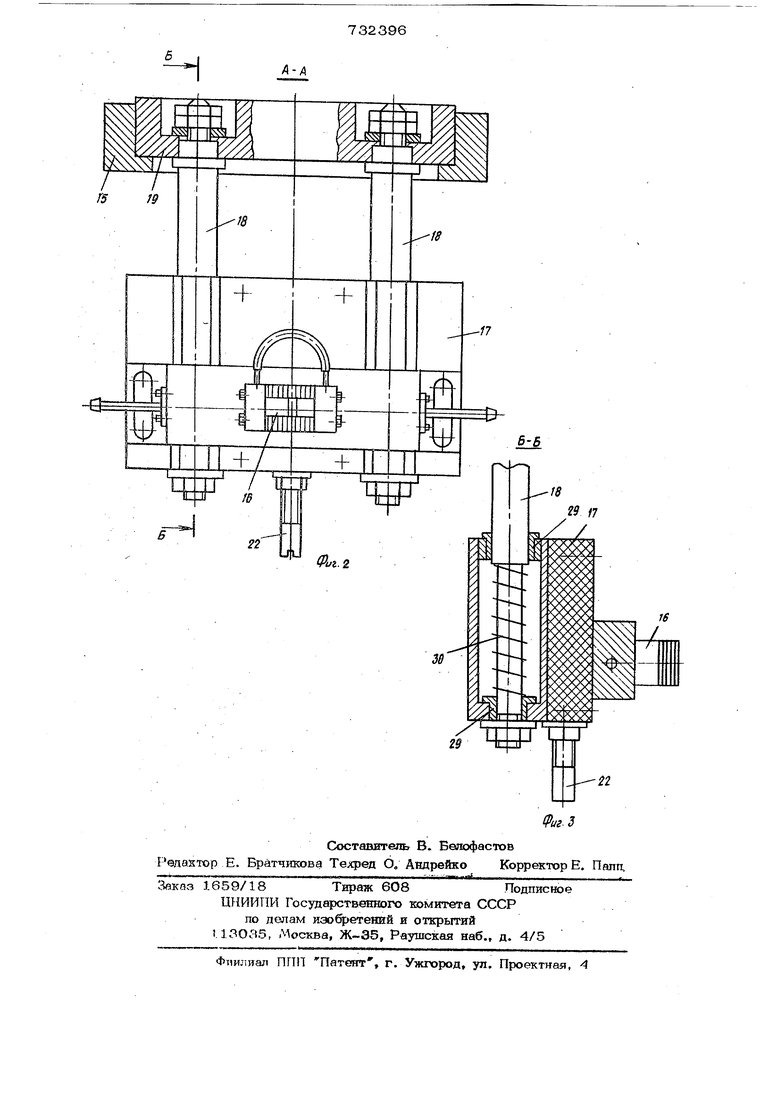
Изобретение относится к индукпионному нагреву и может быть использовано при контурной закалке зубчатых вешюв. Известен стажж для закалки зубчаты венцов, содержащий станзгау с поворотны столом, трансформатор с индуктором, установленный на вертикально ПОДВИЖЕЮЙ каретке и фиксатор положения . Недостаток известного станка заключается в трудоемкости переналадки станк с закалки венцов с наружным зубом на закалку венцов с внутренним зубом, щнх внутренний уступ. Известен также станок для закалки деталей, на котором обработка зубчатых венцов как с наружным зубом, так и с внутренним зубом. Станок содержит индуктор, консоль с передвижной кареткой, колонку, поворотный стол и фиксатор положения венца. Каретка снабжена выдвижной втулкой, на которой через изоляционную колодку закреплен индуктор и фиксатор 2. Недостатком такого станка является также трудоемкость настройки станка на закалку венцов с внутренним зубом, имеющих внутренний уступ. Целью изобретения является упрощение процесса переналадки станка при закалке венцов как с наружным зубом, так и внутренним зубом, имеющих выступы. Поставленная цель достигается тем, что изоляционная колодка подпружинена вдоль скалки н установлена на ней с вo; vfoжиocтью углового разворота. На фиг. 1 станок, общий вид; на фиг. 2 - колодка с индуктором и частичным вьфезом А-Л фиг.1; на фиг. 3 - разрез Б-Б фиг. 2. Станок состоит из станины 1, по направляюшю которой горизонтально перемещается колонна 2. Она установлена на роликах 3 и перемвцается вращением гайки 4 по винту 5 с помощью штурвала 6, либо от пневмо цилиндр а 7 через винт 5. Ход колонны 2 от пневмоцилипдра ре гулируется концевыми выключателями 8 Каретка 9 имеет вертикальное перемещение по направляющим колонны 2 от электропривода 10 через.винтовую пару 11, Ход каретки 9 устанавливается концевыми выключателями 12. На каретке 9 установлен горизонтальный стол 13, на котором жестко закреплен закалочный трансформатор 14. Горизонтальный стол 13 смонтирован на каретке 9 с возможностью поворота вокруг горизонтальной оси и продольного перемещения. Эти движения необходимы для коррекции положения индуктора относительно закаливаемых поверхностей впадины. К передней панели закалочного трансформатора 14 присоединен кронщтей 15, Индуктор 16 жестко закреплен на изолированной колодке 17 которая мож перемещаться по двум направляющим скалкам 18, жестко закрепленным в диске 19, имеющем возможность углово го поворота в кронштейне 15. Фиксация положения диска 19 осуществляется при жимом 20. Питание от трансформатора к иццутстору 16 осуществляется через Гиб7ше охлаждаемые кабели 21. Колодка 17 имеет регулируемый упор 22. В станине 1 смонтирован шпиндель 2 который приводом 24 вращает рабочий стол с планшайбой 25. На станине 1 также смонтирована стойка 26 с пневмоцилиндром 27 ф1гксатора 28. Стойка 26 установлена на станине 1 с возможностью регулирования ее положения. Фиксатор 28 является сменным и предназначен для сохранения постоянства эазора между индуктором и поверхностя ми впадины зубчатого венца. Колодка 1 установлена на скалтсах 18 с возможностью вертикального перемещения во втулках 29 и поджата пружинами ЗО.. Зубчатый венец 31 устанавливают на планшайбе 25, центрирующей его относительно оси вращения ишинделя 23. Регулируя положение стойки 26 на станине 1, надежно фиксируют венец по впадине фиксатором 28. Перемет1ением колонны 2, и изменением положения го ризонтального стола 13 и диска 19 ин дуктор 16 устанавливают с тезшологическим зазором оттюсительно закаливае мых поверхностей впадины венца 31. Концевыми вьтлючателями 12 устанавлтшают вертикальный ход каретки 9 при этом отклнз ч,ение привода 10 нижни выключателем 12 долж1Ю происходить одновременно с касанием упора 22 планшайбы 25. При движении каретки 9 вниз по вертикальным направляющим колонны 2 от гфивода 10 через винтовую пару 11 осуществляется холостой ход на большой скорости. Каретка 9, дойдя до нижнего вьшлючателя 12, выключает привод 10. За счет инерции каретка 9, горизонтальняй стол 13, трансформатор 14, кронщтейн 15, колодка 17 с индуктором 16 продолжают движение. Упор 22 дойдя до планщайбы 25 останавливает колодку 17 с индуктором 16, перед выступом а венца 31, а скалки 18 будут скользить во втулках 29, сжимая пружины ЗО, тем самым предохраняя индуктор от поломки. При рабочем ходе каретки 9 вверх индуктор занимает свое первоначальное положение с помощью пружины 30 и производит закалку впадины. При выходе индуктора из впадины пневмоцилиндром 27 вьгоодят Г-образный фиксатор 28 из впадины венца 31. Венец 31 поворачивают приводом 24 на определенное количество зубьев, заданное технологически через шаговое устройство. Цикл повторяется вновь. Переналадка станка с закалки венцов с внутренним зубом зацепления на закалку венцов с наружным зубом зацепления осуществляется откреплением прижима 20, соединением кабеля 21, и разворотом диска 19 на 18О° в кронштейне 15 с последунлцим закреплением прижимом 2 О. Фиксатор 28 заменяется на прямой. Такое исполнение станка позволяет производить закалку венцов с внутренним зубом зацепления, обычно имеющих внутренний выступ, препятствующий прохождению индуктора при нагреве непрерывнопоследовательным способом. Выполнение станка с закреплением индуктора на поворотной колодке дает возможность быстро переналадить станок с закалки венцов с наружным зубом зацепления на закалку венцов с внутренним зубом запепленвя. Формула изобретения Станок для закалки зубчатых венцов, содержащий станину с поворотным столом, стойку с подвижной кареткой, несушей скалку с изоляционной колодкой для установки индуктора и фиксатор положения зубчатого венца, отличающийся тем, что, с целью упрощения процесса переналадки станка, изоляпионная колодка подпружинейа вдоль скалки и установлена на ней с возможностью углового разворота. 7323 5 6 Источники информации, принятые во внимание при экспертизе l.anaus-trie-Anieigrer l975, т,97, № 37, с. 744 (нелО. 2. Авторское свидетельство СССР № 4322О6, кл. С 21 В 1/12, 1975.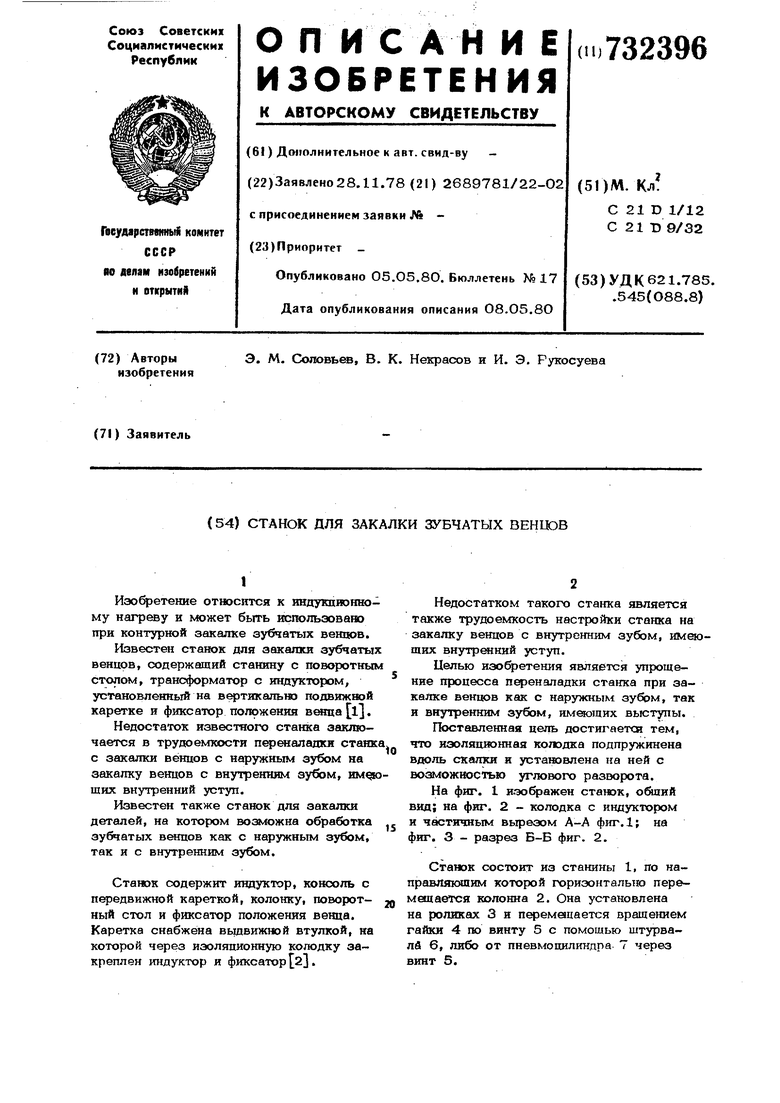
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Способ контурной закалки секторов зубчатых венцов и станок для его осуществления | 1982 |
|
SU1129245A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1968 |
|
SU207673A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Станок для закалки зубчатых изделий | 1989 |
|
SU1638181A1 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |