(54) СТАНОК ДЛЯ СВЕРЛЕНИЯ ПЕЧ.АТНЫХ ПЛАТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления | 1977 |
|
SU690446A1 |
| Сверлильный станок | 1982 |
|
SU1047610A2 |
| Устройство для сверления печатных плат | 1985 |
|
SU1339006A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Система для программного управления | 1986 |
|
SU1327063A1 |
| Система для программного управления | 1985 |
|
SU1325410A1 |
| Устройство для считывания информации | 1982 |
|
SU1046754A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КЛАВИАТУРНЫХ ЩИТАХ ПИАНИНО И РОЯЛЕЙ | 1973 |
|
SU377232A1 |
| Станок Н.А.пасечниченко для свердления отверстий в заготовках ульевых рамок | 1980 |
|
SU895660A1 |
| Многошпиндельный сверлильный станок | 1984 |
|
SU1234060A1 |
I
Изобретение относится к сверлильным станкам и может найти применение в станках для сверления отверстий в печатны.х нлатах при .монтаже радиоэлектронной аппаратуры.
Известен станок для сверления печатных плат, содержащий координатный стол для закрепления и позиционирования печатной платы с технологической подложкой, шпиндели для закрепления и вращения сверла с механизмом фиксированной скорости и глубины подачи, устройство с прижимной планкой, осуществля ощее прижим печатной платы к технологической подложке в зоне сверления и отводящее прижимную планку от платы в момент перемещения координатного стола 1.
Недостатком этого станка является отсутствие автоматического контроля затупления и поломки сверла, что приводит к браку продукции.
Цель изобретения - обеспечение автоматического контроля в процессе- обработки печатной платы состояния сверла (поломка, затупление режущих кромок) и выработка сигналов о неисправности сверла.
Поставленная цель достигается тем, что аксиальное усилие, оказывае.мое сверлом на обрабатываемый материал, воздействует на вилку поворотного рычага, перемещение которого контролируется датчиком положения; вилка поворотного рычага служит опорой ленть контрольного материала, размещенной в сквозном окне, выполненном в прижимной планке; один конец ленты контрольного материала закреплен в шаговом механизме, а другой конец ленты помещен на кассете, содержащей зацас контрольного материала; шаговый, механизм соединен тягой с устройством для прижима платы к технологической подложке.
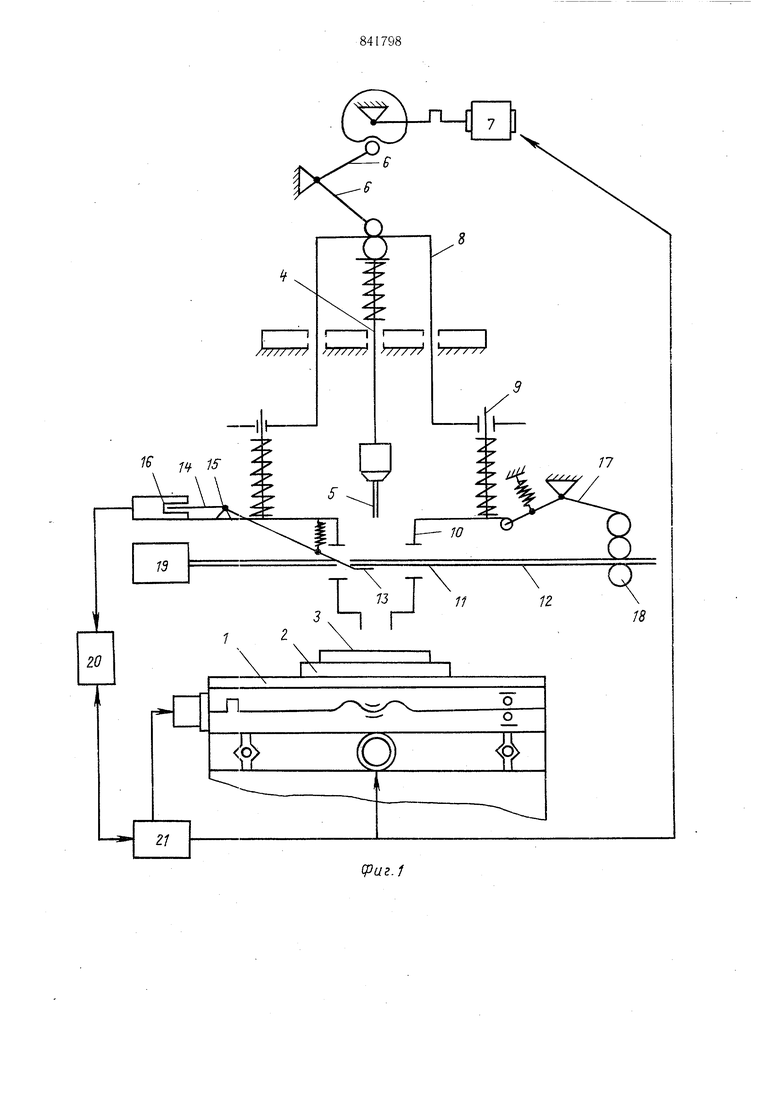
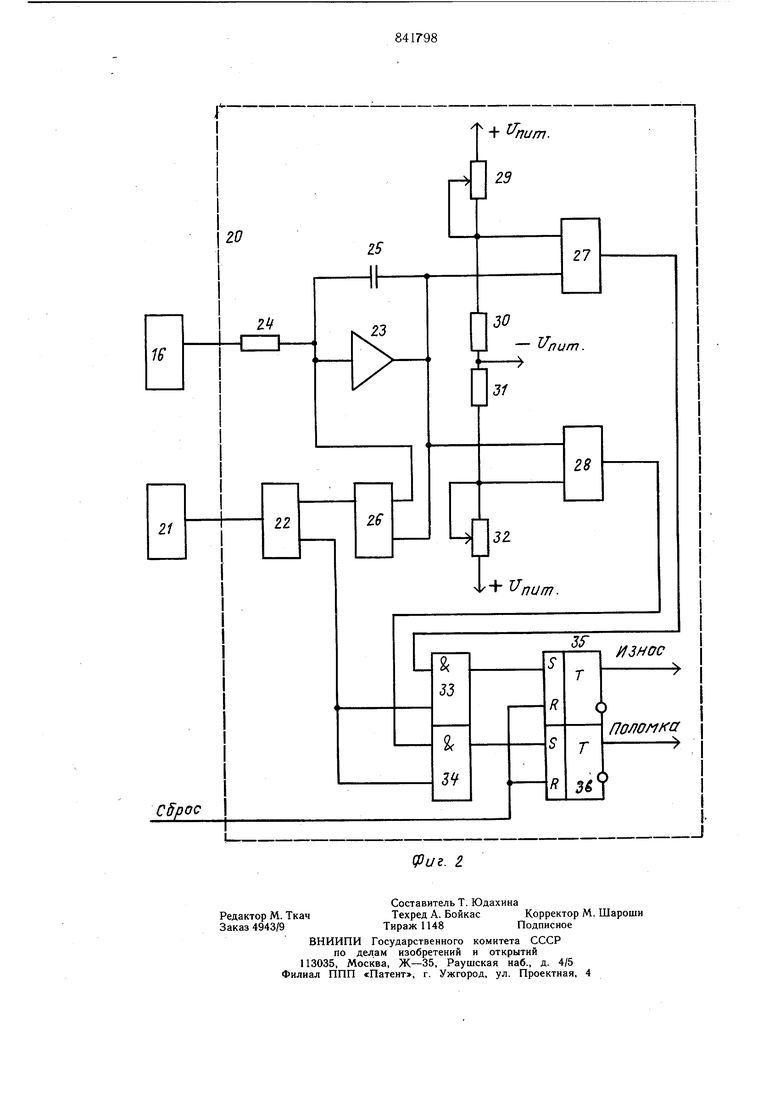
Сигналы о неисправности ceepvia вырабатываются на выходах двух триггеров, входы которых связаны с выходами соответствующих элементов, реализующих логическую функцию И; оин из входов элементов И подключен ко второму выходу формирователя импульсов, а другой из входов элементов И подключен к выходу соответствующего компаратора уровня; сигнальный вход компаратора уровня подключен к выходу интегрирующего операционного усплителя, а задающий вход компараторов уровня подключен к соответствующему регулируемому делителю напряжения; вход интегрирующего операционного усилителя подключен к выходу датчика положения; в цепь обратной связи интегрирующего операционного усилителя включен ключ, вход которого подключен к первому выходу формирователя импульсов, вход формирователя импульсов подключен к выходу схемы управления приводами сверлильного станка. На фиг. 1 схематически изображена кинематическая схема станка для сверления печатных плат; на фиг. 2 - функциональная электрическая схема выработки сигналов неисправности сверла. Станок для сверления печатных плат содержит (фиг. 1) координатный стол 1, на котором закреплены технологическая подложка 2 и обрабатываемая печатная плата 3 щпиндель 4 со сверлом 5, механизм 6 с приводом 7 для подачи с фиксированной скоростью и на фиксированную глубину щпинделя 4 и устройства 8 прижима. С устройством 8 прижима тягами 9 соединена прижимная планка 10, в нижней части которой выполнено сквозное окно 11, в котором раз.мещена лента контрольного материала 12. Под лентой контрольного материала 12 установлена вилка 13 рыч.ага 14, закрепленного на оси 15 с возможностью поворота. Ось 15 и датчик 16 положения рычага 14 закреплены на прижимной планке 10. С прижимной планкой 10 при помощи тяги 17 соединен шаговый механизм 18 для перемещения ленты контрольного материала 12. Запас ленты контрольного материала 12 находится в кассете 19. Датчик 16 электрически связан с блоком 20 выработки сигналов неисправности сверла 5. Блок 20 электрически связан с блоком 21 управления привода.ми сверлильного станка. Блок 20 выработки сигналов неисправности сверла 5 содержит (фиг. 2) формирователь 22 импульсов, вход которого подключен к блоку 21 управления приводами сверлильного станка, интегрирующий операционный усилитель 23 с резистором 24 и конденсатором 25, вход которого подключен к выходу датчика 16. В цепь обратной связи интегрирующего операционного усилителя 23 включен ключ 26, вход которого подключен к первому выходу формирователя и.мпульсов 22. интегрирующего операционного усилителя 23 подключен ко входам компараторов 27 и 28 уровня сигнала. Величина уровня переключения компараторов 27 и 28 устанавливается делителями напряжения, выполненными на резисторах 29-32. Выходы компараторов 27 и 28 подключены ко входам соответствующих элементов 33 и 34 реализующих логическую функцию И. Управляющие входы элементов 33 и 34 подключены ко второму выходу формирователя 2 импульсов. Сигналы о неисправности сверла 5 (износ, поломка.).., формируются на выходах триггеров 35 и 36, входы которых подключены к выходам соответствующих элементов 33 и 3 а установочные входы R подключены к цепи «Сброс. Станок для сверления печатных плат работает следующим образом. После установки координатного стола 1 в заданную позицию механизм 6 фиксированной скорости и глубины подачи осуществляет перемещение щпинделя 4 и устройства 8 прижима к обрабатываемой печатной плате 3. При этом тяга 17 приводит в действие щаговый механизм 18 и осуществляет перемещение ленты контрольного материала 12, в результате чего сверло 5 при дальнейшей подачи шпинделя 4 встречает непросверленный участок ленты контрольного материала 12. В процессе сверления ленты контрольного материала 12 аксиальное усилие сверления передается на вилку 13, вызывает поворот рычага 14. Величина и длительность поворота рычага 14 определяются только степенью заточки сверла 5, так как остальные параметры, влияющие на процесс отклонения рычага 14, такие, как скорость вращения и скорость подачи щпинделя 4, стабилизированы. Отклонение рычага 14 преобразуется в электрический сигнал датчиком 16. В случае поломки сверла 5 отклонение рычага 14 не происходит. К моменту окончания сверления ленты контрольного материала 12 прижимная планка 10 обеспечивает необходимое усилие прижатия печатной платы 3 к технологической подложке 2, осуществляется сверление отверстия в печатной плате 3 и возврат щпинделя 4 и устрой-ства 8 с прижимной планкой 10 в исходное положение, после чего сверлильный станок готов к выполнению цикла сверления очередного отверстия. Выработка сигналов неисправности сверла 5 схемой (фиг. 2) происходит следующим образом. Работа схемы синхронизируется импульсами цикла, вырабатываемыми схе.мой 21 управления приводами сверлильного станка в момент начала подачи щпинделя 4 и подаваемыми на вход формирователя 22 импульсов. До начала цикла сверления на первом выходе формирователя 22 . импульсов установлен высокий потенциал, замыкающий ключ 26. При этом на выходе интегрирующего операционного усилителя 23 установлено нулевое напряжение. На втором выходе формирователя 22 импульсов установлен низкий потенциал, запрещающий прохождение сигналов от компараторов уровня 27 и 28 через элементы И 33 и 34 к триггерам 35 и 36. В момент начала цикла сверления на первом выходе формирователя 22 импульсов устанавливается низкий потенциал, и интегрирующий операционный усилитель 23 подготавливается к интегрированию сигнала от датчика 16. В случае, если сверло исправно, к моменту окончания просверливания ленты контрольного материала 12 на выходе интегрирующего операционного усилителя 23 устанавливается напряжение, которое по величине меньше,, чем напряжение Ufnoot переключения компаратора 27, и больше, чем напряжение переключения компаратора 28. При этом на выходах компараторов 27 и 28 устанавливается низкий потенциал. В то же время на втором выходе формирователя 22 импульсов устанавливается высокий потенциал, разрешающий прохождение сигналов от компараторов 27 и 28 через элементы 33 и 34 к триггерам 35 и 36. При отсутствии высоких потенциалов на выходах компараторов 27 и 28 переключения триггеров 35 и 36 не происходит. Перед моментом начала нового цикла сверления на первом выходе формирователя 22 импульсов устанавливается высокий потенциал, а на втором выходе формирователя 22 импульсов устанавливается низкий потенциал. Происходит разряд конденсатора 25, включенного в цепь обратной связи интегрирующего операционного усилителя 24, и схема оказывается подготовленной к новому циклу сверления. В случае поломки сверла 5 сигнал датчиком 16 невырабатываетс:я, и к моменту появления на втором выходе формирователя 22 импульсов высокого потенциала напряжение на выходе интегрирующего операционного усилителя 23 оказывается меньще, чем , на выходе компаратора 28 устанавливается высокий потенциал, переключается триггер 36 и вырабатывается сигнал «Поломка. В случае износа сверла 5 увеличивается количество энергии в импульсе датчика 16 и к моменту появления на втором выходе формирователя импульсов 22 высокого потенциала напряжение на выходе интегрирующего операционного усилителя 23 оказывается больще, чем , на входе компаратора 27 устанавливается высокий потенциал, переключается триггер 35 и вырабатывается сигнал «Износ. Приведение триггеров в исходное состояние осуществляется сигналом по цепи «Сброс. Таким образом, в предлагаемом станке при полном соблюдении технологии сверления отверстий в печатных платах обеспечивается надежный контроль состояния сверла, исключающий брак продукции. Формула изобретения 1. Станок для сверления печатных плат, содержащий координатный стол, шпиндель со сверлом, прижимное устройство, снабженное планкой для прижима печатной платы к технологической подложке в зоне сверления, схему управления приводами станка, отличающийся тем, что, с целью обеспечения автоматического контроля состояния сверла, станок снабжен лентой контрольного материала, один конец которой размещен в кассете, установленным на оси рычагом с вилкой на одном конце, датчиком положения, блоком выработки сигналов неисправности сверла, щаговым механизмом и тягой, причем в прижимной планке выполнено сквозное окно, вдоль которого размещена лента контрольного материала, под которой в месте сверления смонтирована вилка рычага, соединенного с датчиком положения, подключенным к блоку выработки сигналов неисправности сверла, при этом второй конец ленты контрольного материала закреплен в шаговом механизме, связанном тягой с прижимным устройством. 2. Станок по п. 1, отличающийся тем, что блок выработки сигналов неисправности сверла содержит формирователь импульсов, интегрирующий операционный усилитель, два компаратора уровня, два логических элемента И и два триггера, при этом вход формирователя импульсов подключен к выходу схемы управления приводами станка, вход интегрирующего операционного усилителя подключен к выходу датчика положения, в цепь обратной связи интегрирующего операционного усилителя включен ключ, вход которого подключен к первому выходу формирователя импульсов, а ко второму выходу формирователя импульсов подключены управляющие входы логических элементов И, сигнальные входы элементов И подключены к выходам компараторов уровня, входы которых подключены к выходу интегрирующего операционного усилителя, выходы логических элементов И подключены ко входам триггеров, выходы которых являются выходами блока выработки сигналов неисправности сверла. Источники информации, принятые во .внимание при экспертизе .Станок сверлильный четырехшпиндельный с программным управлением. Информационный листок № 79-0488. сер. ИЛТ 9-12-24. М., ВИМИ, 1979.
