, 1
Изобретение относится к производству изделий микроэлектроники и может быть использовано при сборке полупроводниковых приборов и интег|}альных микросхем.
Известно устройство регулирования величины деформации проводника при сварке, состоящее из последовательно соединенных датчика деформации механотронного типа, усилители, делителя ю напряжения, триггера, логической схемы и ультразвукового генератора OJ.
Недостатком устройства является значительная- зависимость деформации 15 проводника от нагрузкйр что влияет а качество сварки.
Наиболее близким к предлагаемому является устройство, содержащее ульт развуковой генератор, механизм отво- М да сварочной головки, датчик деформации, триггер, компаратор и линию задержки 2.
Недостатком известного устройства является высокая инерционность сварочной системы., что вызывает дополнительное изменение деформации проводника выше заданного значения, что снижает качество сварки.
Цель изобретения - повышение качества сварных соединений.
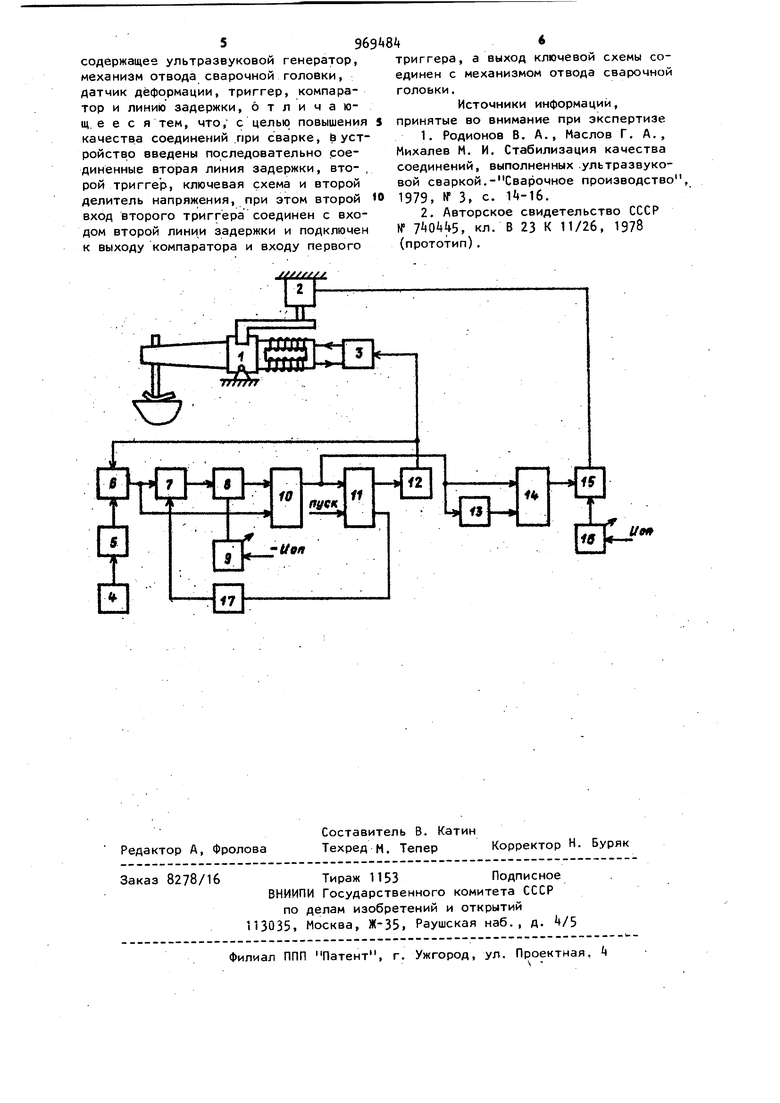
Поставленнаяцель достигается тем, что в устройство, содержащее ультразвуковой генератор, механизм отвода сварочной головки, датчик деформации, триггер, компаратор и линию задержки, введены последовательно соединенные вторая линия задержки, второй ключевая схема и вТорой делитель напряжения с опорным напряжением на входе, при этом второй вход второго триггера соединен со входом второй линии задержки и подключен к выходу компаратора и входу первого триггера, а выход ключевой схемы соединен с механизмом отвода сварочной головки: На чертеже представлена структурная схема устройства. Устройство регулирования величины деформации проводника при сварке состоит из ультразвукового преобразова.теля 1, механизма отвода 2 сварочной головки, выполненного в виде электромагнита, ультразвукового генератора 3 последовательно соединенных датчика деформации на эффекте Холла, усилителя 5, аналогового ключа 6, пикового детектора 7, сумматора 8, ко второму входу которого подключен делитель 9 напряжения с опорным напряжением -U . на входе; компаратора 10, второй вход которого соединен с выходом аналогового ключа 6 и входом пикового детектора 1, триггера 11 с пусковым сигнс(лом на втором входе, инвертора 12, выходом соединенного со входом ультразвукового генератора 3 и управляющим входом аналогового ключа 6, а также последовательно соединенных второй линии 13 задержки, второго триггера Tt, второй вход которого соединен со входом второй, линии 13 задержки выходом компаратора 10 и входом триггера 11, и ключевой схемы 15 на вход которой через второй делитель 16 напряжения подано опорное напряжение, а выход ключевой схемы 15 соединен с механизмом отвода 2 сварочной головки, причем между вторым .выходом триггера 11 и вторым входом пикового детектора 7 включена линия 17 задержки. Устройство работает следующим образом. Привариваемый проводник совмещается с контактной площадкой интегральной схемы, после чего на вход триггера 11 приходит пусковой сигнал от сва рочной установки, триггер 11 переходит в противоположное состояние и через инвертор 12 запускает ультразвуковой генератор 3 и открывает аналого вый ключ 6. Сигнал от датчика дефор мации, в качестве которого служит первичный преобразователь на эффекте Холла, через усилитель 5 и аналоговый ключ 6 поступает на вход пикового детектора 7, где происходит запоминание начального положения датчика k деформации по напряжению U|, после чего сигнал с выхода пикового детектора 7 приходит на вход сумматора 8, на второй вход которого подается через делитель 9 напряжения отрицательное опо рное напряжение U, определяющее изменение сигнала с датчика 4 деформации, при котором деформация присоединяемого проводника оптимальная. Сумматор 8 осуществляет операцию сложения сигналов, присутствующих на его входах, затем преобразованный таким образом сигнал иц-ди подается на вход компаратора 10, на второй вход которого подается сигнал с выхода анало- гового ключа 6. Таким образом, при изменении сигнала с датчика k деформации на величину, определяющую оптимальную деформацию, сигналы на обоих входах компаратора 10 сравниваются, компаратор 10 срабатывает и переводит триггер 11в исходное состояние, при этом отключается ультразвуковой генератор 3, закрывается аналоговый ключ 6, происходит сброс пикового детектора 7 через линию 17 задержки, а второй триггер И переводит в противоположное состо:яние и разрешает подачу опорного напряжения U,,,через второй делитель 16 напряжения и ключевую схему 15 на механизм отвода сварочной ГО.ПОВКИ. Величина опорного напряжения выбирается такой, чтобы ус.иЛИЯ на механизме отвода 2 сварочной головки на 10-15 превышали нагрузку на свариваемые элементы, что обеспечивает разгружение сварочной головки и фиксацию оптимальной величины деформации привариваемого проводника. Одновременно со Срабатыванием второго триггера 14 включается вторая линия 13 задержки, которая переводит второй триггер И в исходное состояние спустя 40-50уу,С после выключения ультразвукового генератора 3- Сигналом его второго триггера 14 запирается ключевая схема 15 и тем самым снимается нагрузка с отвода 2 сварочной головки. Выдержка механизма отвода 2 под нагрузкой в течение 40-50i C определяется временем перехода свариваемых материалов в твердое состояние и зависи-г от скорости охлаждения зоны соединения. , Предлагаемое устройство позволит повысить точность фиксации момента достижения оптимальной деформации привариваемого проводника и тем самым повысить воспроизводимость прочности сварных соединений на 20-30, а так- . же исключит зависимость величины деформации проводника от режимов сварки Формула изобретения Устройство для регулирования величины деформации проводника при сварке.
содержащее ультразвуковой генератор, механизм отвода сварочной головки, датчик деформации, триггер, компаратор и линию задержки, отличающ. е е с я тем, что, с целью повышения качества соединений .при сварке, б устройство введены последовательно роединенные вторая линия задержки, вто- , рой триггер, ключевая схема и второй делитель напряжения, при этом второй вход второго триггера соединен с входом второй линии задержки и подключен к выходу компаратора и входу первого
триггера, а выход ключевой схемы соединен с механизмом отвода сварочной головки.
Источники информации, принятые во внимание при экспертизе
1,Родионов В. А., Маслов Г. А., Михалев М. И. Стабилизация качества соединений, выполненных ультразвуковой сваркой.- Сварочное производство 1979, № 3, с. Ti-ie.
2.Авторское свидетельство СССР № 7kQkk5, кл. В 23 К 11/26, 1978 (прототип).
ив

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU774866A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Установка для ультразвуковой микросварки | 1983 |
|
SU1212740A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
