1
Изобретение относится к производству изделий микроэлектроники и может быть использовано при сборке полупроводниковых приборов и интегрс1льных микросхем.5
Известно устройство для регулирования величины деформации проводника при сварке, состоящее из последовательно соединенных датчика деформации, усилителя, делителя напряже- ,10 ния, триггера, логического элемента и ультразвукового генератора 1 ,
Основным недостатком известного устройства является то, что процесс регулирования деформации проводника 15 не поддается автоматизации, так как первоначальный сигнал от датчика деформации функционально не связан с уровнем срабатывания порогового устройства. Поэтому, если контактные 20 площадки интегральной схемы и наружные выводы находятся на разном уровне , то приходится подстраивать уровень срабатывания порогового устройства от сварки к сварке,25
Известно устройство для ультразвуковой сварки, содержащее прибор для контроля, деформации свариваемых деталей и длительности ультразвуковых колебаний, обеспечивающий накопление 30
остаточной деформации на определенном уровне 2 ,
Недостатком известного устройства является отсутствие возможности автоматического измерения величины деформации соединяемых деталей, что не позволяет использовать его для повышения качества сварки.
Наиболее близким техническим решением из известных к данному изобретению является устройство, содержащее делитель напряжения,вход которого соединен с выходом источника опорного напряжения, а выход подключен к первому аналоговому ключу, ждущий мультивибратор, ультразвуковой генератор, последовательно соединенные датчик деформации и усилитель, выход которого через второй аналоговый ключ подключен к входу пикового детектора, выход которого через последовательно соединенные сумматор, компаратор, триггер и логический элемент подключен к входу ультразвукового генератора и второму входу вторюго аналогового ключа, выход которого соединен с вторым входом компаратора 3 ,
Основным недостатком указанного устройства является то, что при
разварке перемычки между контактной площадкой интегральной схемы и наружным выводом прибора не предусмотрено раздельного регулирования деформации при сварке на контактной площадке и наружном выводе. Например, при работе автоматических и полуавтоматических установок для качественного отрыва проволоки второй сварки необходимо задать большую деформацию, чем при первой сварке. Следует также отметить, что известные устройства неприменимы при разварке интегральной схемы оплавленным шариком на кристалле и внахлестку при сварке на наружном выводе, так как диаметр оплавленного шарика в несколько раз больше диаметра проволоки.
Целью изобретения является повышение точности регулирования величины деформации проводника при сварке.
Это достигается тем, что в устройство введены второй триггер, два дополнительных аналоговых ключа и второй делитель напряжения, вход которого соединен с источником опорного напряжения, причем вход второго триггера соединен с выходом ждущего мультивибратора и вторым входом пикового детектора, а выходы второго триггера подсоединены: один - к управляющему входу первого дополнительного аналогового ключа, другой - к управляющему входу второго дополнительного аналогового ключа, входы последних подключены к выходам делителей напряжения, при этом выходы дополнительных аналоговых ключей соединены между собой и подключены к второму входу сумматора .
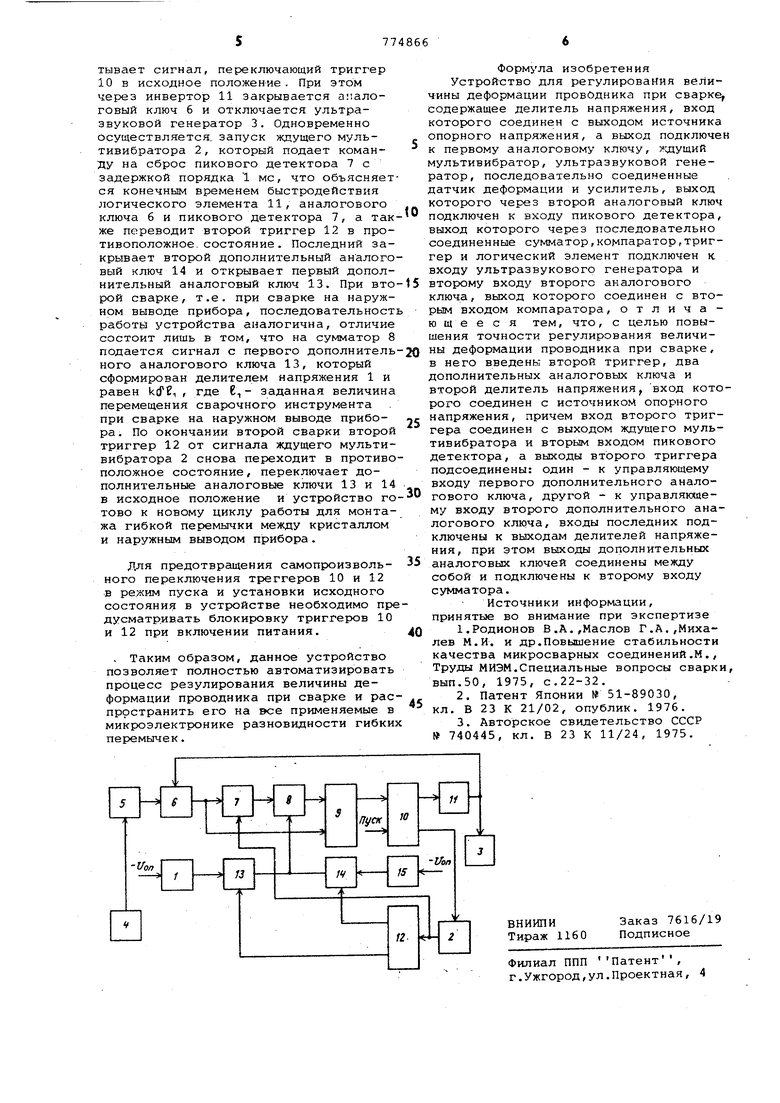
На чертеже приведена структурная схема устройства, выполненная согласно изобретению.
Устройство для регулирования величины деформации проводника при сварке содержит делитель напряжения 1, на вход которого подается отрицательное опорное напряжение, ждущий мультивибратор 2, ультразвуковой генератор 3 и последовательно соединенные датчик деформации 4, в качестве которого служит первичный преобразователь на эффекте Холла, усилитель 5 аналоговый ключ 6, последовательно соединенные пиковый детектор 7, сумматор 8 , компаратор 9, триггер 10, на второй вход которого приходит начальный импульс запуска, и логический элемент , выполнякядий функцию инвертора 11, выход которого подключен к управляющему входу аналогового ключа
6и входу ультразвукового генератора 3, а выход аналогового ключа 6 - к одному из входов пикового детектора
7и к второму входу компаратора 9, при этом 5КЦУЩИЙ мультивибратор 2 входом подсоединен к второму выходу триггера 10 и выходом к второму входу пикового детектора 7, а также второй триггер 12, два дополнительных аналоговых ключа 13 и 14 и второй делитель напряжения 15, на который подается отрицательное опорное напряжение, причем вход второго триггера 12 соединен с выходом ждущего мультивибратора 2 и вторым входом пикового детектора 7, а выходы второго триггера 12 подсоединены: один - к управляющему входу первого дополнительного аналогового ключа 13, другой к управляющему входу второго дополнительного аналогового ключа 14, входы последних соединены с выходами делителей напряжения 1 и 15, при этом выходы дополнительных аналоговых клю,чей 13 и 14 соединены между собой и подключены к второму входу сумматора 8.
Устройство работает следующим образом.
В исходном состоянии треггер 10. через инвертор .11 запирает аналоговый ключ 6 и запрещает запуск ультразвукового генератора 3. При подаче пускового сигнала на вход триггера 10 последний переходит в противоположное состояние, открывает аналоговый ключ 6 и запускает ультразвуковой генератор 3. При этом второй триггер 12 находится в положении, запирающем первый дополнительный аналоговый ключ 13 и открывающем второй дополнительный аналоговый, ключ 14. Одновременно сигнал от датчика деформации 4 через усилитель 5 и ана;рговый ключ 6 поступает на вход пикового детектора 7, где происходит запоминание первоначального положения датчика 4. в то же время сигнал с аналогового ключа 6 поступает на один из входов компаратора 9. Для срабатывания компаратора 9 в момент достижения деформацией проводника заданного значения при первой сварке, т.е. при сварке на кристалле интергальной схемы, на первый делитель напряжения 15 подается отрицательное опорное напряжение - Uon , которое делится в таком отношении, чтобы на вход сумматора 8 через дополнительный аналоговый ключ 14 было подано напряжение , , где k - коэффициент усиления усилителя 5,сГ - чувствительность датчика 4, - заданная величина перемещения инструмента при сварке на кристалле. На второй вход сумматора 8 приходит сигнал с пикового детектора. Сумматор 8 осуществляет операцию вычитания напряжения kcft от сигнала UHQ с пикового детектора 7. Затем преобразованный таким образом сигнал поступает на второй вход компаратора 9. Таким образом, в момент достижения деформацией заданной величины сигналы на обоих входах компаратора 9 сравниваются и компаратор 9 отраба
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| Устройство для контроля качестваСВАРНОгО СОЕдиНЕНия пРи СВАРКЕдАВлЕНиЕМ | 1979 |
|
SU841862A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для регулированияВЕличиНы дЕфОРМАции пРОВОдНиКА пРиСВАРКЕ | 1979 |
|
SU841866A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
