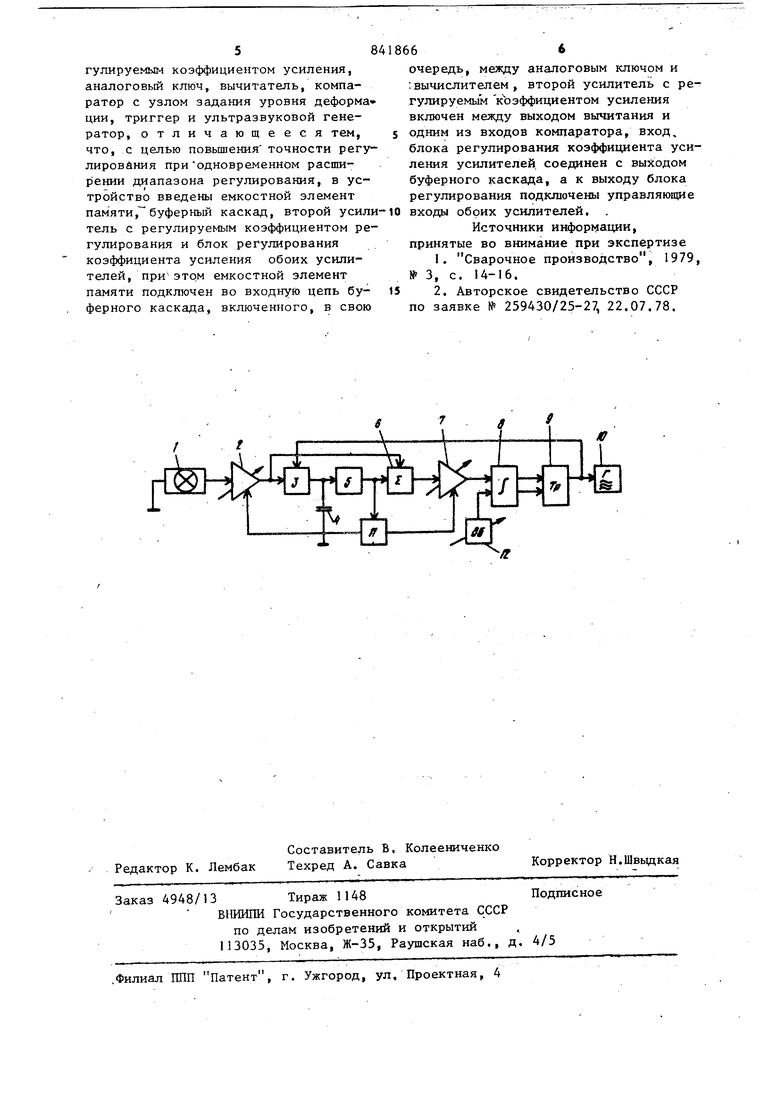
Изобретение относится к сварочном производству, в частности к устройствам для регулирования величины деформации проводника при сварке, и может найти применение в радиоэлек тронной и других областях промьшшенности, Известно устройство для регулиро- вания величинь деформации проводника при сварке микросхем, содержащее последовательно включенные датчик деформации, усияитель, триггер и ультразвуковой генератор l. Недостатком данного устройства являются его низкие технологические возможности и точность регулирования обусловленные постоянством его коэффициента усиления. Известно также устройство для регулирования величины деформации проводника, содержащее последовательно включенные датчик деформации, усилитель с регулируемым коэффициентом усиления, аналоговый ключ, вычитател компаратор с углом задания уровня де- . формации, триггер и ультразвуковой генератор I 2}. Недостатками указанного устройства являются низкая точность и сравнительно узкий диапазон регулирования деформации. Это обусловлено наличием больших колебаний величиш 1 сиг,нала сдатчика деформации в начальный момент регулирования из-за разброса точек сварки на проводниках свариваемых изделий, Цель изобрете щя - повьшение точности регулирования при одновременном расширении диапазона регулирования. Указанная цель достигается тем, что в устройство для регулирования величины деформации проводника при сварке введены емкостной элемент памяти, буферный каскад, второй усилитель с регулируемым коэффициентом усиления и блок регулирования коэффициента усиления обоих усилителей, при 3 этом емкостной элемент памяти подключен во входную цепь буферного каскада, включенного, в свою очередь, между аналоговым ключом вычитателем, второй усилитель с регули руемым коэффициентом усиления включен между выходом вычитателя и одним из входов компаратора, вход блока регулирования коэффициента усиления усилителей соединен с выходом буферного каскада, а к выходу блока регулирования подключены управляющие входы обоих усилителей. На чертеже приведена функциональная схема предлагаемого устройства для регулирования величины деформа,ции проводника при. сварке. Устройство включает последователь но соединенные датчик 1 деформации, представляющий собой первичный преоб зователь на эффекте Холла, усилитель 2 с регулируемым- коэффициентом усил ния, аналоговый ключ 3, емкостной эл мент 4 памяти, буферный каскад 5, вы читатель 6,, второй вход которого сое нен с выходом усилителя 2 с переменным коэффициентом усиления и входом аналогового ключа 3, второй усилитель 7 с регулируемым коэффициентом усиления, компаратор 8, триггер 9 с пусковым сигналом на втором входе, ультразвуковой генератор 10, В устройство также входят блок 1 регули рования коэффициентов усиления обоих усилителей 2 и 7, а также узел 12 задания уровня деформации, подключенный ко второму входу компаратора. Работа устройства происходит следующим образом, В исходном состоянии триггер 9 держит в открытом состоянии аналоговый ключ 3 и запрещает запуск ультра звукового генератора 10. Сигнал с да чика 1 ХоЛла, усиленный усилителем 2, поступает на один из входов вычитателя 6 и через аналоговый ключ 3, буферный каскад 5 на второй вход вычитателя 6 и вход блока 11 автоматического регулирования коэффициента усилителя, который путем управления коэффициентом усиления усилителя 2 поддерживает уровень сигнала на его выходе в оптимальных пределах, чтобы не нарушалась нормальная работа вычитателя 6, Поскольку на двух выходах вычитателя присутствуют одинаковые сигналы, на его выходе вырабатывается нулевое напряжение, поступа 64 щее на вход второго усилителя 7, Kqэффициентом усиления которого также управляет блок 11 автоматического регулирования коэффициента усиления таким образом, что произведение коэффициентов усиления первого и второго усилителей остается величиной постоянной. После того как свариваемые элементы совместятся, на триггер 9 подается сигнал пуска, который включает ультразвуковой генератор 10 и закрывает аналоговый ключ 3, в результате . чего на емкостном элементе 4 памяти фиксируется первоначальный сигнал, соответствующий началу сварки. Изменяющийся соответственно росту деформации сигнал присутствует только на одном из входов вычитателя, а на его выходе появляется нарастающее от нуля напряжение, которое усиливается усилителем 7, а затем поступает на первый вход компаратора 8, на второй вход которого поступает опорное напряже- ние с узла 12 задания уровня деформации, соответствующее оптимальному уровню деформации. Когда напряжения на обоих входах компаратора 8 становятся равными, он вырабатывает импульс, опрокидывающий триггер 9 в исходное состояние, в результате .чего ультразвуковой генератор 10 отключается, аналоговый ключ 3 открывается, сигналы на обоих входах вычитателя выравниваются и на его выходе опять появляет-, ся нулевое напряжение. Таким образом, в предлагаемом устройстве независимо от величины начального сигнала с датчика I Холла автоматически устанавливается такой коэффициент передачи усилителя 2, при котором уровень выходного сигнала всегда равен оптимальной величине, что исключает возможность перегрузки усилителя, а все следующие за усилителем 2 звенья устройства (вычитатель 6, усилитель 7, компаратор 8) работают с сигналами, нормированными по амплитуде, что увеличивает точность измерений и расширяет пределы регулирования деформации проводника в 2-3 раза, Формула изобретения Устройство для регулирования величи№)1 деформации проводника при сварке, содержащее последовательно включенные датчик деформации, усилитель с ре584
гулируемьп- коэффициентом усиления, аналоговый ключ, вычитатель, компаратор с узлом задания уровня деформа ции, триггер и ультразвуковой генератор, отличающееся тем, что, с целью повышения точности регу лировйния при одновременном расширении диапазона регулирования, в устройство введены емкостной элемент памяти, буферный каскад, второй усилитель с регулируемым коэффициентом регулирования и блок регулирования коэффициента усиления обоих усилителей, при этом емкостной элемент памяти подключен во входную цепь буферного каскада, включенного, в свою
18666
очередь, между аналоговым ключом и :вычислителем , второй усилитель с регулируемым коэффициентом усиления включен между выходом вычитания и
5 одним из входов компаратора, вход, блока регулирования коэффициента усиления усилителей соединен с выходом буферного каскайа, а к выходу блока регулирования подключены управляющие
10 входы обоих усилителей.
Источники информации, принятые во внимание при экспертизе
1. Сварочное производство, 1979, 3, с. 14-16.
15 2. Авторское свидетельство СССР по заявке № 259430/25-27, 22.07.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для сварки давлением | 1987 |
|
SU1609585A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU774866A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для сварки давлением | 1980 |
|
SU941074A2 |
