1
/ , . .
Изобретение относится к машиностроению и может быть использовано в заточных станках, в частности, для правки шлифовальных кругов по прямолинейнбму или криволинейному профияк..
Известны механизмы правки шлифовального круга по прямолинейному или криволинейному профилю, содержащие гибкие копирные линейки с механизмом настройки, щуп передаточного механизма, кулак и поворотную втулку с правящим алмазом (ij и L2j .
Недостатками известных устройств являются влияние остаточных деформаций копирных линеек на точность правки, узкость диапазона кривизны заправляемых участков шлифовальныхкругов, сложность конструкции.
Цель изобретения - упрощение и повышение.точности механизма правки.
Поставленная цель достигается тем, что в механизме правки поворотная втулка и кулак установлены с возможностью совместного перемещения со щупом относительно копирных линеек. Копирные линейки выполнены в виде жестких пластин и установлены на соосных втулках с возможностью
независимого поворота друг относи тельно друга. .
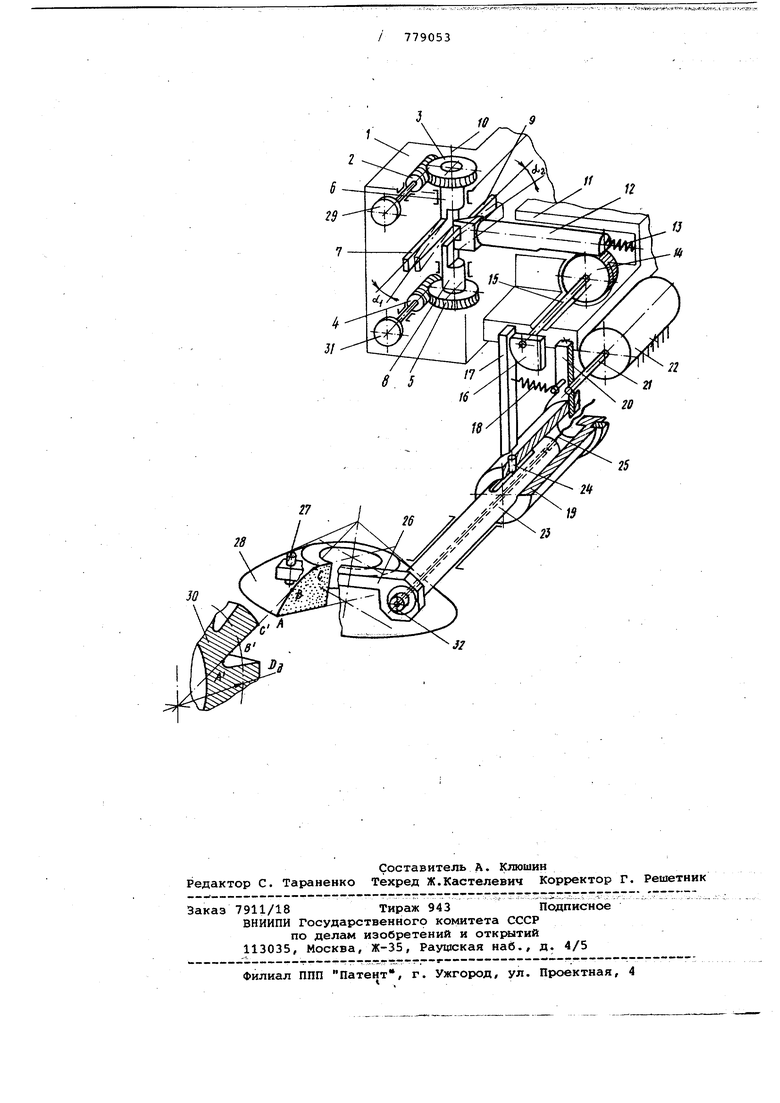
На чертеже изображен предлагаемый механизм, общий вид.
5 Механизм содержит неподвижный корпус 1, в котором смонтированы червячные передачи 2,3 и 4,5. Червячное колесо 3 закреплено на одной втулке 6 с линейкой 7, а червячное
О колесо 5 закреплено на одной втулке 8 с линейкой 9. Ось 10 поворота ли .неек 7 и 9 проходит через линию пересечения плоскости, в которой лежат их рабочие поверхности.
15 Каретка 11 установлена с возможностью перемещения относительно корпуса 1 и содержит щуп 12, выполненный как зубчатая рейка, который при помощи пружины 13 поджат к рабочим поверхностям линеек 7 и 9 и зацепляется с зубчатым колесом 14, установленным,на одном валу 15 с кулаком 16, кулак 16 находится в контакте с рычагом 17, поджатым к кулаку 16 пружиной 18. Рабочая поверхность кулака 16 выполнена по дуге окружности эксцентричной оси его поворота .
