(54) УСТРОЙСТВО ДЛЯ ПОДГОНКИ ПЛЕНОЧНЫХ РЕЗИСТОРОВ
мой храповой однооборотной муфтой, механизм вращения шпинделей с управляемой храповой многооборотной муфтой, снабженной двумя рычагами - фиксаторами с электромагнитными приводами, блок управления, инструмент для снятия части токопроводящей пленки и блок контроля сопротивления резистора, выход которого соединен со входом блока управления, включенного в цепи питания электромагнитных приводов, снабжено дополнительным блоком управления, выполненным в виде датчика сигнала, размещенного на выходном валу механизма загрузки-выгрузки, формирователя сигнала, триггера и двух коммутирующих элементов, при этом датчик сигнала соединен с формирователем сигнала, выход которого соединен с одним входом триггера, выходы которого соединены с управляемыми входами коммутирующих элементов, включенных в цепи питания электромагнитных приводов механизма вращения шпинделей, а другой вход триггера соединен с блоком управления.
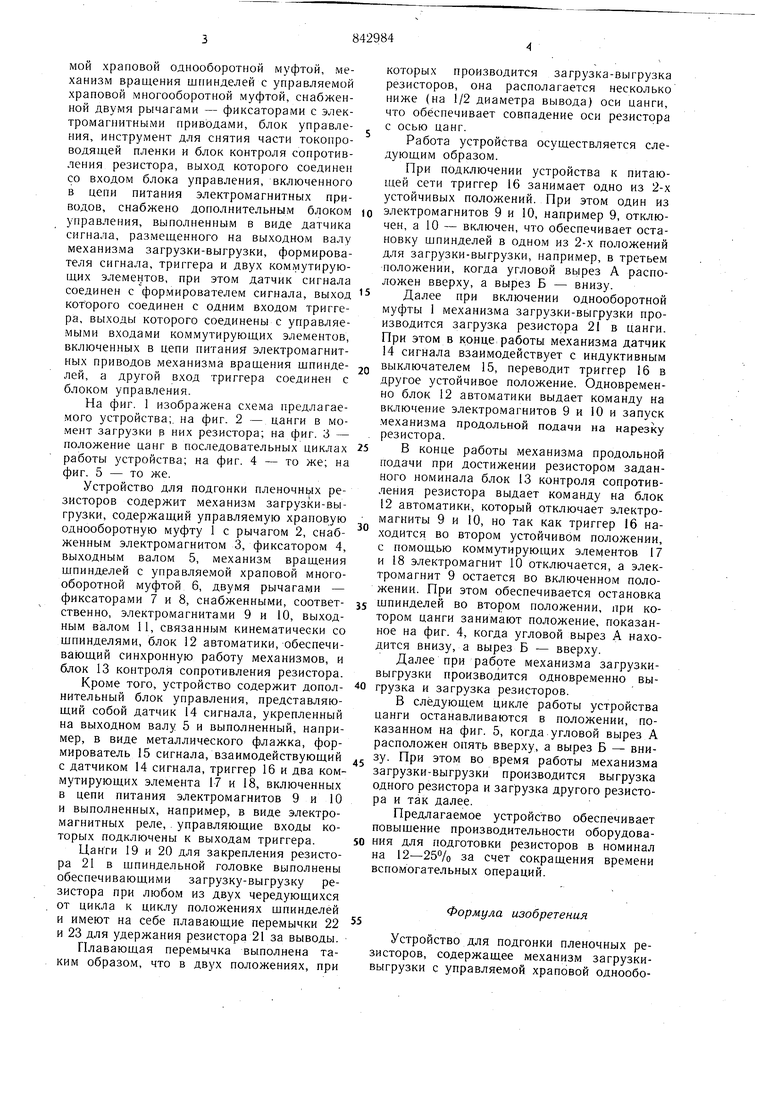
На фиг. 1 изображена схема предлагае.мого устройства;, на фиг. 2 - цанги в мо.мент загрузки э них резистора; на фиг. 3 - положение цанг в последовательных циклах работы устройства; на фиг. 4 - то же; на фиг. 5 - то же.
