Изобретение относится к обработке деталей в машино- и приборостроении и может быть использовано при изготовлении деталей цилиндрической (j)Opi«j из неметаллических материалов например кварцевого стекла. Известен способ высверливания деталей из стеклянных заготовок цилиндрическим полым инструментом с кольцевой алмазной насадкой 1. Однако этот способ имеет невысокую производительность, недостато ное охлаждение рабочей зоны и невысокую стойкость инструмента. Наиболееблизким к предлагаемому является способ высверливания деталей из стеклянных заготовок, включающий установку последней под полы цилиндрическим инструментом с кольцевой алмазной насадкой, обработку стеклянной заготовки инструментом при одновременном охлаждении послед него и вывода шлама из рабочей зоны с помощью жидкости 2). Недостаток этого способа заключается в невозможности получения деталей длиной до 150 мм из-за недо статочного охлаждения рабочей зоны инструмента иего невысокой стойкос Эти недостатки объясняются тем, 1 что в процессе высверливания затруднена или отсутствует циркуляция смазочно-охлаждающей жидкости в зазоре между поверхностью aJ мaзнoй насадки и обрабатываемым материалом, в результате ч,его продукты диспергирования и шлам скапливаются в рабочей зоне, увеличивается трение и температура. Продукты диспергирования и шлам обволакивают алмазную насадку, и она теряет режущие свойства. Цель изобретения-интенсификации процесса и получение длиной до 150 мм. Указанная цель достигается тем, что в способе высверливания деталей из стеклянных заготовок, включающем установку последней под полым цилиндрическим инструментом с кольцевой алмазной насадкой, обработку стеклянной загЬтовки инструментом при одновременном охлаждении последнего и вывода шлама из рабочей зоны с помощью жидкости, стеклянную заготовку устанавливают со смещением ее края относительно кольцевой алмазной насадки на 0,8-0,9 ширины кольца последней, а охлаждение инструмента и вывод шлама осуществляют 10-12%-ньлм раствором NaCl путем погружения в него заготовки с последующим пропусканием электрического тока силой 10-12 А, причем инструмент соединяют с положительным полюсом источника постоянного тока, отрицательный полюс которого присоединяют к металлической пластине, расположенной на расстоянии 0,1-0,4 ширины кольца алмазной насадки от края выступающей части поаледнего.
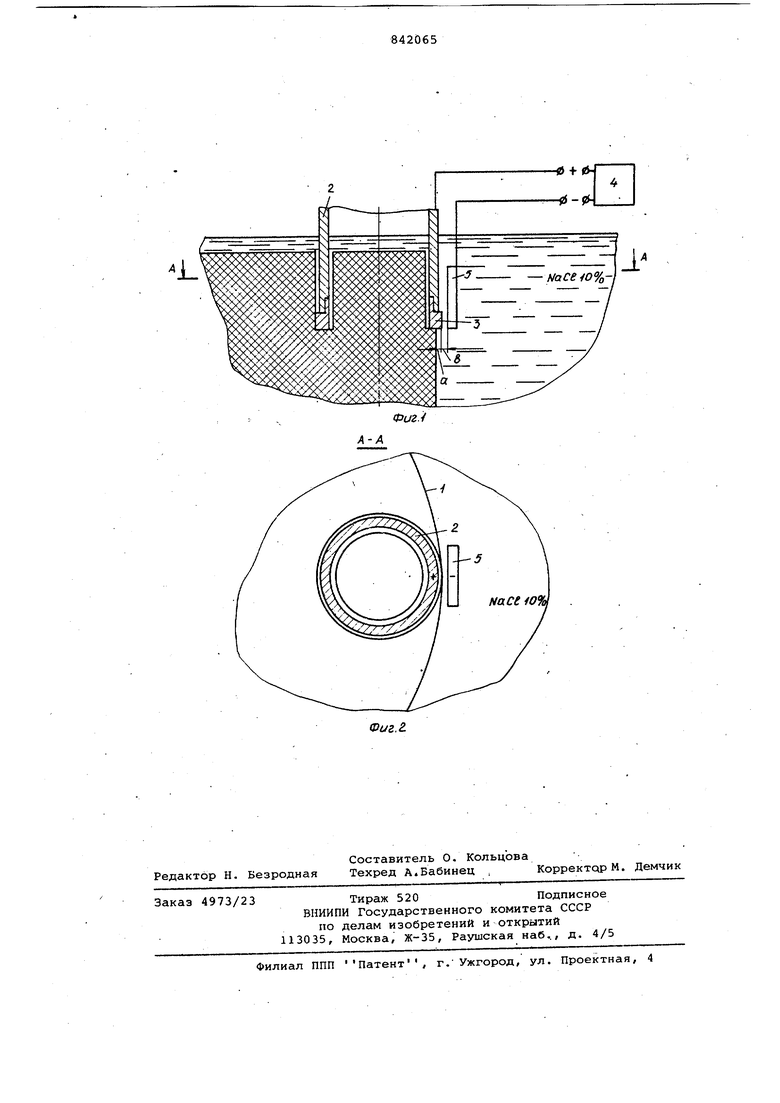
На фиг. 1 изображена схема устройства для реализации предлагаемого способа, разрез; на фиг. 2 разрез А-А на фиг. 1.
Устройство для высверливания деталей из стеклянной заготовки 1 включает цилиндрический полый вращающийся инструмент 2 с кольцевой алмазной насадкой 3, металлическую пластину 4 и.источник 5 постоянного тока..
Способ осуществляется следующим образом.
Стеклянную заготовку 1 устанавливают на дно ванны под инструменто 2 с кольцевой алмазной насадкой 3, часть которой (а 0,8-0,9 от его ширины) выступает за край заготовки 1. Причем, если величина а меньше 0,8, то торец будет недостаточно очищаться, вследствие чего произойдет быстрое затупление .режущей плоскости инструмента, если же эта величина превьшает 0,9, то происходит увод сверла от поверхности заготовки .
Инструмент 2 соединяют гальванической связью с положительным полюсом и располагают его на расстоянии , 3-0 , 4 ширины кольца алмазной насадки. Причем, если величина Ь меньше 0,1, то наступает электрическое касание металлической пластины 4 и алмазной насадки 3, при превышении величины 0,4 резко уменьшается интенсивность растворения в NaCl металлической связки насадки.
В ванну наливают 10-12%-ный раствор поваренной соли так, чтобы верхний край жидкости был выше зоны резания, сообщают инструменту вращение с угловой скоростью п 600 650 об/мин и включают источник тока Вращающийся инструмент захватывает выступающими частицами водный раствор NaCl и прогоняет его зону резания, обеспечивая постоянную циркуляцию раствора и удаление шлама и продуктов диспергирования.
При использовании Предлагаемого способа улучшаются условия охлаждения, В то же время под действием электрического тока, а также ионов и С1 происходит постоян,ная очистка поверхности алмазной насадки.и восстановление ее режущей способности. Процесс высверливания интенсифицируется.
П р и м ер. Вырезка деталей из кварцевого стекла КУ-1 ГОСТ 15130-6
Режим вырезки: длина насадки 40 мм; п 600 об/мин; усилие Р-500Н марка насадки АС160/125 М 1100; NaCl-11%; вода - остальное; блок (И ,110х 85,мм; ,В; ,3; А. Производительность составляет 5 мм/мин. При вырезке деталей по указанному режиму правка не требуется до прлного износа насадки.
Предлагаемый способ позволяет интенсифицировать процесс получения деталей длиной 100-150 мм.
Формула изобретения
Способ высверливания деталей из стеклянных заготовок, включающий установку последней под полым цилиндрическим инструментом с кольцевой алмазной насадкой, обработку стеклянной заготовки инструментом при одновременном охлаждении последнего и вывода шлама из рабочей зоны с помощью жидкости, отличающийос я тем, что, с целью интенсифика5ции процесса и получения деталей длиной 100-150 мм, стеклянную заготовку устанавливают со смещением ее края относительно кольцевой алмазной насадки на 0,8-0,9 ширины кольца последней, а охлаждение -инструмента и вывод шлама осуществляют. 10-12%-ным раствором NaCl путем погружения в него заготовки с последующим пропусканием электрического тока силой 10-20 А, причем инструмент соединяют с положительным полюсом источника постоянного тока, отрицательный полюс которого присоединяют к металлической пластине, расположенной на расстоянии 0,1-0,4 ширины кольца алмазной насадки от края выступающей части последнего.
Источники информации, принятые во внимание при экспертизе
1.Сулим Д.В. Производство оптических деталей. М., Высшая школа , 1975, с. 190.
2.Патент ФРГ P 2823031,
кл. С 03 В 33/02, опублик. 1979.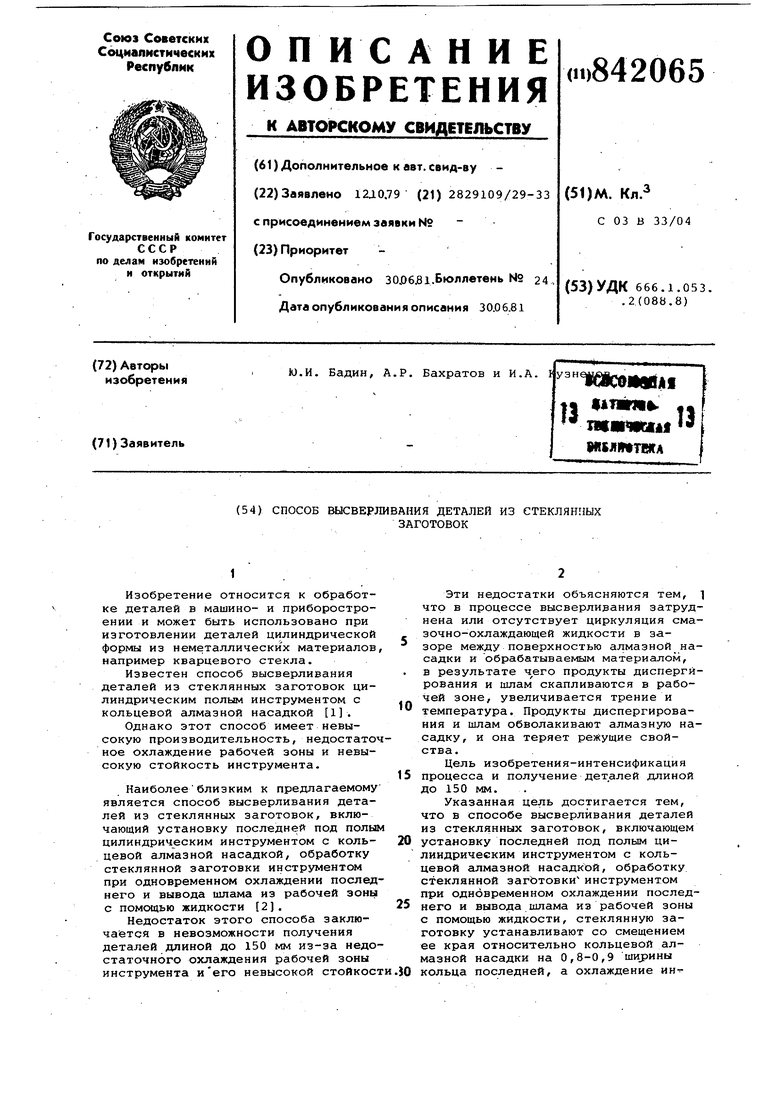
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| Способ изготовления оптических стержневидных элементов | 1978 |
|
SU753798A1 |
| Способ изготовления алмазных дисковых пил | 1944 |
|
SU65885A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| Способ сверления плоских заготовок из неметаллических материалов и устройство для его осуществления | 1982 |
|
SU1073107A1 |