(54) УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ Изобретение относится к микроэлектронике и может быть использовано в аборудовании для сборки полупроводниковых приборов и интегральных cxieM. По основному авт. св. № 889335 известно устройство для сварки давлением, содержащее механизм вертикальных перемещений сварочной головки с шаговым приводом, блок управления шаговым приводом, генератор ультразвукового тест-импульса, соединенный с ультразвуковым преобразователем, и последовательно соединенные индуктивный датчик, выполненный в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя, амплитудный детектор, пиковый детектор, вычитатель, вторым входом соединенный с входом пикового детектора и выходом -амплитудного детектора, детектор обнаружения превышения нуля потенциала, формирователь, прнчем выход формирователя соединен с входом блока управления шаговым приводам 1. Недостатком устройства является низкая надежность определения контакта сварочного инструмента с соединяемыми деталями. Это объясняется тем, что для нормального функционирования данного устройства необходимо настраивать ультразвуковой генератор на частоту, равную илн превышающую резонансную частоту ультразвукового преобразователя в холостом режиме. В противном случае, когда частота генератора ниже резонансной частоты преобразователя, вследствие возрастания эквивалента механической нагрузки на ультразвуковой преобразователь в момент касания инструментом соединяемых деталей, частота системы раотет, растет и амплитуда колебаний сБарО;ЧНого инструмента, при этом пиковый детектор отслеживает изменение амплитуды колебаний, а на входе детектора обнаружения превышения нуля потенциала постоянно присутствует нулевое напряжение, поэтому устройство в данном случае теряет работоспособность. Низкая надежность работы прототипа определяется также уходом частоты преобразователя в процессе его эксплуатации из-за его нагрева. Нагрев преобразователя вызывает уход частоты в сторону ее снижения, поэтому даже при настройке генератора на частоту выше резонансной частоты преобразователя в процессе эксплуатации эта частота может оказаться ниже резонансной частоты преобразователя. Настройка генератора на частоту, намного превышающую резонансную частоту преобразователя, приводит к снижению чувствителыюсти работы устройства из-за уменьшения крутизны амплитудно-частотной характеристики преобразователя.
Цель изобретения - иовышеиие надежности работы устройства за счет расширения диапазона рабочих частот.
Цель достигается тем, что в устройство но авт. св. ЛЬ 889335 введены последовательно соединенные аналоговый ключ, заномииающая емкость, буфериый каскад, второй зычитатель, второй детектор обнаружения иревышения нуля потенциала и схема 11ЛИ, .при этом уиравляющий вход аналогового ключа подключен к второму доиолнителыюму выходу блока управления ириводо.м, второй вычитатель вторым входом соединен с входо.м аи алогового ключа, выходом амилитудного детектора, входом пикового детектора и вторым входом первого вычитателя, а второй вход схемы ИЛИ соединен с выходом первого детектора обнаружения иревышения нуля потенциала, а выход - с входом формирователя.
На чертеже показана структурная схема устройства.
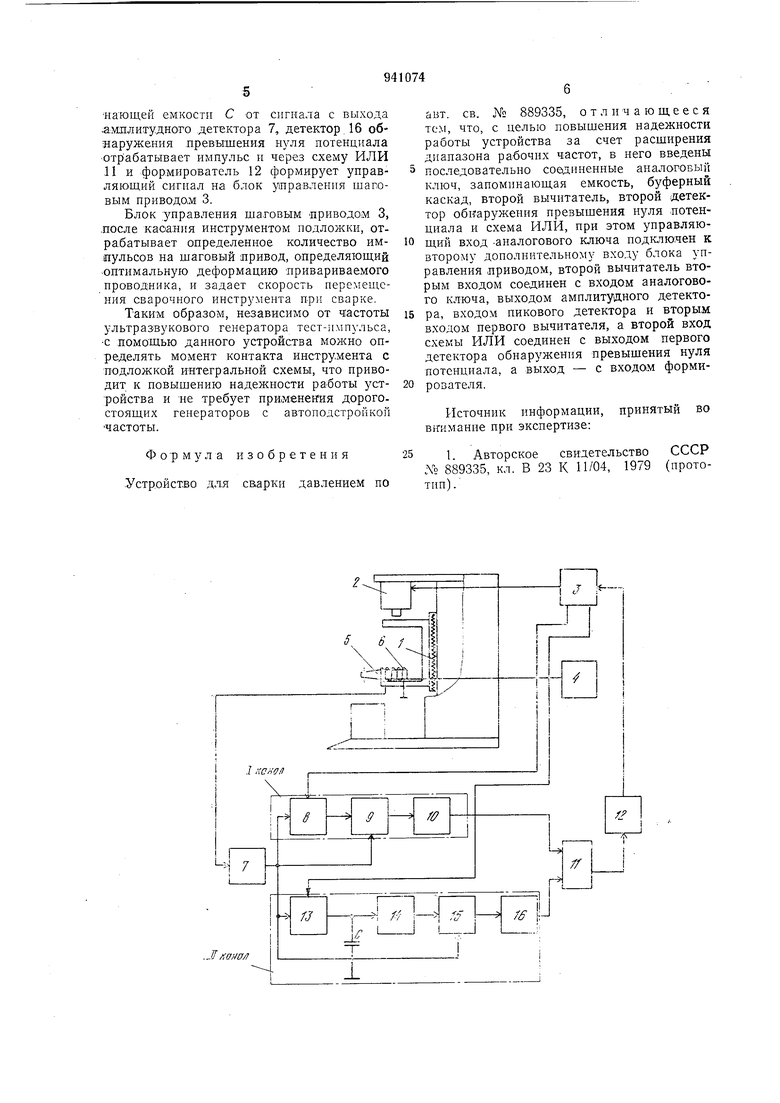
Устройство состоит из механизма вертикальных перемещений сварочной головки 1 с шаговым (приводом 2, подключен71ЫМ к блоку управления шаговым приводом 3, геиератора 4, ультразвукового тестимпульса, соедииеииого с ультразвуковым иреобразователем 5 и иоследовательио соединенных иидуктнвиого датчика 6, выполHeiHioro в Виде дополнительной обмотки, напесеипой поверх обмотки возбуждения ультразвукового преобразователя 5, амплитудкого детектора 7, пикового детектора 8, вторым входом соедипеиного с первым дополнительным выходом блока уиравлеиня шаговым приводом 3, вычнтателя 9, первого детектора 10 обиарЗжения иревышеиия нуля иотенцпала, схемы ИЛМ 1 и формирователя 12, выходом соединенного с входом блока управления шаговым приводом 3, а также иоследовательио соедииенных аиялогового ключа 13, управляющим вхо.юм соедииенкого с вторым дополнительиьм входом блока управления игаговым njiiBOAOM 3, запоми 1аюп1ей емкости С, буферного каскада 14, вычитателя 15, вторым входом подключенного к входу аналогового ключа 13, выходу амплитудного детектора 7, входу пикового детектора 8 и второму входу первого вычитателя 9, и второго детектора 16 обнаружения превышения нуля пстекциала, выходом соединенного с вторым входом схемы ИЛИ 11.
Устройство работает следующим образом.
Для регистрации момента касания проводника, пропущеииого в капиллярное отверстие сварочного инструмента с иодложкой интегральной схемы, гев-ератор тестимпульса 4 с момента запуска шагового привояа 2 н.а опускание механизма вертикальных перемещений сварочной головки 1 начинает срабатывать сигнал с частотой 60--70 кГц и мощностью 0,02-0,5 Вт, который подается на обмотку возбуждения З-льтразвукового преобразователя 5. При этом сварочный инструмент 1спь тывает вибрации с амплитудой холостого хода, которые с)иксируются индуктивным датчиком 6.
Амплитудный детектор 7 выделяет огибающую от сигнала с датчик-а 6, который служит для оиределения контакта инструмента со свариваемыми деталями, причем остановка шагового иривода 2 в момент контакта происходит по двум каналам: npi; частоте генератора 4 выше резонансной частоты преобразователя 5 - по первому каналу и прп частоте геператора 4 ииже резонансной частоты преобразователя 5 - по второму капалу.
Отключение шагового нривода 2 ио первому каналу ироисходит следующим образом.
Сигнал с выхода амилитудного детектора 7 подастся на вход пикового детектора 8, где ироисходит запомииание амплитуды холостого хода преобразователя 5, далее сигнал подается па вход вычитателя 9. Вычитатель 9 осуществляет операцию вычитания сигиала с выхода пикового детектора 8 от сигиала со входа пикового детектора 8. Таким образом, в режиме холостого хода напряжение на выходе вычптателя 9 отсутствует. В ..момент касания инструментом подложки интегральной схемы амплитуда колебаний сварочного инструмсита падает, а на выходе вычитателя 9 появл.яется сигпал, равпый разппне E: O:Iиого и выходного наиряжеипя пик . детектора 8, который фиксируется детектором 10 обиаружения иревышеш-ш нуля потеиипала и через схему ИЛИ 11 и формирователь 12 формирует управляющий спг1иаговь м привсОт1с ючепие шагового привада 2 по второму каиалу ироисходит следующим образом.
Сигнал с Еыхода амплитудного детектора 7 подается на вход диалогового ключа 13, который до запуска асхап:змг. нерт::кальных перемещений 1 открыт. В момент 3ianycKa механизма 1 аналоговый ключ 13 зг1Крызастся, а запо п1ноюи1,ая емкостт) С фч-.лсирует напряжение, соответствующее амплитуде холостого хода, которое через буфериый каскад 14 -подается на один из входов вычитателя 15, на второй вход которого приходит сигнал с амплитудного л.стектора 7. поэтому сигиал ка выходе вычитателя 15 отсутствует. В момент касания ипстрзмеитом подложки иитегральной схемы сигнал на выходе амплитудного детектора 7 растет, вычитатель 15 осуществляет операцию вычитания сигнала с заломи«ающей емкости С от сигнала с выхода .амплитудноро детектора 7, детектор. 16 обнаружения .превышения нуля потенциала отрабатывает импульс и через схему ИЛИ 11 и формирователь 12 формирует управляющий сигнал на блок управления шаговым приводом 3.
Блок управления шаговым приводом 3, .после касания инструментом подложки, отра.батывает определенное количество имяульсов на шаговый привод, определяюш;ий оптимальную деформацию привариваемого проводника, и задает скорость перемещения сварочного инструмента при сварке.
Таким образом, независимо от чзастоты ультразвукового генератора тест-импульса, с помощью данного устройства можно определять момент контакта инструмента с подложкой интегральной схемы, что приводит к повышению надежности работы устройства и не требует применения дорогостоящих генераторов с автоиодстройкой частоты. Фо-рмула изобретения25 Устройство для сварки давлением по
авт. св. № 889335, отличающееся те.м, что, с целью повышения надежности работы устройства за счет расщирения диапазона рабочих частот, в него введены последовательно соединенные аналоговый ключ, запоминающая емкость, буферный каскад, второй вычитатель, второй детектор обнаружения превышения нуля потенциала и схема ИЛИ, при этом управляющий вход -аналогового ключа подключен к второму дополнительному входу блока управления приводом, второй вычитатель вторым входом соединен с входом аналогового ключа, выходом амплитудного детектора, входом пикового детектора и вторым входом первого вычитателя, а второй вход схемы ИЛИ соединен с выходом первого детектора обнаружения превышения нуля потенциала, а выход - с входам формирозателя.
Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР Л 889335, кл. В 23 К 11/04, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1981 |
|
SU965667A1 |
| Устройство для сварки давлением | 1982 |
|
SU1090517A2 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для сварки давлением | 1979 |
|
SU889335A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
