1
Изобретение относится к машиностроению и может быть использовано для нарезания многозаходных прямоугольных резьб с большими шагами на шпинделях дугостаторных и гидровинтовых прессов, а также для наружного точения, растачивания и торцовния.
Цель изобретения - повьшение надежности и производительности.
Использование предложенного изобретения упрощает конструкцию и надежность станка за счет устранения тормозного устройства с регулируемым крутящим моментом, а также повышает точность нарезаемой резьбы и производительность за счет автоматизации процесса попадания инструмента в нитку резьбы.
На фиг.1 изображен станок, общий вид; на фиг,2 - кинематическая схема бабки шпиндельной.
Резьбонарезной станок содержит (фиг.1) станину 1, на направляющих которой установлен суппорт 2 и задняя бабка 3.На станине 1 жестко монтирована бабка шпиндельная 4. С правого торца (по чертежу станины 1 установлен привод быстрых пере ме1цений 5 суппорта 2. С левого торца станины 1 установлен кожух 6, закрывающий сменные шестерни цепи рабочих подач суппорта 2. со станиной 1 смонтирована гидростанция 7 устройства управления муфтой цепи рабочих подач суппорта 2.
Бабка шпиндельная 4 включает в себя кинематические цепи главного движения и рабочих перемещений суппорта 2 (фиг.2).
Цепь главного движения осуществляется от электродвигателя 8 через валы В1-В6 посредством кинематической связи шестерен на перечисленных валах.
Цепь рабочих подач осуществляется кинематической цепью главного движения с понижающей редукцией от электродвигателя .8 через валы В1-В4, В9, ЕЮ посредством кинематической связи шестерен на валах В1-В4, далее выходного звена 9 цепи главного движения, шестерни-муфты 10, установленной ка входном валу В9 сменных шестерен С.Ш.
Муфта-шестерня 10 управляется введенным блоком, включающим в себя шестерню 11, флажок 12, жестко
56302
закрепленный на шестерне 11, и конечный выключатель 13, подающий команды муфте 10 на включение в рабочую . цепь и выключение из нее посредством 5 электрогидравлической связи с последней не показано). Устройство управления .муфтой И) смонтировано на валу В8, синхронно вращающемся со шпинделем В6 посредством кинематичеO ской связи шестерен 14-16 и П, Момент включения и выключения муфты осуществляется устройством управления посредством кинематической связи шестерен 17-22.
5 Посредством сменных шестерен С.Ш. производится настройка станка на шаг нарезаемой резьбы.Одна из шестерен установлена на валу В9,другая - на валу В10 (ходовой винт),промежуточные шес0 терйи устанавливаются на пальцах ; при слона (не указано).
В станке заложен механизм для деления обрабатываемого изделия на заходность (не указано).
5 В суппорте 2 жестко закреплена гайка (не указано), которая находится в постоянном зацеплении с ходовым винтом В 10,
Резьбонарезной станок может работать как в наладочном режиме, так и в автоматическом.
Все токарные работы, кроме нарезания резьб, на станке производятся без участия цепи рабочих подач бабки шпиндельной 4, т.е. все рабочие «подачи суппорта 2 осуществляются от ходового винта В 10, получающе- го. вращение от механизма быстрых перемещений 5, являющегося одновременно коробкой подач. При этом муфта 10 в цепи рабочих подач бабки шпиндельной 4 разомкнута, и станок
работа ет в наладочном режиме. I . . . При нарезаний резьбы замыкается
5 электрическая цепь на контгжтшай выключатель 13, который, мгновенно взаимодействуя с флажком 12, подает команду на включение муфты 10 посредством электрогвдравли0 ческой связи. Цепь рабочих перемещений суппорта 2 включается в работу. В момент включения муфты 1О флажок 12 удерживается в щели конеч.ного выключателя 13, а резец в
5 этот момент точно входит в нитку резьбы. Далее идет процесс нарезания резьбы резцом при перемещении суппорта 2 со скоростью, рав3
ной величине шага резьбы, настроенной сменными шестернями С.Ш, По окончании нарезания резьбы на заданной длине изделия электрическая цепь в зоне конечного выключатели 13 разрьшается (флажок не удерживается в щели выключателя), электрогидравлическая система мгнвенно отключает муфту 10, цепь
1756304
рабочих подач суппорта разрывается, резец стоит на месте.Далее производят отвод резца от обрабатываемой детали и осуществляют быстрый отвод 5 суппорта 2 посредством винтовой пары от привода быстрых перемещений 5 в исходную позицию. Затем процесс точного попадания резца в нитку повторяется.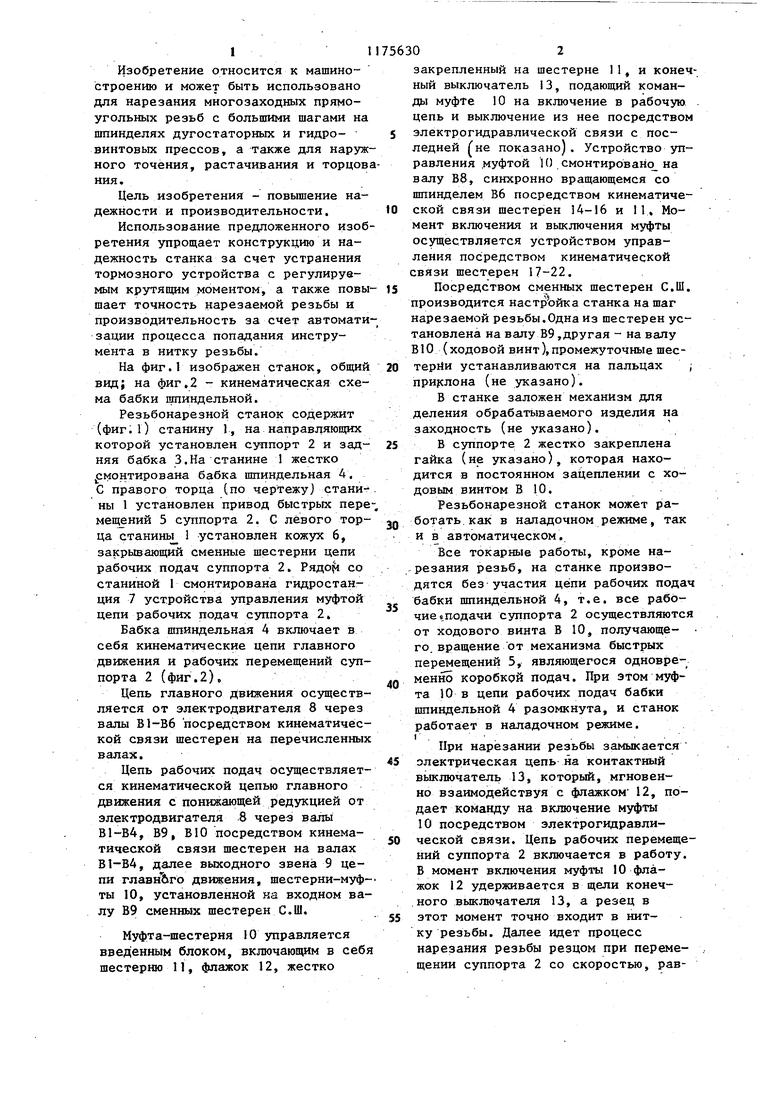

| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОРЕЗНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ХОДОВЫХ ВИНТОВ | 1972 |
|
SU428912A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Резьбонарезной станок | 1973 |
|
SU577104A1 |
РЕЗЬБОНАРЕЗНОЙ СТАНОК содержащий установленные на станине и связанные между собой привод главного движения, шпиндельную бабку с . кинематическими цепями главного движения и рабочих подач суппорта, шпинделем, муфтой ориентированного сцепления и выходньм валом и ходовой винт перемещения суппорта, о т л и чающийся тем, что, с целью повышения надежности и производительности станка шпиндельная бабка станка снабжена устройством управления муфтой, выполненным в виде вала с концевым выключателем и шестерней с флажком для взаимодействия с концевым выключателем, причем вал кинематически связан-с выходным валом, а шестерня с флажком установлена на валу с возможностью вращения и кинематически связана со шпинделем, при ЭТСН4 кинематические цепи главного движения и рабочих посл дач сзтпорта объединены в одну цепь; с ел О) U9
1 нП
ф- 11
| Резьбонарезной станок | 1976 |
|
SU576173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
