1
Изобретение относится к обработке металлов давлением и может быть использовано при загрузке передних столов станов для прокатки шаров, с двумя параллельными рольгангами.
Известно устройство для загрузки передних столов прокатных станов с параллельными осями прокатки, содержащее рольганги, установленные вдоль оси прокатки, расположенные между рольгангами наклонные решетки с параллельными рабочими поверхностя;ми, удаленными по высоте на разные расстояния от оси рольган и передающие механизмы, установленные с возможностью поворота вокруг оси относительно рабочих поверхностей решеток TI .
Недостаток конструкции известного устройства заключается в том, что укладку заготовок в виде прутков или штанг на рольганг, перекрытие рольгангов, передачу заготовок с одной решетки на другую, расположенную с перепадом по высоте осуществляют различные механизмы, имеющие отдельные приводы. Наличие многочисленных приводов, работгиощих в определенной последовательности, усложняет условия
эксплуатации и снижает производительность загрузки.
Цель изобретения - улучшение условий эксплуатации и повышение производительности .
Поставленная цель достигается тем, что каждый передающий механизм выполнен в виде трехплечего рычага, крайкие плечи которого выполнены с парал0лельными рабочими поверхностями, расположенными на расстоянии одна от другой, равном разности расстояний между рабочими поверхностями решеток и осью рольганга, а рабочая поверх5ность промежуточного плеча расположена под углом, равным углу поворота рычага к рабочей поверхности крайнего плеча, расположенного на более низком уровне, причем последняя рабо0чая поверхностьи рабочая поверхность промежуточного плеча равноудалены от оси поворота рычага.
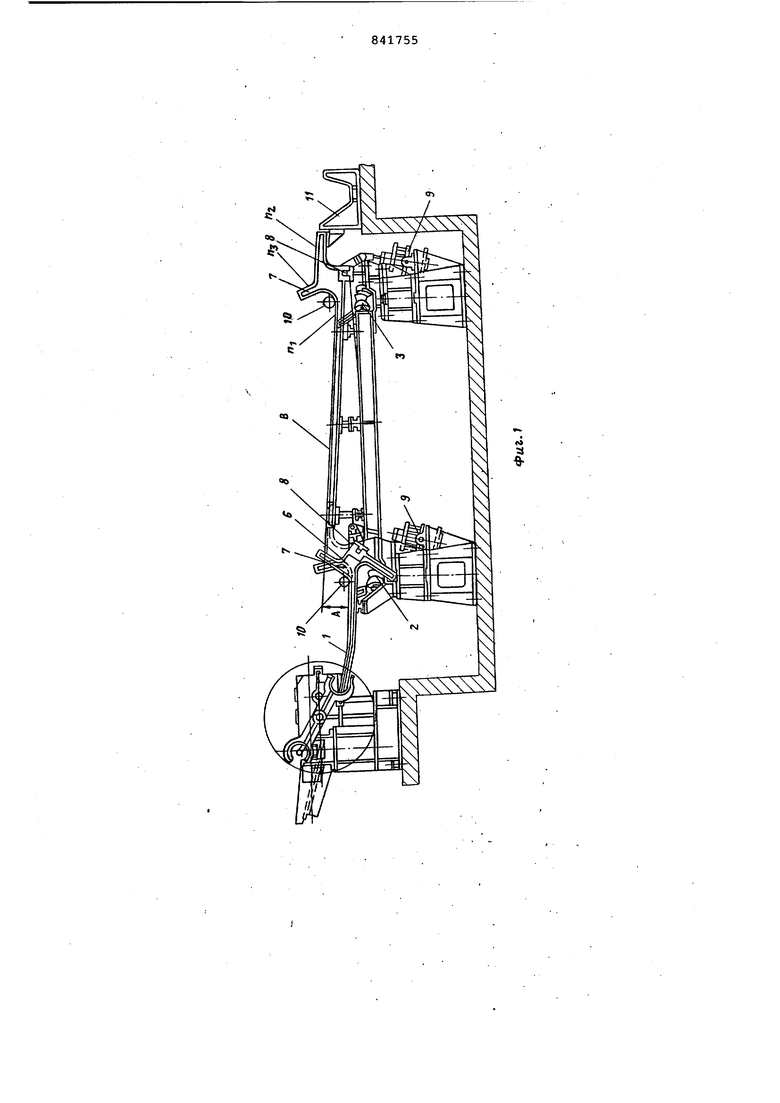
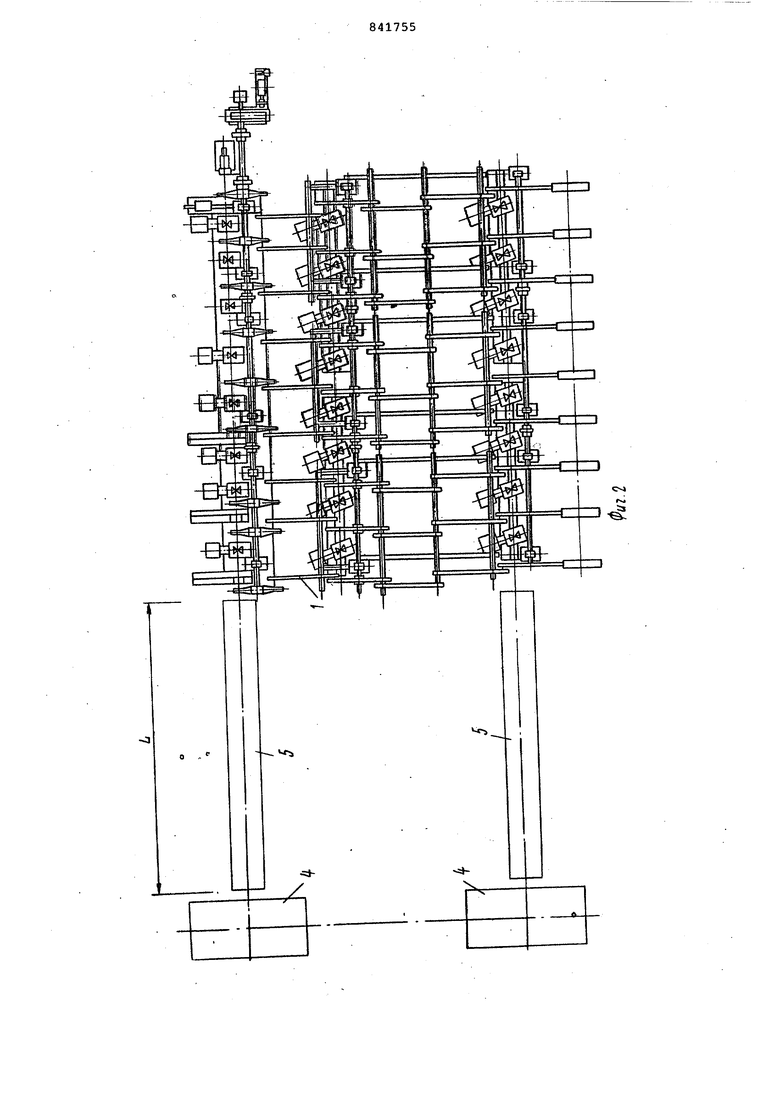
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, план,
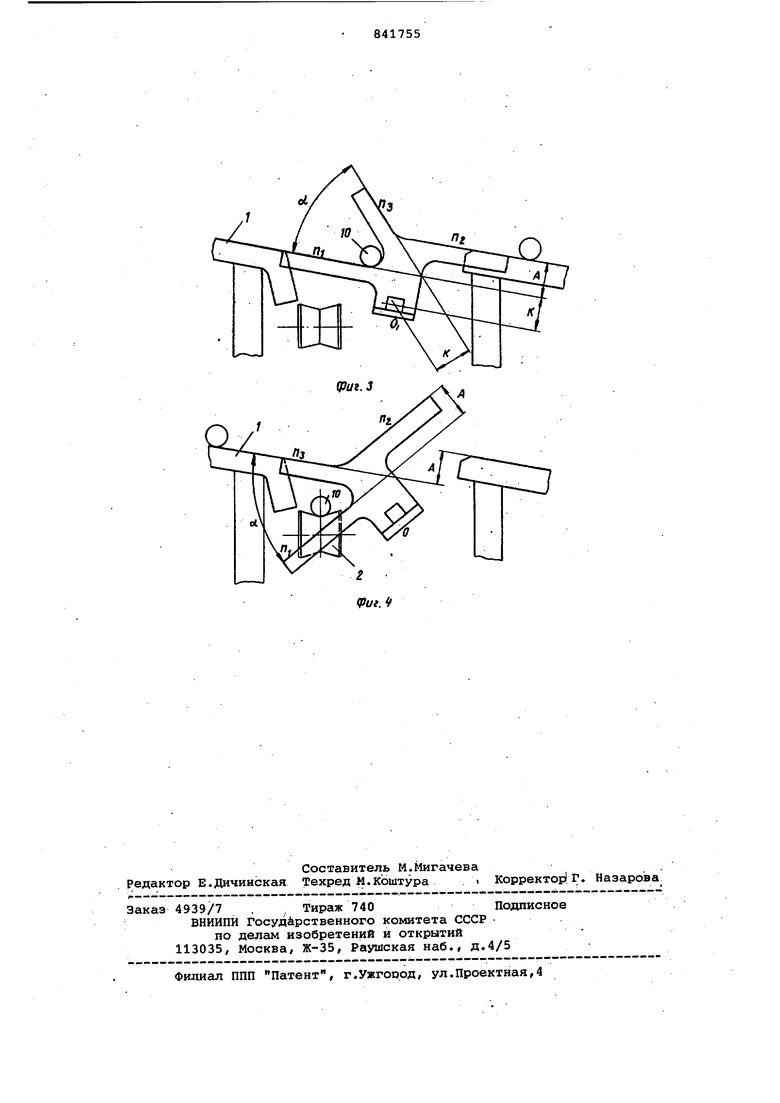
5 на фиг.3-4 - передающий механизм в работе.
Устройство для загрузки передних столов двух шаропрокатных станов состоит из загрузочных решеток 1, ра0бочке поверхности которых параллельны и расположены на разных расстояниях от оси рольгангов 2 и 3. Решетка 1 удалена от рабочих клетей 4 на расстояние L , не меньшее длины заготовки, а рольганги 2 и 3 расположены по осям прокатки и непосредственн примыкают к передним стола:м 5 шаропрокатных станов. У каадого рольганга 2 и 3 установлены передающие механизмы 6, содержащие трехплечие двухпозиционные рычаги 7, закрепленные на валах 8, имеющих пневмопривод 9, обеспечивающий реверсивное вращение валов и поворот рычагов вокруг осей О(О) на угол oi . Крайние плечи рычагов 7 имеют параллельные рабочие поверхности п,, расположенные одна от другой на расстоянии, равном расстоянию между параллельными рабочими поверхностями решеток, а рабочая поверхность промежуточного плеча п расположена под углом к поверхности п на угол ot , равный углу поворота соответствующего рычага вокруг оси О(О), причем рабочая поверхность n.jH рабочая поверхность и удалены на равные расстояния от оси поворота соответствующего рычага ОСО).
Устройство работает следующим образом.
Для загрузки рольганга 2 рычаги 7 передающего устройства б у этого рольганга устанавливаются в исходное под1ожение, при котором рабочая поверхность п является как бы продолжением участка загрузочной решетки
1.Заготовка скатывается по решетке 1 на рычаги 7 передающего устройства б и задерживается на них. Далее включается привод 9 поворота вала и рабочая поверхность п рычага 7, поддерживающая заготовку 10, движется вниз, опуская заготовку на рольганг
2.При эт.ом с загрузочной решеткой 1 совмещается рабочая поверхность п этого рычага 7, готовая к приему очередной заготовки для загрузки второго рольганга 3. Передающее устройство б у второго рольганга 3 устанавливается в положение, при котором с поверхностью загрузочной решетки 1 совмещается поверхность n,j рычагов 7.
Для загрузки рольганга 3 заготовка 10 подается по загрузочной решетке 1 на поверхность рычагов первого по ходу перемещения заготовки передающего устройства б.
За промежуток времени, определяемый ритмом подачи заготовок на загрузочную решетку, рольганг 2 первой линии отводит ранее поданную заготовку на передний стол 5 шаропро- катного стана, за пределы загрузочной решетки и после чего рычаги передающего устройства совершают обратное движение. При необходимости передачи заготовки 10 в карманы 11 ;за рольгангом 3 второе передающее устройство б устанавливается в положение приема заготовки на n,j . При вращении вала поверхность рычагов поднимается вверх и передает заготовку 10.в карманы 11.
5 Предлагаемое устройство для за- грузки, передних столов шаропрокатных станов облегчает автоматизацию
работы оборудования, снижает вес и
стоимость оборудования, повышает производительность.
Формула изобретения
5 Устройство для загрузки передних столов шаропрокатных станов с параллельными осями прокатки, содержащее рольганги, установленные вдоль осей прокатки и размещенные между рольгангами наклонные решетки с параллельными рабочими поверхностями, расположенными на расстоянии одна от другой по высоте и передающие механизмы, установленные с возможностью поворота вокруг оси относительно рабочих поверхностей решеток, отличающеес я тем, что, с целью улучшения УСЛОВИЙ эксплуатации и повышения производительности, каждый передающий механизм выполнен в виде трехплечего
0 рычага, крайние плечи которого выпoJJнены с параллельными рабочими поверхностями, расположенными на расстоянии одна от другой, равном расстоянию между рабочими поверхностями решеток, а рабочая поверхность промежуточного
плеча расположена под углом, равным углу поворота рычага к рабочей поверхности крайнего плеча, расположенной на более низком уровне, причем последняя рабочая поверхность и рабочая поверхность промежуточного плеча равноудалены от оси поворота рычага.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 148778, кл. В 21 В 39/04, 19,08.61.
о
21 fr
| название | год | авторы | номер документа |
|---|---|---|---|
| Передний стол шаропрокатного стана | 1978 |
|
SU764805A1 |
| Способ непрерывной прокатки партии заготовок типа шаров и стан для его осуществления | 1979 |
|
SU782934A1 |
| Передний стол стана винтовой прокатки | 1984 |
|
SU1255228A1 |
| Устройство для передачи трубК CTAHKAM пОТОчНОй лиНии | 1978 |
|
SU795886A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГИЛЬЗ | 2006 |
|
RU2343026C2 |
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
| Устройство для разворота барабана с валками | 1978 |
|
SU738732A1 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |