(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВОГО ПРОКАТА
чет прочности в этом случае производя по шву с меньшей технологической про ностью, следствием чего является снижение эксплуатационных характеристик сварного соединения.
Цель изобретения - о.беспечение равнопрочности сварного шва по всему сечению в процессе эксплуатации.
С этой целью кромки, изгибают в направлении внутреннего шва на ширине листового проката, равной 5-10) его толщин, на величину h, которую определяют из соотношения
|--(0.2-0,3).|.- .
где о - толщину листового проката} ДЯ) - заданное снижение напряжений на поверхности внутреннего шва; .
ор. срёдйее рабочее напряжение.
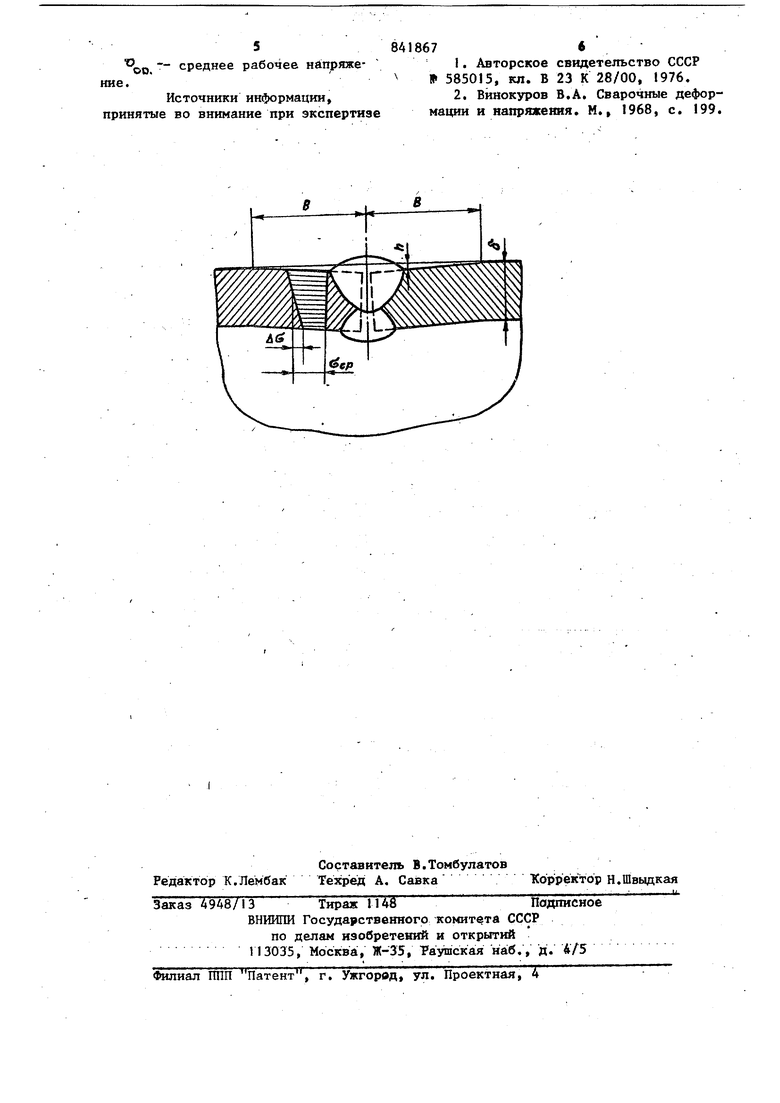
На чертеже представлено сварное соединение, выполненное по предлагаемому способу.
Пластическое деформирование путем изгиба кромок листового проката в направлении внутреннего шва приводит к появлению локального неравномерного напряженного СОСТОЯНИЯ, по сечению шва, что при нагружении сосуда давление в процессе эксплуатации приводит к появлению изгибающего момента, перераспределяющего напряжение по толщине стенки пропорционально ,величине изгиба.
Способ может быть осуществлен различными технологическими приемами в зависимости от технологии изготовления определенного вида Сварной конструкции. Например, при производстве спиральношовных труб сечением 820X10 мм поступают следующим образом Исходя из условий работы конструкции и технологической прочности BHyTpeHHe го шва, задается величина vb требуемого снижения напряжений на поверх ности внутреннего шва. Допустим, нам необходимо, чтобы напряжения на поверности внутрейнего шва отсутствовали. Из формулы следует, что относительная величина изгиба кромок /С 0,2-0,3, а абсол1отная величина мм (при мм). Для получения такой величины изгиба крайние формирукщие ролики станка для формовки спиральношовной трубы, устанавливают на 2-3 мм выше остальных, при этом кромки листа, прох(дя через формирующие ролики станка, принудительно деформируются., внутр
трубы. Полученная деформация фиксируется в дальнейшем сваркой кромок.
Дпя обеспечения оптимальной ширины В деформируемой зоны в пределах от 5 до 10 толщин листа, полоса заправляется в стан таким образом, чтобы расстояние от ее кромки до крайних формирующих роликов составляло 5-10 толщин листа.
Проводились испытания на цилиидрическу50 прочность нагружением давлением цилиндрических панелей со сварным швом, вырезанных из спяральношовной трубы сечением 820x10 мм из стали , 17Г2СФ. Кромки стыкуемых листов име-. ли величину изгиба от О до 3-х мм на базе 80 мм. Испытания показали, что предлагаемый способ повьшает циклическую прочность сварного соединени в 2-4 риза.
Кромки сварного соединения бьши изогнуты в сторону шва с дефектами на величину h/cP 0,2. Несмотря на присутствие недопустимых дефекторв, влияние, к оторьк на прочность сварного соединения было бы определяющим при обычной технологии сварки, разрушение произошло от линии сплавления противоположного шва, не имеющего дефектов.,
Использование предлагаемого способа позволяет получить высокую циклическую прочность сварных конструкций и следовательно, увеличить их срок эксплуатации.
Формула изобретения
Способ изготовления сварных конструкций из листового проката, при котором производят пластическое де-. формирование кромок путем изгиба и выполняют их сварку двусторонним швом, отлич ающийся тем, Что, с целью равнопрочйости св рного шва по всему сечению в процессе- эксплуатации, кромки изгибают в направлении внутреннего шва на ширине листового проката, равной (5Ю) его толщин, на величину h. которую определяют из соотношения
(0.2-0,3)
где cV - толщина листового прокатаj ЛЪ - заданное снижение напряжений на поверхности внутреннего шва;
- среднее рабочее нйп)яжение.
Источники информации принятые во внимание при экспертизе
841867
1.Авторское свидетельство СССР Я 585015, кл. В 23 К 28/00, 1976.
2.Винокуров В.А. Сварочные деформации и напряжения. М. 1968, с. 199.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| СОЕДИНЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛОКОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2548435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
| Способ отгибки кромок непрерывно движущейся металлической полосы | 1976 |
|
SU673348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2246365C1 |
| Способ изготовления металлической спиральношовной трубы и устройство для его осуществления | 1981 |
|
SU1095874A3 |
