Патент США № 3044657, кл. 220-80, 1960 (прототип). fPue.f г.2
3
1 6 5
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЛИ КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1996 |
|
RU2168083C2 |
| КОМБИНИРОВАННАЯ ТРУБА | 1999 |
|
RU2156910C1 |
| ФИТИНГ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ДЛЯ РАБОТЫ В КИСЛОЙ СРЕДЕ | 2011 |
|
RU2552638C2 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |