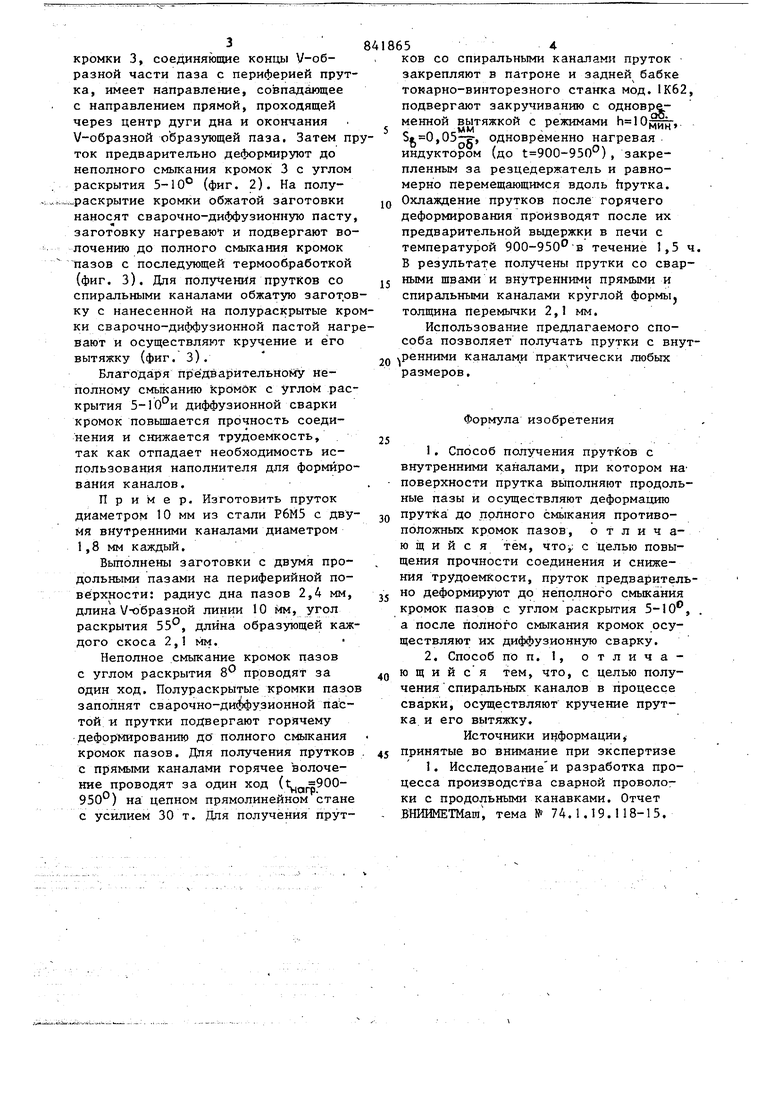
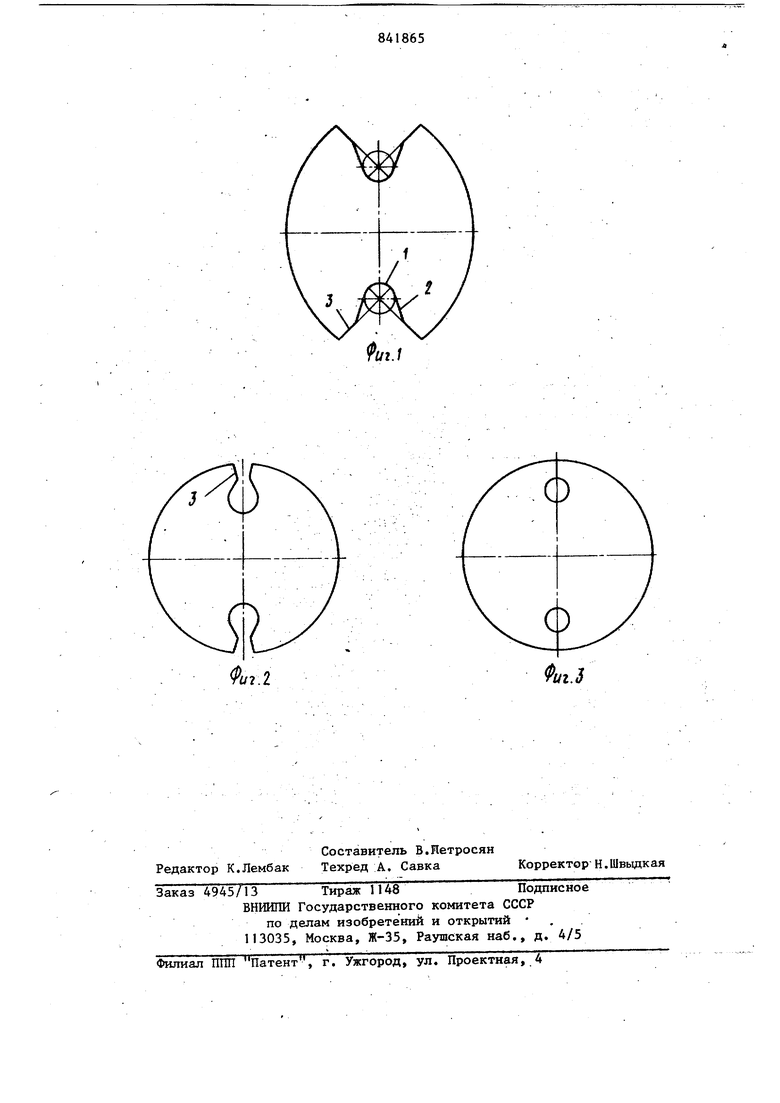
(54) СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ С ВНУТРЕННИМИ КАНАЛАМИ кромки 3, соединяющие концы V-образной части паза с периферией прут ка, имеет направление, со1зпадающев с направлением прямой, проходящей через центр дуги дна и окончания V-образной образующей паза. Затем п ток предварительно деформируют до неполного смыкания кромок 3 с углом раскрытия 5-10° (фиг. 2). На полу;.раскрытие кромки обжатой заготовки наносят сварочно-диффузионную пасту заготовку нагревают и подвергают во лочению до полного смыкания кромок Пазов с последующей термообработкой (фиг. 3). Для прутков со спиральными каналами обжатую загот.о ку с нанесенной на полураскрытые кро ки сварочно-диффузионной пастой нагр вают и осуществляют кручение и его вытяжку (фиг. З). Благодаря предварительному неполному смыканию кромбк с углом рас крытия диффузионной сварки кромок повьщ1ается прочность соединения и снижается трудоемкость, так как отпадает необходимость использования наполнителя для формиро вания каналов. Пример. Изготовить пруток диаметром 10 мм из стали Р6М5 с Дву мя внутренними каналами диаметром 1,8 мм каждый. Выполнены заготовки с двумя продольными пазами на периферийной поверхности: радиус дна пазов 2,4 мм, длина V-образной линии 10 мм, угол раскрытия 55, длина образующей каж дого скоса 2,1 мм. Неполное смыкание кромок пазов с углом раскрытия 8 проводят за один ход. Полураскрытые кромки пазо заполнят сварочно-диффузионной пастой и прутки подвергают горячему деформированию до полного смыкания кромок пазов. Для получения прутков с прямыми каналами горячее волочение проводят за один ход (цого на цепном прямолинейном стане с усилием 30 т. Дпя получения прут54ков со спиральными каналами пруток закрепляют в патроне и задней бабке токарно-винторезного станка мод. IK62, подвергают закручиванию с одновр1еменной вытяжкой с режимами h 10j;; ; -,. ,05-g одновременно нагревая индуктором (до t 900-950) , закрепленным за резцедержатель и равномерно перемещающимся вдоль hpyTKa. Охлаждение прутков после горячего деформирования производят после их предварительной вьщержки в печи с температурой 900-950 в течение 1,5 ч, В результате получены прутки со сварными швами и внутренними прямыми и спиральными каналами круглой фopмыJ толщина перемычки 2,1 мм. Использование предлагаемого способа позволяет получать прутки с внутренними каналами практически любых размеров. Формула изобретения 1.Способ получения прутйов с внутренними каналами, при котором наповерхности прутка выполняют продольные пазы и осуществляют деформацию прутка до полного смыкания противоположных кромок пазов, отличающийся тем, что,; с целью повыщения прочности соединения и снижения трудоемкости, пруток предварительно деформируют до неполного смыкания кромок пазов с углом раскрытия 5-10, . а после полного смыкания кромок осуществляют их диффузионную сварку. 2.Способ по п. 1, отличаю щ и и с я тем, что, с целью получения спиральных каналов в процессе сварки, осуществляют кручение прутка и его вытяжку. Источники И1 формацииу принятые во внимание при экспертизе 1. Исследованиеи разработка процесса производства сварной проволоки с продольными канавками. Отчет БНИИМЕТМага, тема № 74.1.19.118-15.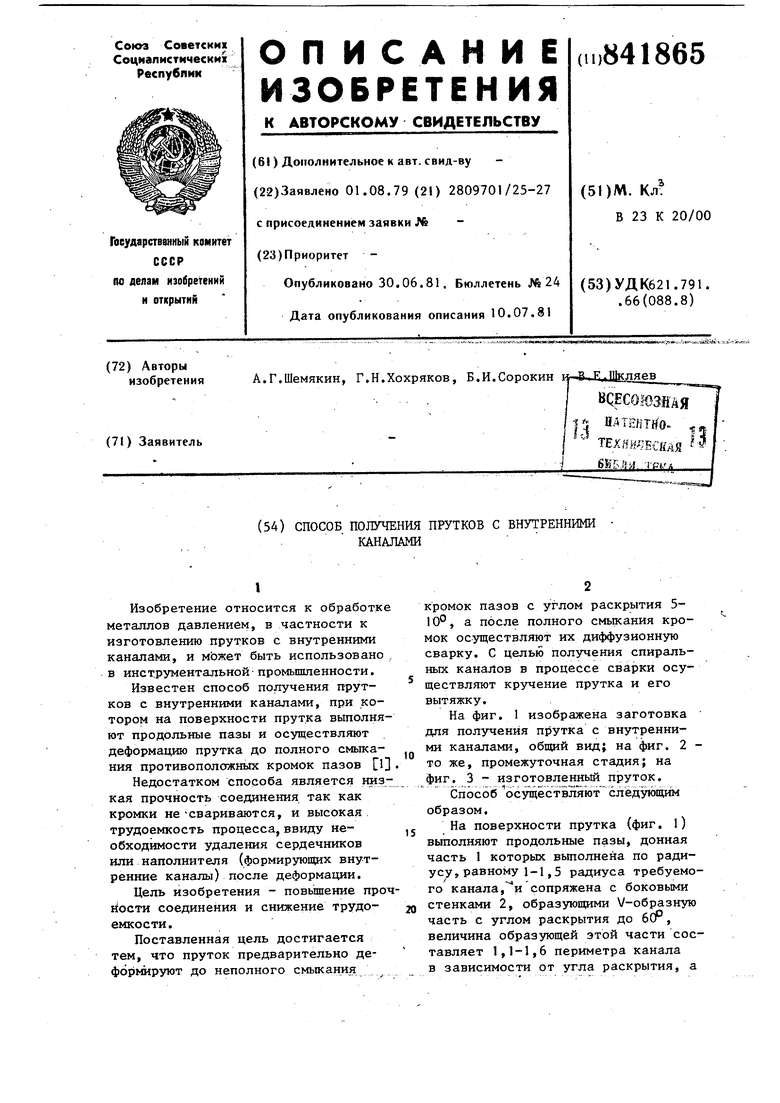
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления деформирования прутков с внутренними каналами | 1978 |
|
SU735371A1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
| Способ изготовления днищ баллонов | 1981 |
|
SU978976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕДЕЛЬНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛА ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ЕГО ОСНОВЕ | 1996 |
|
RU2107585C1 |
| Способ изготовления прутков с внутренними каналами | 1978 |
|
SU724233A1 |
| Способ изготовления заготовки для режущего инструмента | 1981 |
|
SU1009678A1 |
иг.2