Устройство для подгонки пленочных резисторов содержит механизм загрузки-выгрузки, содержащий управляемую храповую однооборотную муфту 1 с рычагом 2, снабженным электромагнитом 3, фиксатором 4, выходным валом 5, механизм вращения щпинделей с управляемой храповой многооборотной муфтой 6, двумя рычагами - фиксаторами 7 и 8, снабженными, соответственно, электромагнитами 9 и 10, выходным валом 11, связанным кинематически со шпинделями, блок 12 автоматики, обеспечивающий синхронную работу механизмов, и блок 13 контроля сопротивления резистора.
Кроме того, устройство содержит дополнительный блок управления, представляющий собой датчик 14 сигнала, укрепленный на выходном валу 5 и выполненный, например, в виде металлического флажка, формирователь 15 сигнала, взаимодействующий с датчиком 14 сигнала, триггер 16 и два коммутирующих элемента 17 и 18, включенных в цепи питания электромагнитов 9 и 10 и выполненных, например, в виде электромагнитных реле, управляющие входы которых подключены к выходам триггера.
Цанги 19 и 20 для закрепления резистора 21 в шпиндельной головке выполнены обеспечивающими загрузку-выгрузку резистора при любом из двух чередующихся от цикла к циклу положениях щпинделей и имеют на себе плавающие перемычки 22 и 23 для удержания резистора 21 за выводы.
Плавающая перемычка выполнена таким образом, что в двух положениях, при
которых производится загрузка-выгрузка резисторов, она располагается несколько ниже (на 1/2 диаметра вывода) оси цанги, что обеспечивает совпадение оси резистора с осью цанг.
Работа устройства осуществляется следующим образом.
При подключении устройства к питающей сети триггер 16 занимает одно из 2-х устойчивых положений. При этом один из
электромагнитов 9 и 10, например 9, отключен, а 10 - включен, что обеспечивает остановку шпинделей в одном из 2-х положений для загрузки-выгрузки, например, в третьем положении, когда угловой вырез А расположен вверху, а вырез Б - внизу.
Далее при включении однооборотной муфты 1 механизма загрузки-вЫгрузки производится загрузка резистора 21 в цанги. При этом в конце работы механизма датчик 14 сигнала взаимодействует с индуктивным
Q выключателем 15, переводит триггер 16 в другое устойчивое положение. Одновременно блок 12 автоматики выдает команду на включение электромагнитов 9 и 10 и запуск механизма продольной подачи на нарезку . резистора.
5 В конце работы механизма продольной подачи при достижении резистором заданного номинала блок 13 контроля сопротивления резистора выдает команду на блок 12 автоматики, который отключает электромагниты 9 и 10, но так как триггер 16 находится во втором устойчивом положении, с помощью коммутирующих элементов 17 и 18 электромагнит 10 отключается, а электромагнит 9 остается во включенном положении. При этом обеспечивается остановка
5 шпинделей во втором положении, при котором цанги занимают положение, показанное на фиг. 4, когда угловой вырез А находится внизу, а вырез Б - вверху.
Далее при работе механизма загрузкивыгрузки производится одновременно вы0 грузка и загрузка резисторов.
В следующем цикле работы устройства цанги останавливаются в положении, показанном на фиг. 5, когда угловой вырез А расположен опять вверху, а вырез Б - вниj зу. При этом во время работы механизма загрузки-выгрузки производится выгрузка одного резистора и загрузка другого резистора и так далее.
Предлагаемое устройство обеспечивает повыщение производительности оборудова0 НИН для подготовки резисторов в номинал на 12-25% за счет сокращения времени вспомогательных операций.
Формула изобретения
Устройство для подгонки пленочных резисторов, содержащее механизм загрузкивыгрузки с управляемой храповой однообо
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки пленочных резисторов в номинал | 1980 |
|
SU942175A1 |
| Устройство для подгонки сопротивлений пленочных резисторов | 1973 |
|
SU475667A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1977 |
|
SU729657A1 |
| УСТРОЙСТВО ДЛЯ подгонки СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ под НОМИНАЛ | 1970 |
|
SU268537A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Устройство подгонки резисторов в номинал | 1980 |
|
SU920855A1 |
| Устройство для подгонки пленочных резисторов | 1977 |
|
SU690569A1 |
| Устройство для фиксации цилиндрических радиодеталей с аксиальными выводами | 1981 |
|
SU999118A1 |
| Устройство для подгонки низкоомных проволочных резисторов | 1975 |
|
SU618801A1 |
| Устройство для закрепления радиодеталей с аксиальными выводами | 1977 |
|
SU723691A1 |
