Известные способы.литья труб, непосредственно из жидкого металла с примененпем враидающейся формы мало пригодны для получения труб небольшого диаметра.
В описываемом изобретении этот недостаток устранен тем, что струе жидкого металла, входящей из воронки в кристаллизатор, придают кольцевое сечение и вращение путем придания каналам, соединяющим воронку с кристаллизатором, тангенциального направления, а также тем, что ниже кристаллизатора размещены вращаемые поддерживающие ролики, окружная скорость которых равна скорости стрчи-тр бы в зоне затвердевания.
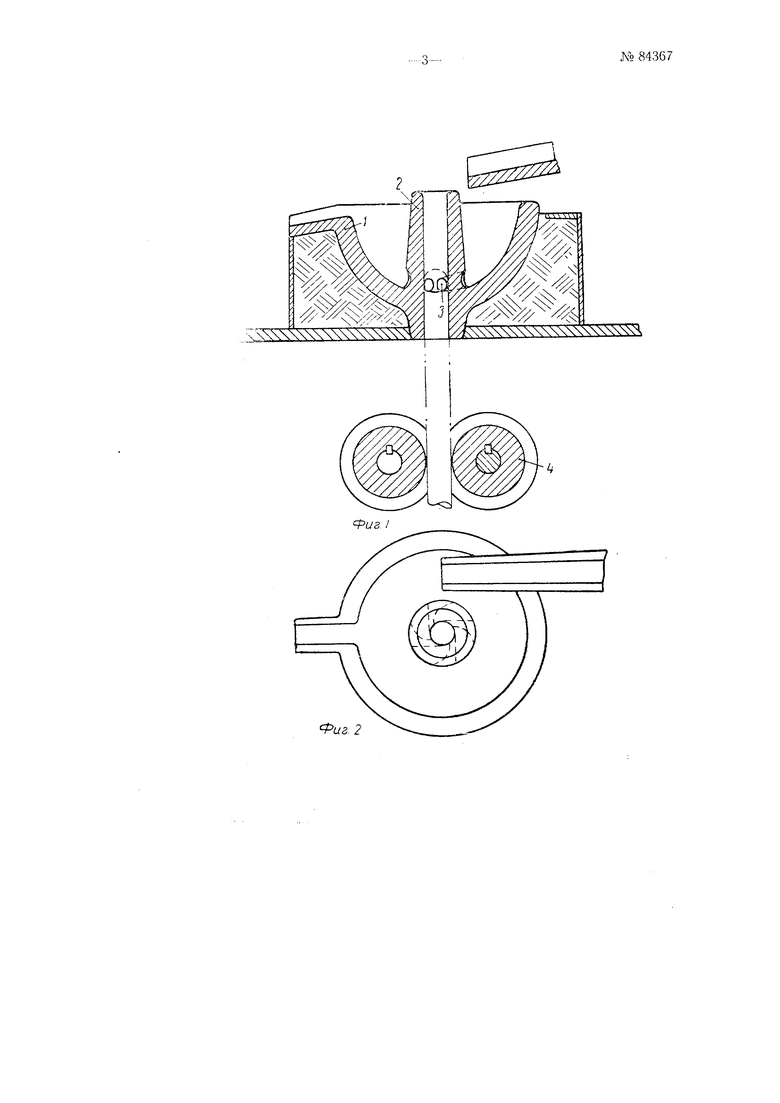
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 -в плане.
Устройство для вращеппя полой струи представляет собой чашу 1, в центре которой выполнена вертикальная трубка 2. Внутренняя полость трубки 2 соединяется с чашей, на уровне .дна последней, несколькими каналами 3, которые в.ходят в трубку по касательно;. .Металл, попадая в трубку через каналы, полхчает вращательноедвижение, а затем под де1 ствием собственного веса начинает, вращаясь, опускаться вниз.
Так как металл заполняет не всю полость трубки, то стоуя принимает при этом кольцевое сечение. Сразу же после выхода струи из трубки она замораживается, попадая в охлаждающую вол:;ных брызг, имеющую встречное движение.
Температурный режим металла и интенсивность охлаждения должны так подбираться, чтобы затвердевшая струя, имеющая ыо гьцевое сечение, попадая в поддерживаюииш ролики 4, имела температуру ниже те.миературы плавления приблизительно иа 100-150°.
Поддерживающие ролики 4 предназначены для предотвра цеиия разрыва трубы под действием силы тяжести и имеют окружною скорость, равную скорости струи-трубы в зоне затвердевания. После выхода из поддерживающих роликов труба иарезается кусками определенной длины и направляется на термообработку.
№ 84367 2
П)ис 10Соб,1С11ио до.чжмо б1)1ть изготовлено из графита. Чтобы струя мета.|;1а пос.че выхода из трубки lie была разорвана центробежными силами, 1юс,чед1п-1е должнь быть силам поверхностного натяжеН1;я. Подбор скорости враи1еиия струи достигается путем 1 змене11ня г.ь,соты чаши /MI сечения каиа.юв /х
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для отливки слитков | 1956 |
|
SU110411A1 |
| Устройство к карусельной кокильной машине для отливки металлических деталей | 1953 |
|
SU111835A1 |
| Способ разливки металла | 1984 |
|
SU1201047A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2112625C1 |
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2655407C1 |
| ОДТЕНТНО-ШНИЧЕСКА* _ БИБЛИОТЕКА | 1972 |
|
SU341590A1 |
| Устройство для обработки и разливки металлов в вакууме | 1975 |
|
SU563439A1 |
| Устройство для непрерывного литьяСлиТКОВ | 1971 |
|
SU810367A1 |
| Установка для непрерывного литья и прокатки бесшовных металлических труб | 1985 |
|
SU1294465A1 |
| Погружной стакан для непрерывного литья заготовок | 1983 |
|
SU1093390A1 |
. (иособ ,1итг я труб исиосрс.;сг;1е111() ;;з жидкого метал.1а, от,;:ч а io |ц и и с я тем, что K :;U.oi4j металла, ход5нце | из ворог;кн и кристал.:;и:;ат(р, иридают сече1 ие и BpaiueiHie нутем 1;р даии/1 кана.чам. coeдllияl{)иui i()poi;:; с 1;ркстнлл11заторс)М, таигеициальиогз nanpaii-iCHiisi.
