(54) СТАНОК Н. А. ПАСЕЧНИЧЕНКО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЗАГОТОВКАХ УЛЬЕВЫХ РАМОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверильный станок н.а.пасечниченко | 1975 |
|
SU585967A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Сверлильный станок | 1979 |
|
SU850410A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| СВЕРЛИЛЬНЫЙ СТАНОК С ОДНОЙ ГОЛОВКОЙ | 2012 |
|
RU2615369C2 |
| СТАНОК ДЛЯ СБОРКИ НАГЕЛЬНЫХ ЩИТОВ | 1973 |
|
SU379500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2040388C1 |
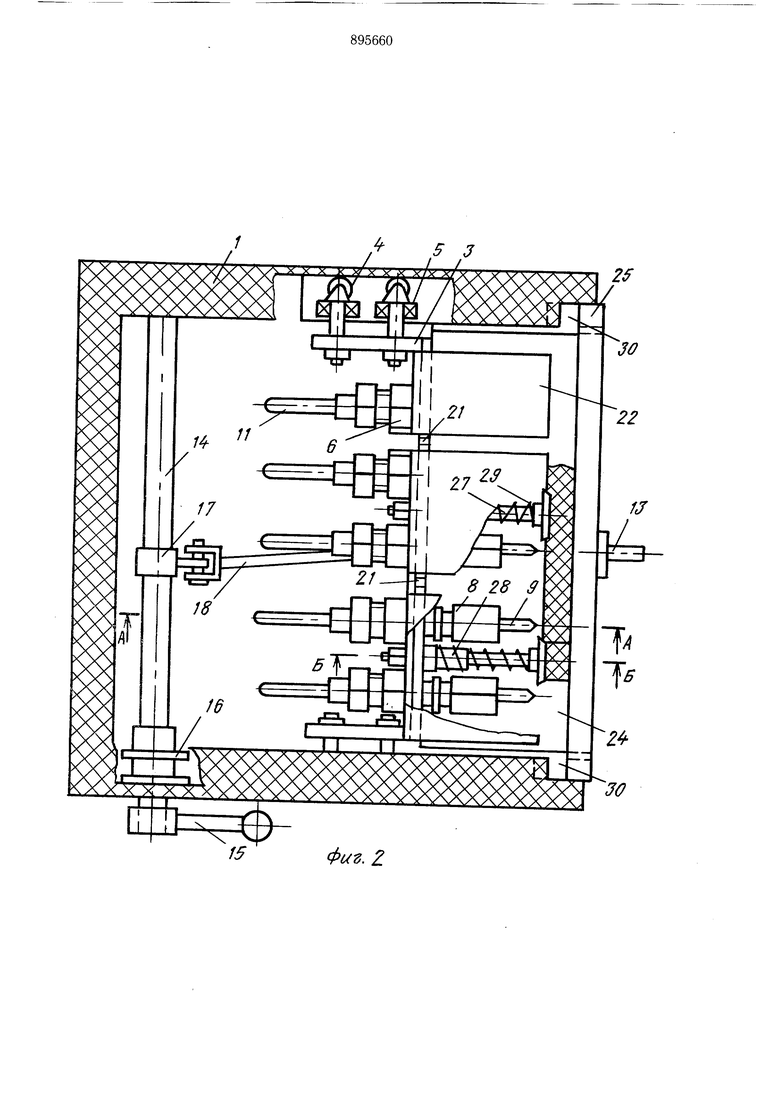

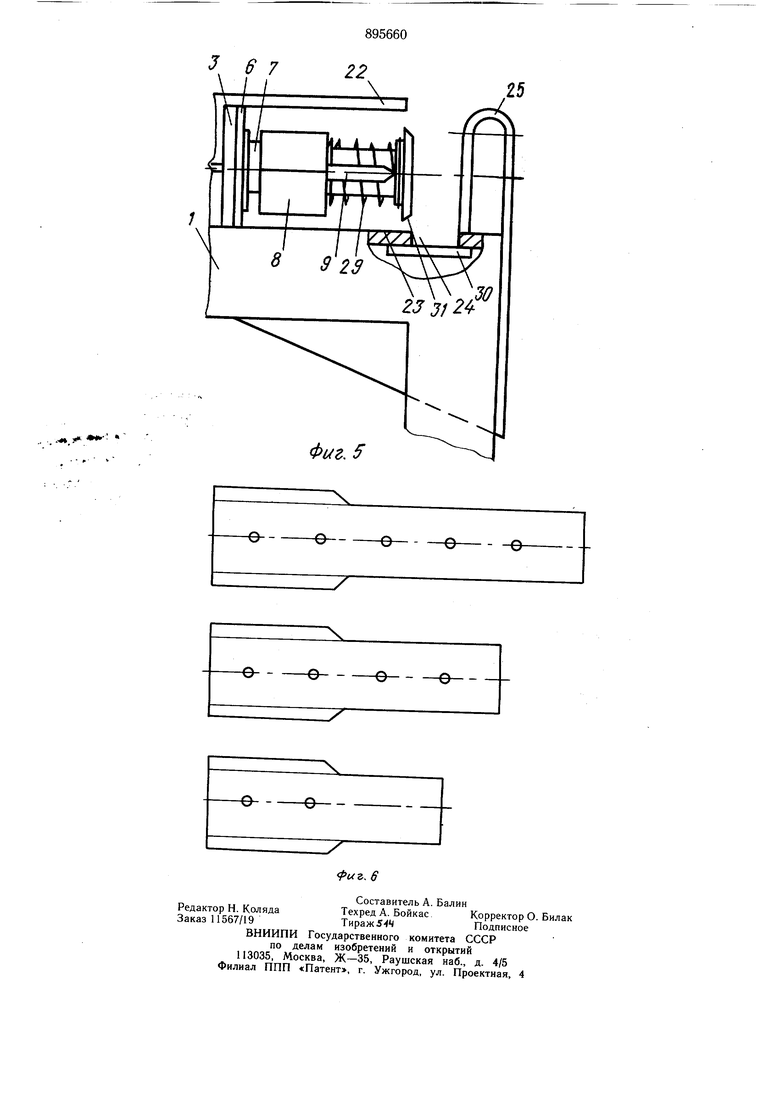
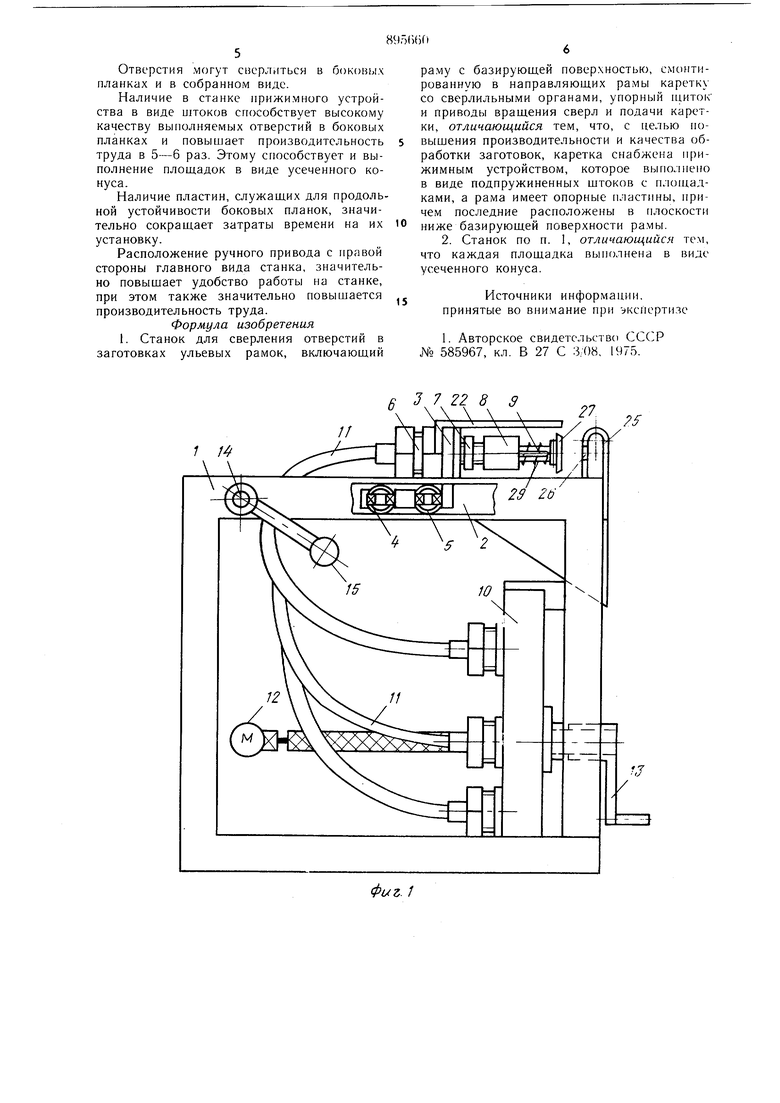
Изобретение относится к пчеловодной технике, преимущественно к сверлению отверстий в боковых планках ульевой рамки, и может быть использовано на пасеках. Известен станок для сверления отверстий в заготовках ульевых рамок, включающий раму с базирующей поверхностью, смонтированную в направляющих рамы каретку со сверлильными органами, упорный щиток и приводы вращения сверл и подачи каретки 1. Недостатком известного станка является невысокая производительность и качество сверления отверстий в боковых планках ульевых рамок. Целесообразность сверления отверстий в отдельных планках, а не рамках, обусловлена удобством их вывозки на пасеки с последующей сборкой в рамки на месте. Невысокие производительность и качество объясняются необходимостью вручную удерживать планку, которая имеет переменное сечение по своей длине, что при. сверлении приведет к отклонению оси отверстий от ее продольной оси. Цель изобретения - повыщение производительности и качества обработки заготовок. Поставленная цель достигается тем, что каретка снабжена прижимным устройством, которое выполнено в виде подпружиненных щтоков с площадками, а рама имеет опорные пластины, причем последние расположены в плоскости ниже базирующей поверхности рамы. Кроме того, поставленная цель достигается и тем, что каждая площадка выполнена в виде усеченного конуса. На фиг. 1 показан станок, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 2; на фиг. 5 - вид сбоку на сверлильную головку и прижимное устройство; на фиг. 6 - обрабатываемые на данном станке боковые планки. Сверлильный станок содержит раму 1,. в верхней части которой имеются продольные пазы 2 с установленной в них одной подвижной кареткой 3, имеющей ходовые, ролики 4 и 5, посредством которых осуществляется передвижение каретки 3, по направлению к обрабатываемой детали (боковой планке).
KapcTNii . имеет разборные корпуса 6, но внутренней части которых размещены валикн 7, а на выступающих концах валиков 7 расположены рабочие органы, вынолненные в виде цанговых патронов 8, в которых крепятся сверла 9.
Для осуществления передачи вращательного движения редуктора 10 к рабочим органам, вторые концы валиков 7 посредством гибких передач 11 соединены с редуктором 10.
Редуктор 10 приводится в движение от электродвигателя 12, а при отсутствии электроэнергии ручным приводом 13, который размещен с правой стороны станка (см. фиг. 1), что позволяет вращать ручной привод правой рукой.
Для передвижения каретки 3 к обрабатываемой детали имеется щарнирно-рычажной механизм, состоящий из вращающейся оси 14 с рычагом поворота 15, ограничителя 16 угла поворота оси 14 и одноплечего рычага 17, который через тягу 18 соединен с кареткой 3.
Упомянутый одноплечий рычаг 17 выполil и с возможностью установки его как в верхней, так. и в нижней части окружности оси 14.
Пружина 19 служит для возврата карет,(и 3 в исходное положение, упомянутая пру одним концс м связана с тягой 18 д;:; Жу1:1.ей каретку 3, а другим концом унип,1( гея 1- раму 1, посредством центрирующего i-H-j/ui 20.
Верхняя часть каретки 3, имеет нопереч::.ii паз 21. служащий для размещения нижiHTO бруска ульевой рамки в собранном виде (435x230 м.м, 435X145 мм), защитный ко. 22, обеспечивающий условия тех.МИКИ безопасности при работе. Ниже каретки 3 установлен фартук, служащий для отходов (Л1ИЛОК) .
Верхняя часть рамы 1 имеет базируюН1,ую поверхность 23 с пазами 24 для установки ульевых рамок разных размеров в соб ранном виде, а также и отдельно взятых боковых планок ульевых рамок.
На верхней части рамы 1 размещен упорный щиток 25 с отверстиями 26, расположенными соосно сверлам 9.
Прижимное устройство состоит из штоков 27, размещенных в скользящих втулках 28 с пружинами 29, щтоки 27 этого устройства выполнены с возможностью возвратно-поступательного движения. Упомянутое прижимное устройство установлено на каретке 3.
Пространство, образуемое между щтоками 27 и упорным щитком 25, обеспечивает размещение в нем боковой планки ульевых рамок разного размера, как в разобранном, так и в собранном виде, при этом особенно учитывается разница в толщине самих боковых планок.
Для продольной устойчивости боковых планок в момент их установки, сверления отверстий и их удаления со станка имеются опорные пластины 30, расположенные в гори:юнтальной плоскости ниже базирующей поверхности рамы, благодаря чему отверстия в детали выполняются строго по ее продольной оси, что очень важно для дальнейщего ее назначения. Концы щтоков снабжены площадками 31 в виде усеченных конусов.
Таким образом, в совокупности прижимного устройства в виде подпружиненных щтоков 27 с площадками с упорным щитком 25 и опорными пластинами 30 осуществляется повышение производительности и качества обработки детали, этому же способствует и ручной привод 13, позволяющий осуществлять его вращение правой рукой.
Сверлильный станок работает следующим образом.
Отдельно взятая боковая планка устанавливается на горизонтальную плоскость с пластинами 30 и пазами 24, которые находятся между упорным щитком 25 и штоками 27, затем с помощью электродвигателя 12, а при отсутствии электроэнергии - ручным приводом 13, приводятся во вращение через редуктор 10 и гибкую передачу 11 валики 7 с цанговыми патронами 8 со сверлами 9, одновременно нажимается рычаг 15 поворота оси 14, последняя приводится во вращение с одноплечим рычагом 17, который посредством тяги 18 передвигает каретку 3 к боковой планке для сверления отверстий.
В этот момент, прижимное устройство площадками 31 осуществляет необходимый прижим боковой планки к упорному щитку 25, а сверла 9, просверлив отверстия в боковой планке, входят в отверстия 26 упорного щитка 25.
Благодаря такому процессу при выходе сверл 9 на обратной стороне боковой планки полностью устраняются сколы, трещины и т. п., что приводит к высокому качеству выполняемых отверстий в упомянутых боковых планках.
В момент входа сверл 9 в отверстия 26 упорного щитка 25 ограничитель 16 угла поворота оси 14, упирается снизу в плоскость рамы 1 и препятствует дальнейщему продвижению каретки 3, а заодно и сверл 9.
Затем с помощью пружины 19, каретка 3 со сверлами 9 перемещается в свое исходное положение, одновременно и щтоки 27 под действием разжатия пружин 29, перемещаются в свое исходное положение, при этом щтоки 27, упираясь в боковую планку (обрабатываемую деталь) сдвигают ее со сверл 9, таким образом освободивщуюся от сверл 9 боковую планку свободно удаляют со станка, затем устанавливается очередная боковая планка, и весь процесс повторяется.
Отверстия могут сверлиться в OOKOBI IX планках и в собранном виде.
Наличие в станке прижимного устройства в виде штоков способствует высокому качеству выполняемых отверстий в боковых планках и повышает производительность труда в 5-6 раз. Этому способствует и выполнение плошадок в виде усеченного конуса.
Наличие пластин, служаш,их для продольной устойчивости боковых планок, значительно сокраш,ает затраты времени на их установку.
Расположение ручного привода с правой стороны главного вида станка, значительно повышает удобство работы на станке, при этом также значительно повышается производительность труда.
Формула изобретения
. Станок для сверления отверстий в заготовках ульевых рамок, включаюший
раму с базируюш,ей поверхностью, смонтированную в направляющих рамы каретку со сверлильными органами, упорный HUITOK и приводы вращения сверл и подачи каретки, отличающийся тем, что, с целью иовышения производительности и качества обработки заготовок, каретка снабжена прижимным устройством, которое выполнено в виде подпружиненных штоков с плонхадками, а рама имеет опорные пластины, причем последние расположены в плоскости
ниже базирующей поверхности рамы.
Источники информации, принятые во внимание при экспертизе
Ф1/Ъ. 1 9
фи.З 28 23 / риг.
. .
-е-ее25
