Устройство относится к микроэлектронике, а именно к сборке но.чупроводниковых приборов и интсгра.чьных схем.
Известно устройство, солержан1ес датчик деформации, выход которого подключен к входу усилителя, де; итель нанряжения и последовательно соединенные триггер, логический элемент п ультразвуковой генератор 1.
Недостатком устройства является то, что нервоначальный уровень от датчика перемещений, в момент запуска ультразвукового -еператора, функционально не связан с уровнем срабатывания иорогового устройства.
Наиболее близким к изобретению является устройство для регулирования величиш деформации нроводника при сварке, включающее датчик деформации, выход которого подключен к входу усилителя, делитель напряжения и последовательно соединенные триггер, логический элемент и ультразвуковой генератор, последовательно соединенные аналоговый ключ, пиковый детектор, сумматор, компаратор и ждущий мультивибратор, причем к входу аналогового ключа подсоединен выход усилителя, а к управляющему входу аналогового ключа - выход логической схемы и вход ультразвукового генератора, к выходу аналогового ключа подключены один из входов компаратора и пикового детектора, выход последнего соединен с первым входом сумматора, второй вход сумматора соединен с выходом усилителя напряжения, на вход которого подано отрицательное опорное напряжение, а выход еумматора подключен к второму входу компаратора, выход которого соедипен с первым входом триггера, на второй вход которого подается начальный импульс запуска, при этом ждущий мультивибратор подсоединен входом ко второму выходу триггера н выходам ко второму входу пикового детектора 2.
Однако известное устройство не может обеспечить высокой прочности сварщ ьч соединений из-за отсутствия возможности исключения ошибки измерения деформации проводника при еварке из-за разновысотпости приборов и пизкой точности измере1тя дефор.мации проводпика при переходе от iie)вого ко второму уровню сварки ввиду нелинейности характеристики датчика, что неизбежно приводит к изл1енению пачал1)ного уровня отсчета деформации, т. е. чувстйительности датчика, определяемую величиной индукции магнитного поля постояпнО о Maiнита в области элемента Холла линейной характеристики и поэтому зависимую от расстояния элемента Холла от поетоянного .магнита, а следовательно, при одинаковых приращениях напряжения, снимаемого с датчика Холла LJx к различным величинам однооеной деформации и привариваемого нроводника.
Цель изобретения - повыщение качества и прочности сварки за счет исключения oпJибки измерения величины деформации проводника при сварке путе.м учета разновысотности свариваемых изделий и повыщения точности измерения деформации при переходе от первого к второму уровню сварки. 1 оставленная цель доетигаетея тем, что 3 устройство для регулирования величины деформации проводника при сварке, содержащ.ее элемент Холла, постоянный магнит, сварочную головку, блок управления njaroвым приводом, соединенный е шаговым приводо.м, механизм вертикальных перемещепий с установленны.м на нем эле.менто.м Холла, механизм вертикальных перемеп1,ений. несущий сварочную 1оловку и постоянный магнит, последовательно соединенные усилитель, аналоговый ключ, пиковый детектор, еумматор, компаратор, триггер и ультразвуковой генератор, а также делитель напряжения и ждущий .мультивибратор, при это.м управляюп1ий вход аналогового ключа подключен ко входу ультразвукового генератора и к выходу триггера, второй выход которого соединен со входом ждущего мультивибратора, выходом 1юдк,тюченного ко второму в.ходу пикового детектора, вход усилителя соедине) с выходом элемента Холла, второй вход компаратора подключен к выходу аналогового ключа, а второй вход сум.матора соединен с выходом делителя напряжения с
отрицательным опорным напряжением на входе, дополнительно введены поеледователь но соединенные второй уеилитель, второй компаратор е узлом опорного напряжения на втором входе и второй триггер, при это.м выход второго усилителя еоединен с выходом
элемента Холла, второй вход нервого триггера соединен с выходом второго ко.мпаратора, второй вход второго триггера подклюiCH к выходу первого компаратора, а выход второго триггера - к блоку управления ina1овы.м приводо.м.
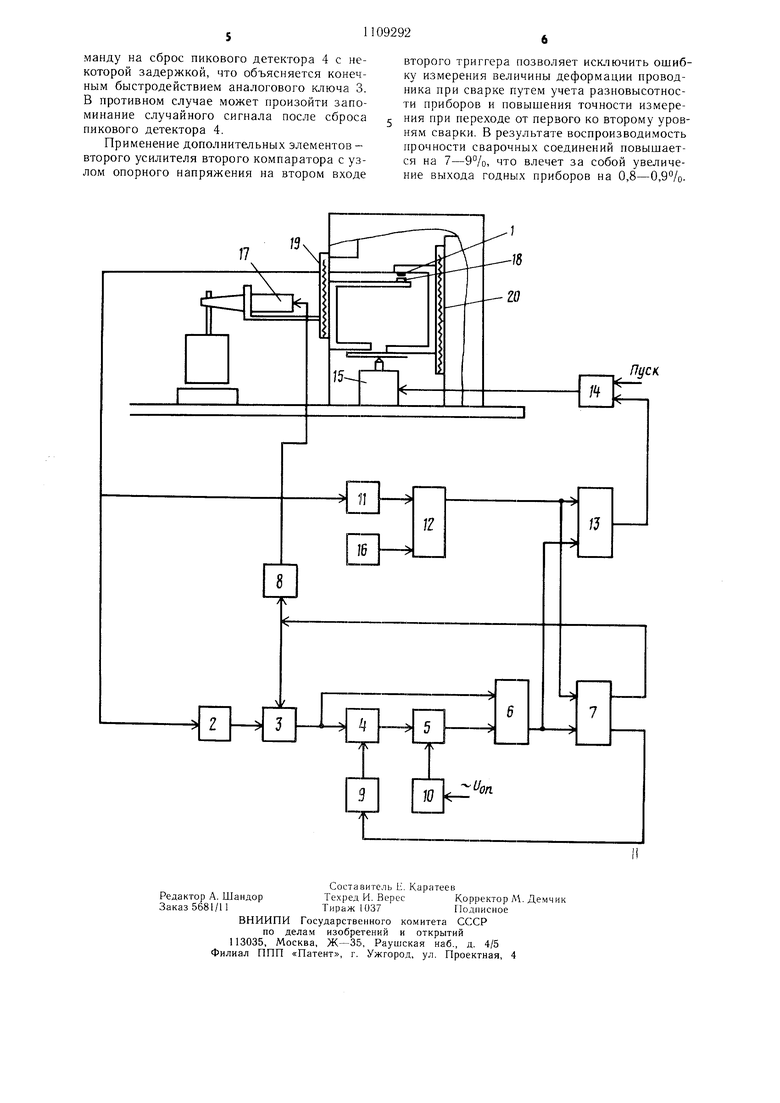
На чертеже изображена структурная схема устройства для регулирования величины дефор.мации проводника при сварке.
Устройство содержит эле.мент Холла 1, 11()с;1едовате,льно соединенные первый уси;1ите,ть 2, аналоговый ключ 3, пиковый детектор 4, сумматор 5, первый компаратор 6, первый триггер 7 и ультразвуковой генератор 8, а также ждущий мультивибратор 9, делитель 10 напряжения с отрпцательпы.ч
опорным напряжением на входе, иоследоваre.fibHo соединенные второй усилитель П, Шорой компаратор 12, второй триггер 13. блок управления гнаговьгм приводом 14, соедипе.чного с шаговым нриводо.м 15, а чакже узел опорного напряжения 16, сварочную
головку 17, постоянный магнит 18, механиз.м вертикальных перемещений 19, песун1ий сварочную головку 17 и постоянный магнит 18, механизм вертикального перемещения 20,
несущий элемент Холла 1, при этом входы усилителя 2 и усилителя 11 соединены с выходом элемента Холла 1, второй вход компаратора 6 соединен с выходом аналогового ключа 3, управляющий вход которого подключен с первым выходом первого триггера 7, второй вход сумматора 5 соединен с делителем напряжения 10, второй вход первого триггера 7 подключен к входу ждущего мультивибратора 9, выходом соединенного с вторым входом пикового детектора 4, второй вход второго компаратора 12 соединен с узлом опорного напряжения 16, а выход - с вторым входом первого триггера 7, второй вход второго триггера 13 подключен к выходу первого компаратора 6, а его выход - к блоку управления шаговым приводом 14.
Устройство работает следующим образом.
В исходном состоянии первый триггер 7 находится в состоянии, при котором аналоговый ключ 3 закрыт и запуск ультразвукового генератора 8 запрещен, а второй триггер 13 находится в состоянии, при котором на блок управления щаговым приводом 14 приходит сигнал, разрещающий опускание щагового привода 15.
После подачи сигнала «Пуск на блок управления щаговым приводом 14 происходит опускание шагового привода 15, механизма вертикальных пере.мещений 19 со сварочной головкой 17 и постоянным магнитом 18 и механиз.ма вертикальных пере.мещений 20, несущего элемент Холла 1. После касания инструменто.м сваривае.мых материалов движение механизма вертикальных пере.мепхений 19 прекраи1ается и сварочная головка 17 и ПОСТОЯ1П1ЫЙ .магнит 18 фиксируется в исходном положении перед началом сварки, но идет дальнейшее опускание .механизма вертикальных перемещений 20, несуп его элемент Холла 1. С выхода элемента Холла 1 снимается сигнал, который подается на вход второго усилителя 11, где он усиливается и на выходе второго усилителя 11 равен
Ux-k-(-I-B,
где К -коэффициент усиления усилителя; - чувствительность датчика; I - ток усиления;
Б -индукция магнитного поля постоянного магнита 18 в области элемента Холла 1, величина которой зависит от расстояния между постоянным магнитом 18 и элементо.м Холла 1.
Сигнал с выхода второго усилителя 11 подается на первый вход второго компаратора 12, на второй вход которого приходит сигнал с выхода узла 16 опорного напряжения, равный Uon гп d, где m - коэффициент пропорциональности; d - расстояние между элементо.м Холла и постоянным магнитом, которое выбирается в пределах 20-50 мкм, так как в этой области характеристика датчика наиболее близка к линейной. На втором компараторе 12 оба эти сигнала сравниваются, и, когда напряжен.ия на его входах станут одинаковыми, второй ко.мпаратор 12 переключается, а на его выходе появляется сигнал, который поступает на первый вход второго триггера 13 и переводит последний в состояние, противополох ное исходному, сигнал с выхода второго триггера 13 поступает на блок управ0 ления щаговым приводом 14. который производит остановку щагового привода 15. При этом прекращается опускание механизма вертикальных перемещений 20 и элемент Холла 1 фиксируется в исходно.м состоянии перед началом сварки. Одновременно при переключении второго компаратора 12 сигнал с его выхода подается на второй вход первого триггера 7. переводит последний в противоположное состояние, а сигнал с первого выхода первого триггера 7 переключает уль0 тразвуковой генератор 8 в режим «Сварка и открывает аналоговый ключ 3. При этом сигнал с выхода элемента Холла 1 поступает па вход первого усилителя 2, где он усиливается и через аналоговый ключ 3 поступает на вход пикового детектора 4. где происходит запоминание напряжения, определяющего положение элемента .Холла 1 относительно постоянного магнита 18 в .момент начала подачи сварочного импульса с ультразвукового генератора 8. В то же время сигнал с выхода аналогового ключа 3 поступает на BTopoii вход первого компаратора 6. Для срабатывания первого компаратора 6 в .мо.мент достижения деформаций заданного значения на делитель напряжения 10. подастся отрицательное опорное напряжение
5 Uon. С выхода делителя напряжения, равное i§-, где I--- заданная величина перемещения сварочного инструмента; k - коэффициент усиления первого усилителя 2. На первый вход сумматора 5 приходит сигнал с пикового детектора 4. Сумматор 5 осуществляет операцию вычитания сигнала с делителя напряжения 10 из сигнала Ь-щч. С пикового детектора 4. Затем преобразованный сигнал поступает на первый вход первого компаратора 6.
5 Таки.м образом, в момент достижения .дефор.мацпей заданной всугпчины сигналы на обоих входах первого ко.мпаратора 6 сравниваются и он вырабатывает сигнал, поступающий на первый вход первого триггера 7 и на второй вход второго триггера 13 и переключающий последпие в исходное состояние. При это.м закрывается аналоговый ключ 3 и отключается ультразвуковой генератор 8, и на блок управления HjaroBbui приводом 14 поступает сигнал, разрешающий движение
5 щагового привода 15 вверх. Одновременно сигнал с второго вьгчода первого триггера 7 поступает на вход эдущего мультивибратора 9, производит его запуск и тот подает ко
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU774866A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для контроля качестваСВАРНОгО СОЕдиНЕНия пРи СВАРКЕдАВлЕНиЕМ | 1979 |
|
SU841862A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| Устройство для регулированияВЕличиНы дЕфОРМАции пРОВОдНиКА пРиСВАРКЕ | 1979 |
|
SU841866A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ ДЕФОРМАЦИИ НРОВОДНИКА ПРИ СВАРКЕ, содержащее элемент Холла, постоянный магнит, сварочную головку, щаговый привод, блок управления механизмом вертикальных перемещений с установленным на нем элементом Холла, сварочную головку с постоянным магнитом и последовательно соединенные первый усилитель, аналоговый ключ, пиковый детектор, сумматор, первый компаратор, триггер и ультразвуковой генератор, а также делитель напряжения и ждущий мультивибратор, причем управляющий вход аналогового ключа подключен к входу ультразвукового генератора и к выходу триггера, второй выход которого соединен с входом ждущего мультивибратора, выход которого подключен к второму входу пикового детектора, вход первого усилителя соединен с выходом элемента Холла, второй вход первого компаратора подключен к выходу аналогового ключа, а второй вход сумматора соединен с выходом делителя напряжения с отрицательным опорным напряжением на входе, отличающееся тем, что, с целью повышения качества и прочности сварки путем учета разновысотности свариваемых изделий и повышения точности измерения деформации при переходе от первого к второму уровням сварки, в него дополнительно введены поQ следовательно соединенные второй усилиS тель, второй компаратор с узлом опорного (Л напряжения на втором входе и второй триггер, при этом вход второго усилителя соединен с выходом элемента Холла, второй вход первого триггера соединен с выходом второго компаратора, второй вход второго триггера подключен к выходу первого компаратора, а выход второго триггера - к блоку управления щаговым приводом. со го х
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов Ю | |||
| Д | |||
| и др | |||
| Электронные измерительные системы для контроля малых перемещений М., «Машиностроение, 1976, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