Рычаг 17 закреплен на втулке 19,
30 поворотно связанной с серьгой 20, а
серьга 20 закреплена на каретке 11 и связана со штоком 21 гидроцилиндра 22, установленного неподвижно.
Скалка 23 установлена во втулке 19 и связана с ней посредством штифта 24. Внутри скалки установлен винт 25, гайка которого выполнена во втулке 19, На переднем конце скалки закреплен рычаг 26 с правильным алма3 ом 27.
Механизм работает следующем образом,
Для получения прямолинейного профиля на шлифовальном круге 28 линейки 7 и 9 устанавливаются поворотом кнопо 29 и 31 так, чтобы их рабочие поверхности лежали .в одной плоскости, параллельной оси скалки 23. Тогда при перемещении втулки 19 со скалкой 23 посредством гидроцилиндра 22 правильный алмаз 27 будет перемещаться прямолинейно вдоль образующей шлифовального круга 28.
Для настройки криволинейного профиля необходимо произвести следующее: линейка 7 поворотом кнодки 29 устанавливается на расчетный угол , определяющий кривизну участка АВ профиля на шлифовальном круге, который формообразует переднюю грань А В ножки зуба червячной фрезы 30.
Линейка 9 поворотом кнопки 31 устанавливается на расчетный угол . определяющий кривизну участка ВС профиля формообразующего переднюю грань в с головки зуба фрезы 30.
Вращением кнопки 32, перемещая скалку 23 относительно втулки 19,вершина правильного алмаза 27 совмещается с наивысшей точкой В профиля на шлифовальном круге 28, которая при заточке передней грани совмещается с соответствующей точкой В на делительном диаметре Рд червячной фрезы 30.
. При возвратно-поступательном перемещений каретки 11 и связанной с ней втулки 19, осуществляемом гидроцилиндром 22, щуп 12, взаимодействуя поочередно с наклонными линейками 7 и 9, перемещается в осевом направлении и поворачивает своей рейкой, зубчатое колесо 14 и кулак 16. Кулак 16, взаимодействуя с рычагом 17, проворачивает втулку 19 вместе со скалкой 23 и рычагом 26, несущим правильный алмаз 27. Таким образом, правильный алмаз 27, перемещаясь вдоль образующей шлифовального круга 28 и одновременно смещаясь в диаметральной плоскости, обеспечивает получение криволинейного профиля ABC.
Углы поворота кулака 16 на участка АВ и ВС профиля зависят от величины Осевого смещения щупа 12 при взаимодействии с наклонными линейками 7 и 9. Переход щупа 12 с одной линейки на другую осуществляется на оси 10 их поворота, которая определяет наивысшую точку В профиля на шлифовальном круге 28. По мере износа шлифовального круга 28 дополнительным поворотом линеек ,7 и 9 можно корректировать кривизну участков профиля АВ и ВС независимо другот друга.
Регулировка величины хода правильного алмаза 27, реверсирование движения каретки 11 cd втулкой 19 и подача шлифовального круга 28 на правильный алмаз 27 при правке, осуществляется известными способами.
Данный механизм обеспечивает точность правки во всем диапазоне профилей шлифовального круга и исключает влияние деформации копирных линеек на точность правки.
Формула изобретения
Механизм правки шлифовального круга по прямолинейному или криволинейному профилю, содержащий копирные линейки с механизмом настройки, щуп передаточного механизма, кулак и поворотную втулку с правящим алмазом, отличающийся тем, что, с целью упрощения и повышения точности настройки, поворотная втулка и кулак установлены с возможностью совместного перемещения со щупом относительно копирных линеек, которые выполнены в виде жестких пластин и установлены на соосных втулках с возможностью независимого поворота друг относительно друга.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 275778, кл. В 24 В 53/00, 1968.
2.Патент ГДР № 50209, кл. 67 а 26, опублик. 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Устройство для правки шлифовального круга по профилю в виде дуги и прямой линии | 1981 |
|
SU967785A1 |
| Устройство для правки фасонных шлифовальных кругов | 1970 |
|
SU450711A1 |
| Устройство для управления формой (конусностью) изделия при врезном шлифовании | 1962 |
|
SU152187A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Масштабно-копировальное устройство для правки шлифовального круга | 1985 |
|
SU1263512A1 |
| Устройство для правки фасонных шлифовальных кругов | 1960 |
|
SU141402A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |