(54) УСТАНОВКА ДЛЯ ГРУППОВОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU1016180A1 |
| Кассетная установка | 1978 |
|
SU808307A1 |
| УСТРОЙСТВО для ВЕРТИКАЛЬНОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1970 |
|
SU272119A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1749041A1 |
| Устройство для изготовления железобетонных изделий | 1981 |
|
SU967839A1 |
| Опалубка для образования колодцев | 1977 |
|
SU619616A1 |
| Блочная опалубка | 1979 |
|
SU787598A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1131661A1 |
1 ,
Изобретение относится к строительству, в частности к технологическому оборудованию для строительных изделий, и может быть использовано на заводах сборного железобетона.
Известна установка для группового формования железобетонных изделий, в которой фиксация формующих поверхностей в исходном положении осуществляется винтовыми замками 1.
Недостаток известной установки заключается в наличии непроизводительного ручного труда в процессе ее эксплуатации.
Наиболее близкой к предлагаемой по конструктивному исполнению и достигаемому результату является установка для группового формования изделий из бетонной смеси, содержащая установленный на раме жесткий блок формующих полостей, разделенный на составные секции, каждая из которых одним концом щарнирно прикреплена к раме, а другим концом соединена с силовым органом распалубочного устройства 2..
Однако указанная установка требует дополнительных приспособлений для фиксации формующих полостей, что снижает ее эксплуатационную надежность.
Цель изобретения - повыщение надежности работы установки.
Поставленная цель достигается тем, что в установке для группового формования изделий из бетонной смеси, содержащей установленный на раме жесткий блок формующих полостей, разделенный на составные секции, каждая из которых одним концом щарнирно прикреплена к раме, а другим концом соединена с силовым органом распалубочного устройства, последнее выполнено в виде червячного редуктора с траверсами, установленными на выходных валах редуктора с возможностью возвратно-поступательного перемещения, причем траверсы снабжены щарнирно-рычажными механиз; мами, свободные концы которых соединены с крайними секциями блока формующих полостей.
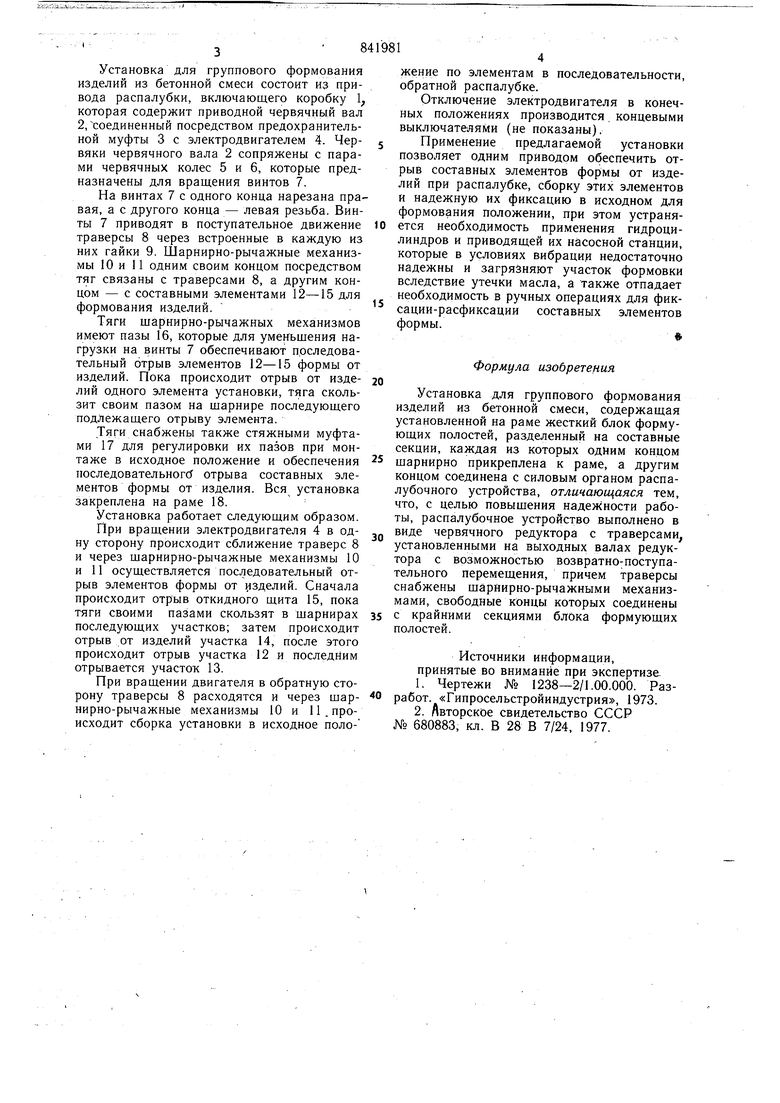
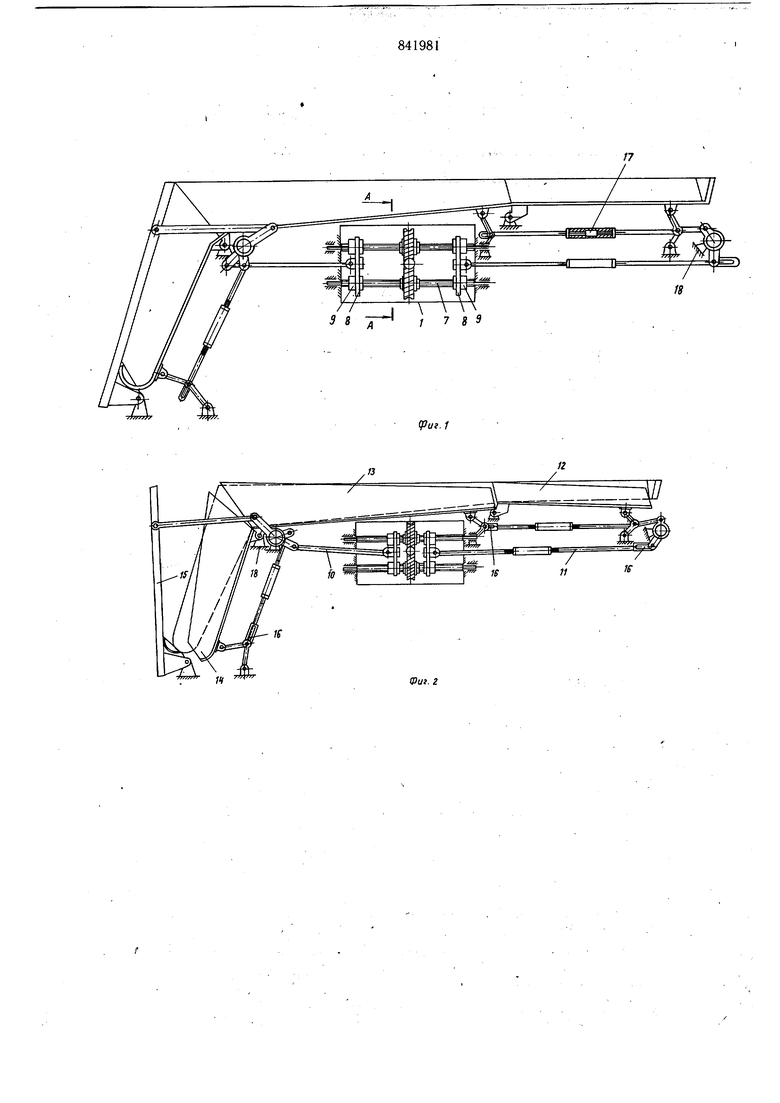
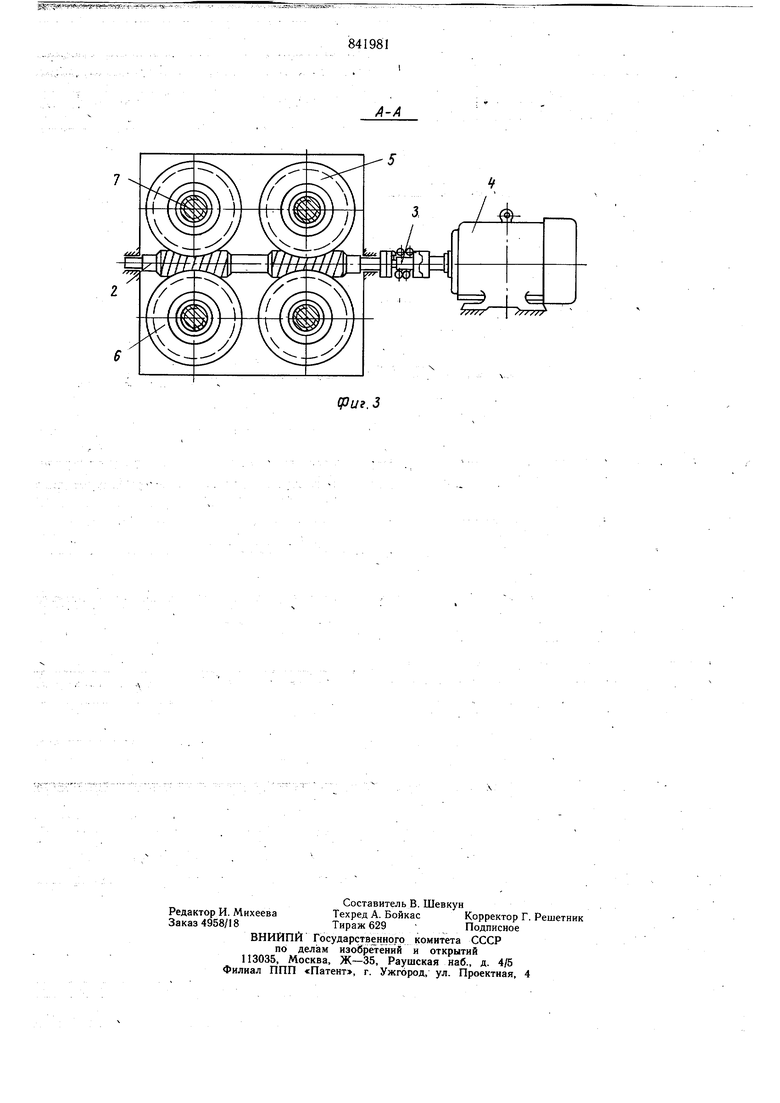
На фиг. 1 изображена предлагаемая ус тановка, общий вид, в исходном положении (положении формования); на фиг. 2 - то же, в положении распалубки; на фиг. 3 - сечение А-А на фиг. 1.
Установка для группового формования изделий из бетонной смеси состоит из привода распалубки, включающего коробку 1, которая содержит приводной червячный вал 2, соединенный посредством предохранительной муфты 3 с электродвигателем 4. Червяки червячного вала 2 сопряжены с парами червячных колес 5 и 6, которые предназначены для вращения винтов 7.
На винтах 7 с одного конца нарезана правая, а с другого конца - левая резьба. Винты 7 приводят в поступательное движение траверсы 8 через встроенные в каждую из них гайки 9. Шарнирно-рычажные механизмы 10 и II одним своим концом посредством тяг связаны с траверсами 8, а другим концом - с составными элементами 12-15 для формования изделий.
Тяги шарнирно-рычажных механизмов имеют пазы 16, которые для уменьщения нагрузки на винты 7 обеспечивают прследовательный отрыв элементов 12-15 формы от изделий. Пока происходит отрыв от изделий одного элемента установки, тяга скользит своим пазом на шарнире последующего подлежащего отрыву элемента.
Тяги снабжены также стяжными муфтами 17 для регулировки их пазов при монтаже в исходное положение и обеспечения последовательногб отрыва составных элементов формы от изделия. Вся установка закреплена на раме 18.
Установка работает следующим образом.
При вращении электродвигателя 4 в одну сторону происходит сближение траверс 8 и через щарнирно-рычажные механизмы 10 и 11 осуществляется последовательный отрыв элементов формы от изделий. Сначала происходит отрыв откидного щита 15, пока тяги своими пазами скользят в щарнирах последующих участков; затем происходит отрыв от изделий участка 14, после этого происходит отрыв участка 12 и последним отрывается участок 13.
При вращении двигателя в обратную сторону траверсы 8 расходятся и через шарнирно-рычажные механизмы 10 и 11 . происходит сборка установки в исходное положение по элементам в последовательности, обратной распалубке.
Отключение электродвигателя в конечных положениях производится концевыми выключателями (не показаны).
Применение предлагаемой установки позволяет одним приводом обеспечить отрыв составных элементов формы от изделий при распалубке, сборку этих элементов и надежную их фиксацию в исходном для формования положении, при этом устраняется необходимость применения гидроцилиндров и приводящей их насосной станции, которые в условиях вибрации недостаточно надежны и загрязняют участок формовки вследствие утечки масла, а также отпадает необходимость в ручных операциях для фиксации-расфиксации составных элементов формы.
Формула изобретения
Установка для группового формования изделий из бетонной смеси, содержащая установленной на раме жесткий блок формующих полостей, разделенный на составные секции, каждая из которых одним концом шарнирно прикреплена к раме, а другим концом соединена с силовым органом распалубочного устройства, отличаюш,аяся тем, что, с целью повышения надежности работы, распалубочное устройство выполнено в виде червячного редуктора с траверсами, установленными на выходных валах редуктора с возможностью возвратно;поступательного перемещения, причем траверсы снабжены щарнирно-рычажными механизмами, свободные концы которых соединены с крайними секциями блока формующих полостей.
Источники информации, принятые во внимание при экспертизе
