(5) СПОСОБ ИЗГОТОВЛЕНИЯ ДНИЩ БАЛЛОНОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU540906A1 |
| Способ изготовления деталей с фланцем из трубчатой заготовки | 1980 |
|
SU1050776A1 |
| Способ изготовления крупногабаритных днищ | 1979 |
|
SU871900A1 |
| Способ изготовления электросварных труб с перфорациями | 1977 |
|
SU759172A1 |
| Способ производства электросварных металлических труб с антикоррозионным покрытием | 1988 |
|
SU1637898A1 |
| Способ изготовления стальных корпусов для углекислотных огнетушителей | 2019 |
|
RU2705278C1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано в металлургии при изготовлении баллонов, предназначенных для хранения и транспортировки под высоким давлением сжатых, сжиженных и растворенных газов.
Известен способ изготовления днищ баллонов путем силового воздействия инструмента трения скольжения лормователя), перемещающегося по круговой траектории, на предварительно нагретый и вращающийся конец трубчатой заготовки. Герметичность днищ достигается путем кузнечной сварки в процессе сдавливания (переформовывания) торцовых кромок заготовки, дополнительно разогретых пламенем ацетилено-кислородной горелки либо воздействием струи кислорода.
Этот способ не обеспечивает требуемого качества стыка в центре дни
ща баллона. При формовке заготовок с допускаемыми минимальными размерами (диаметр, толщина стенки) с минимальной температурой нагрева в ряде случаев в центре образуется глубокая воронка, заполненная свароч ным гратом. С увеличением глубины центральной воронки уменьшается полезная толщина стенки (толщина плотного хорошо очищенного и сваренного металла), из-за чего в баллоне не всегда обеспечивается герметичность при высоком давлении.
Устраняют брак по негерметичности
ts путем дополнительной злектрозаварки центральной части днища, либо повторной формовкой днища. При этом получают баллон меньшего объема, что приводит к увеличению расхода метал20ла.
Наиболее близок к описываемому способ изготовления днища путем формовки предварительно нагретого конца вращающейся трубчатой заготовки с дополнительным нагревом торцовых кромок перед их смыканием и сваркой с образованием днища. При этом способе деформирование конца заготовки осуществляют на такой длине, которая обеспечивает смыкание кромок при повороте инструмента на 56-57° 2j. С целью уменьшения глубины воронки , для обеспечения герметичности при Лормовке днища при этом способе увеличивают длину обрабатываемой части заготовки. Это хотя и уменьшает глубину воронки, но создает на внутренней поверхности и центральной части днища наплыв металла в виде выпуклости со сварочным гратом, зажатым в воронке, что в значительной мере снижает качество баллона.
Ввиду того, что при очистке такого баллона не всегда представляется возможность полностью удалить сварочный грат, плотно зажатый в центральной выпуклости днища, эксплуатационная надежность баллона снижается, так как оторвавшиеся частицы грата могут перекрыть каналы арматуры и вывести из строя установку высокого давления, в которой используется баллон 4
Целью изобретения является повышение качества внутренней поверхност баллона, путем уменьшения грата в сварном шве.
Указанная цель достигается тем, что при изготовлении днищ баллонов путем формовки предварительно нагретого конца вращающейся трубчатой заготовки с дополнительным нагревом ее торцовых кромок перед их смыканием и сваркой с образованием днища в процессе формовки после смыкания торцовых кромок в заготовке с внутренней стороны ее в зоне образования сварного шва прикладывают осевое усилие с относительным обжатием стенки, составляющим 10-20%.
При формовке с относительным обжатием стенки в радиальном направлении в центре днища может оставаться сварочный грат, зажатый в воронке, и качество внутренней поверхности баллона снижается. Это связано с неравномерным течением металла вдоль образующей формуемого днища, вызванным недостаточной дефо мацией внутоенней поверхности (при обжатии ) . При этом внутренние
слои металла отстают в перемещении от наружных, и в результате этого стык изнутри не заполняется металлом, а образует воронку. В случае
увеличения обжатий более чем на 20% дальнейшее повышение качества внутренней поверхности баллона практически не происходит. Это объясняется тем что в пределах значений обжатий стенки 10-20 образуется равномерное течение металла вдоль образующей днища, и на границе раздела возникают давления, достаточные для сварки . металла и для выдавливания сварочного
грата из зоны стыка. Однако при обжатиях .720% происходит интенсивный рост осевого усилия, действующего на шпиндель машин,ы (например, при 25% осевое усилие увеличивается примерно, в 1,6 раза).. Это приводит к необходимости использования закатной машины, по мощности превосходящей существующие более чем в 1,5 раза, и требует значительного увеличения затрат энергии на формовку, что является нецелесообразным.
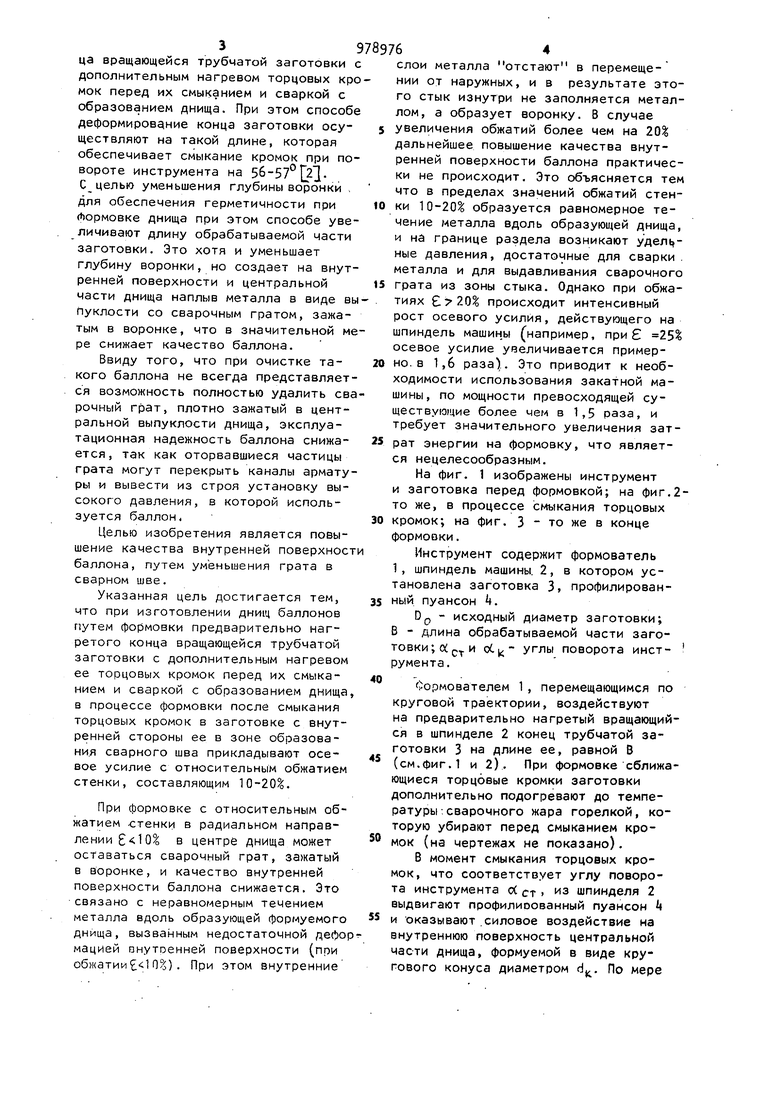
На фиг. 1 изображены инструмент и заготовка перед формовкой; на фиг.2то же, в процессе смыкания торцовых
0 кромок; на фиг. 3 - то же в конце формовки.
Инструмент содержит формователь 1, шпиндель машины. 2, в котором установлена заготовка 3, профилированный пуансон k.
Dp - исходный диаметр заготовки; В - длина обрабатываемой части заготовки ; сс . и углы поворота инструмента.
Сормователем 1, перемещающимся по круговой траектории, воздействуют на предварительно нагретый вращающийся в шпинделе 2 конец трубчатой заготовки 3 на длине ее, равной В (см.фиг.1 и 2). При формовке сближающиеся торцовые кромки заготовки дополнительно подогревают до температуры сварочного жара горелкой, которую убирают перед смыканием кромок (на чертежах не показано).
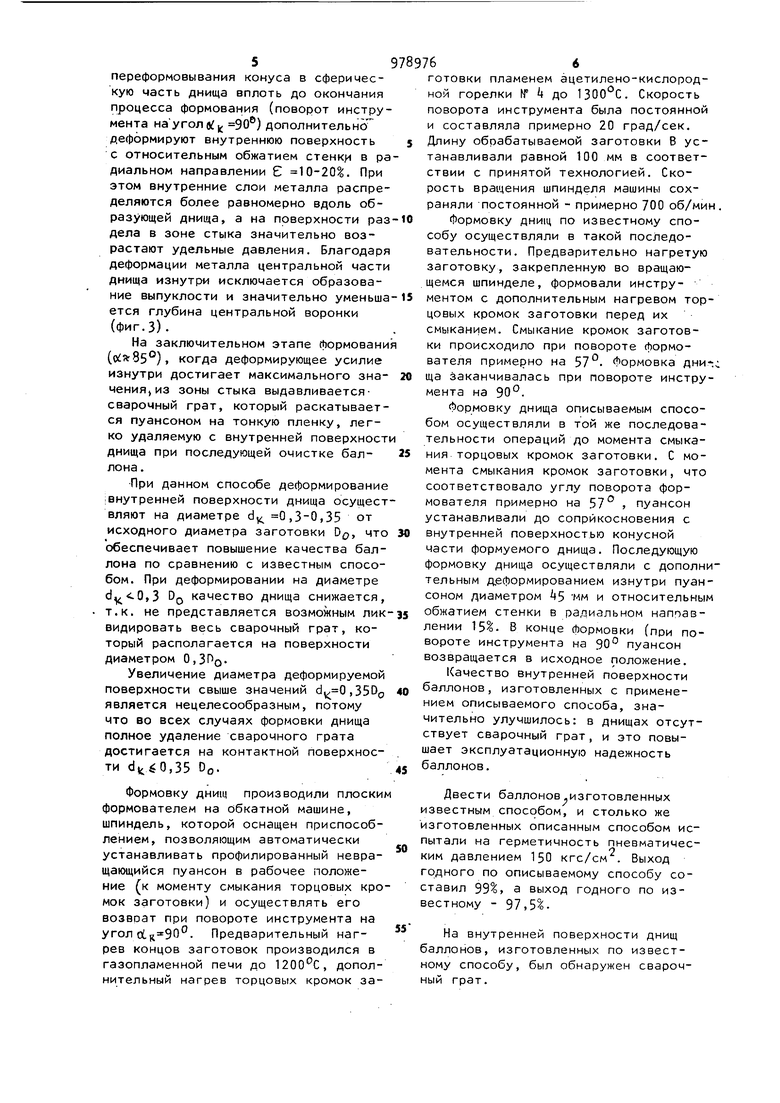
В момент смыкания торцовых кромок, что соответствует углу поворота инструмента о( ст из шпинделя 2 выдвигают профилиоованный пуансон k и оказывают .силовое воздействие на внутреннюю поверхность центральной части днища, формуемой в виде кругового конуса диаметром d,. По мере переформовывания конуса в сферическую часть днища вплоть до окончания процесса формования (поворот инструмента науголв, 90®) дополнительно деформируют внутреннюю поверхность с относительным обжатием стенкн в ра диальном направлении 10-20. При этом внутренние слои металла распределяются более равномерно вдоль образующей днища, а на поверхности раз дела в зоне стыка значительно возрастают удельные давления. Благодаря деформации металла центральной части днища изнутри исключается образование выпуклости и значительно уменьша ется глубина центральной воронки (фиг.З). На заключительном этапе формовани (о яг85°), когда деформирующее усилие изнутри достигает максимального значения,из зоны стыка выдавливаетсясварочный грат, который раскатывается пуансоном на тонкую пленку, легко удаляемую с внутренней поверхност днища при последующей очистке баллона. При данном способе деформирование :Внутренней поверхности днища осущест вляют на диаметре d 0,3-0,35 от исходного диаметра заготовки D, что обеспечивает повышение качества баллона по сравнению с известным способом. При деформировании на диаметре di.0,3 DQ качество днища снижается, т.к. не представляется возможным лик видировать весь сварочный грат, который располагается на поверхности диаметром 0,ЗПо. Увеличение диаметра деформируемой поверхности свыше значений d,,0,35Do является нецелесообразным, потому что во всех случаях формовки днища полное удаление сварочного грата достигается на контактной поверхности ,35 DO. Формовку днищ производили плоски формователем на обкатной машине, шпиндель, которой оснащен приспособлением, позволяющим автоматически устанавливать профилированный невращающийся пуансон в рабочее положение (к моменту смыкания торцовых кро мок заготовки) и осуществлять его возвоат при повороте инструмента на угол o(.. Предварительный на|- рев концов заготовок производился в газопламенной печи до 1200С, дополнительный нагрев торцовых кромок заготовки пламенем ацетилено-кислородной горелки f р(О . Скорость поворота инструмента была постоянной и составляла примерно 20 град/сек. Длину обрабатываемой заготовки В устанавливали равной 100 мм в соответствии с принятой технологией. Скорость вращения шпинделя машины сохраняли постоянной - примерно 700 об/мин. Формовку днищ по известному способу осуществляли в такой последовательности. Предварительно нагретую заготовку, закрепленную во вращающемся шпинделе, формовали инструментом с дополнительным нагревом торцовых кромок заготовки перед их смыканием. Смыкание кромок заготовки происходило при повороте формователя примерно на 57°. Формовка . ща заканчивалась при повороте инструмента на 90°. Формовку днища описываемым способом осуществляли в той же последовательности операций до момента смыкания торцовых кромок заготовки. С момента смыкания кромок заготовки, что соответствовало углу поворота формователя примерно на 57 , пуансон устанавливали до соприкосновения с внутренней поверхностью конусной части формуемого днища. Последующую формовку днища осуществляли с дополнительным деформированием изнутри пуансоном диаметром А5 мм и относительным обжатием стенки в радиальном напг1авлении 15. В конце формовки (при повороте инструмента на 90° пуансон возвращается в исходное положение. Качество внутренней поверхности баллонов, изготовленных с применением описываемого способа, значительно улучшилось: в днищах отсутствует сварочный грат, и это повышает эксплуатационную надежность баллонов. Двести баллонов.изготовленных известным способом, и столько же изготовленных описанным способом испытали на герметичность пневматическим давлением 150 кгс/см . Выход годного по описываемому способу составил 99%, а выход годного по известному - 97,5. На внутренней поверхности днищ баллонов, изготовленных по известному способу, был обнаружен сварочный грат. Таким образом, качество герметизации днищ, изготовленных описываемым способом, возр-астает, что очевидно, .связано с увеличением удельных давлений в сварочной зо не при деформировании внутренней поверхности центральной части дни ща. Описываемый способ по сравнению с известным имеет следующие преимущества:1)Обеспечивает повышение качест ва внутренней поверхности баллонов, а следовательно и эксплуатационной надежности, благодаряисключению на внутренней поверхности днищ сварочного грата. 2)Экономический эффект при изготовлении баллонов с -Применением закатки на пуансоне составит ориентировочно 1б тыс.рублей на объем производства 400 тыс.шт. 68 Формула изобретения Способ изготовления днищ баллоHdB путем формовки предварительно нагретого конца вращающейся трубчатой заготовки с дополнительным нагревом ее торцовых кромок перед их смыканием и сварки с образованием днища, отличающийся тем, что, с целью повышения качества баллонов путем уменьшения грата в сварном шве, в процессе формовки после смыкания торцовых кромок к заготовке с внутренней ее стрроны в зоне образования сварного шва прикладывают осевое усилие с относительным обжатием стенки, составляющим 10-20. Источники информации, принятые во внимание при экспертизе 1. Гредитор М. А. Давильные работы и ротационное выдавливание.. М., Машиностроение, 1971 с. 58-632.Борисов С.И. и ГацулаА.К. Металлургическая и горнорудная промышленность,1976, №2,с.73-75 (прототип).
Фиг.З
