(54) УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ТРУБ К СТАНКАМ ПОТОЧНОЙ ЛИНИИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи труб к станкам поточной линии | 1985 |
|
SU1256926A1 |
| Устройство для передачи труб к станкам поточной линии | 1981 |
|
SU1013213A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Поточная линия обработки труб | 1977 |
|
SU901048A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
| Устройство для поперечной передачи труб | 1988 |
|
SU1636079A1 |
| Устройство для распределения труб с наклонной решетки на параллельные рольганги опракоизвлекателей | 1975 |
|
SU534269A1 |
| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
t
Изобретение относится к прокатно-,. му производству, в частности к проиэ водству труб на поточных линиях.
Наиболее близким техническим решением к предлагаемому является поточная Линия, содержащая средство для поперечной передачи труб между станками и средство для загрузки станков fl .
Недостатком известной поточной линии является невозможность осуществления независимой загрузки и разгрузки любого станка линии.
Цель изобретения - увеличение пропускной способности поточной линии путем обеспечения независимой загрузки и разгрузки любого станка при уменьшении количества оборудования и занимаемой им площади.
Поставленная цель достигается тем, что средство для поперечной передачи труб выполнено в виде установленной выше станков многосекционной наклонной решетки со встроенньили между секциями решетки поворотными рычагами, плечи которых расположены под углом один к другому, причем внешняя сторона плеча выполнена плоской и служит перекрывателем между .секциями наклонных решеток, а внуТренняя сторона второго плеча вогнутой и служит для загрузки станка трубной заготовкой и разгрузки- станка.
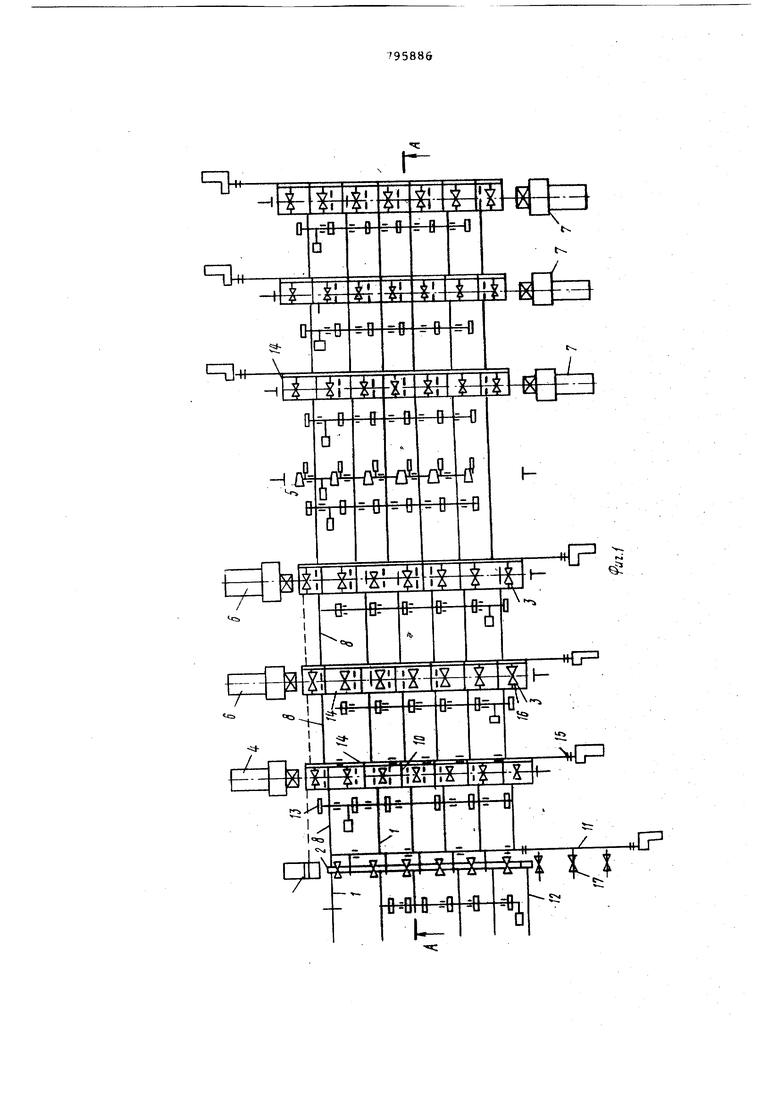
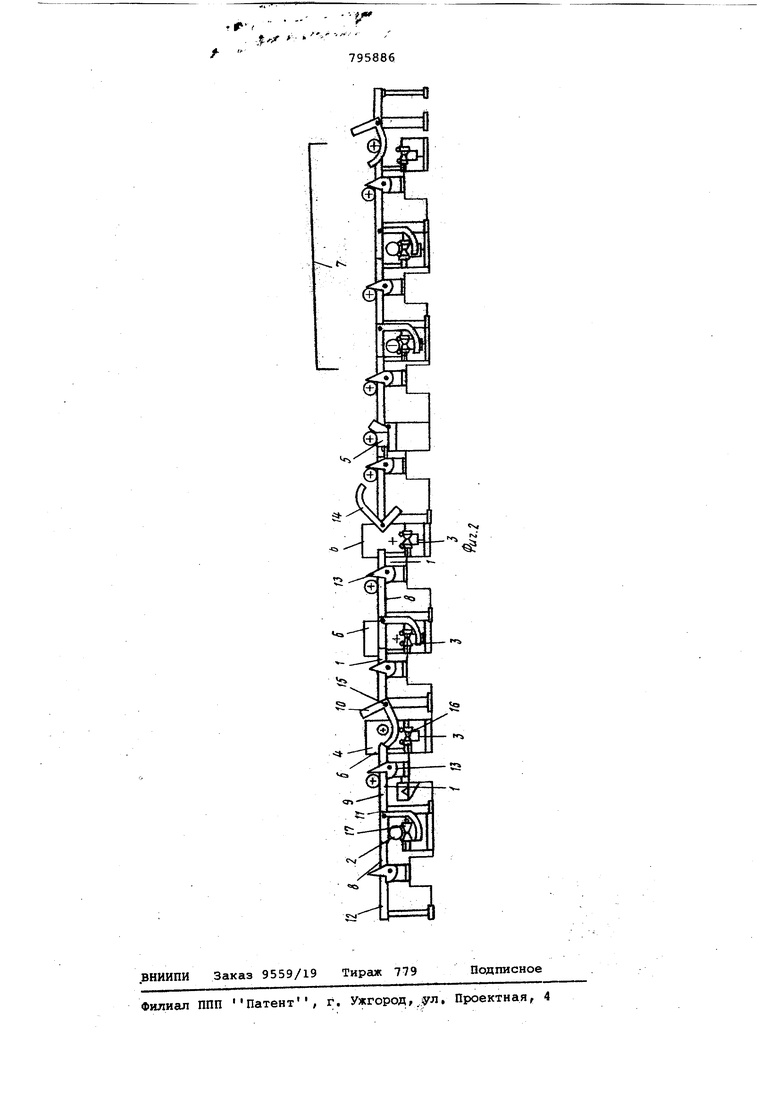
На фиг. 1 изобргикена поточная линия в плане; на фиг. 2 - разрез А-А на фиг.1.
устройство для передачи труб к станкгил поточной линии для обработ0ки кЬнцов труб содержит средства 1 для по перечной передачи трубы 2, средства 3 для приема и подачи трубы в станок 4 и рольганг 5 между группами 6 и 7 станков. Рольганг предназначен для продольной переда5чи трубы 2 от «одной группы 6 станков для овработки переднего конца трубы к другой противоположно установленной группе 7 станков для обработки заднего конца трубы. Средство 1 для
0 поперечной передачи трубы 2 размещено над средствами 3 для приема и подачи трубы в ртанок .4 и выполиеио в виде многосекционной наклонной решетки 8 со встроенными в проемы меж5ду секциями 9 решетки 8 перекрывателями 10, установленными над стайками для передачи очередных труб иад обрабатываемой трубой 2. Передняя рекцня решетки 8 оборудована выбра- «
0
сывателем 11 для приема труб с загрузочного устройства 12.
Каждая секция решетки 8 оборудована дозатором 13, установленным в конце этой секции. В каждом проеме между секциями предусмотрен укладчик 14, установленный на одном валу 15 с перекрывателем 10. Перекрыватель 10 также жестко монтирован на валу 15, вследствие чего при повороте вала 15 раствор между рычагомперекрывателем 10 и рычагом-укладчиком 14 неизменен.
Каждое средство 3 для приема и подачи трубы в любой станок групп 6 и 7 выполнено в виде рольганга 16.
Транспортный рольганг предназначен для выравнивания труб по габариту двух или нескольких станков.
Устройство работает следующим образом.
Трубы с загрузочного устройства 12 поступают на транспортный рольганг 17, .который выравнивает трубы по габариту двух или нескольких станков для последующей обработки переднего контура трубы 2. Затем трубу передают на наклонную решетку 8 и перед первым станком 4 осуществляют накопление труб. С наклонной решетки 8 труба дозатором 13 передается на рычаги-укладчики 14, которые опускают трубу с верхнего уровня оборудования на нижний уровень уровень рольганга 16 станка 4. Рольгангом 16 трубу задают в станок 4, зажимают в патронах, затем подъемом люнета трубу центрируют по оси станка. После проведения этих операций производят обработку переднего конца трубы.При обработке трубу вращают в замкнутом пространстве. Во время обработки трубы рычаги-укладчики 14 находятся в нижнем положении под обрабатываемой трубой, а рычаги-перекрыватели 10 замыкают линию наклонной решетки 8, проходящей Нс1д группой станков 6. В результате одновременно с обработкой очередной трубы обеспечивается подача других труб над обрабаты-ваемой трубой для загрузки следующих станков группы 6, установленных аналогично первому и также обрабатывающих передний конец трубы.
После обработки переднего конца трубы рычаги-укладчики 14 поднимают трубу и укладываю,т ее на наклонную решетку 8 за станком 4. При этом рычаги-перекрывателн 10, установленные
на том же валу 15, что и рычаги-укладчики 14, опускаются под решетку 8 за станком. Для задачи очередной трубы в станок 4 рычаги-укладчики 14 выравнивают по-решетке 8, скатывают на них трубу и передают ее на роль Ганг 16 станка 4. Таким образом поперечную передачу труб осуществляют наклонной решеткой 8, а продольную передачу труб к станкам производят рольгангами 16. Между поперечной и
продольной передачей трубы опускают сверхнего у-ровня наклонной решетки 8 на нижний уровень прюдольной передачи к станкам группы 6. После обработки переднего конца нескольких
5 труб на ряде станков группы 6 они поступают на рольганг 5 для осуществления продольной передачи между станками. Затем трубы поступают на наклонную решетку группы 7 для обраQ ботки заднего конца трубы. Цикл пе редачи и обработки заднего -конца трубы повторяет цикл передачи и обработки переднего конца трубы.
Формула изобретения
Устройство для передачи труб к станкам поточной линии для обработки концов труб, содержащее средство
0 для поперечной передачи труб между станками и средство для загрузки станков, отличающеес я тем, что, с целью увеличения пропускной способности поточной линии
5 путем обеспечения независимой загрузки и разгрузки любого станка при уменьшении количества оборудования и занимаемой им площади, средство для поперечной передачи труб выпол0 нено в виде установленной выше станков многосекционной наклонной решетки со встроенными между секциями решетки поворотными рычагами, плечи которых расположены под углом один
. к другому, причем внешняя сторона одного плеча выполнена плоской и служит перекрывателем между секциями наклонных решеток, а внутренняя сторона второго плеча вогнутой и служит для загрузки станка трубной
заготовкой и разгрузки станка.
Источники информации, принятые Boi внимание при экспертизе
Ч
5
i
ч
i
.iL
gi
B
г
Ф 1
g
-flИ
5-fr
tx t
/
a
iLSS
1:
НЯ
T-fr
F
и
r
&
/
-a
Cb
гатх.кх&
aifj mirffif
ift
J4
1
14 I
A I ui
-fr
мИ
h
РЗ
IbS
fl
fr
-нсрз
iil:
1д,
fl
fl
€N«
a
|1
н
-&
-&
f
/ . „F
-гЧь
1 Т Ф
-
«
-4
fr. . ..- -
,Г ,
. , .-
795886
