Изобретение относится к металлургии и может быть использовано для непрерывного литья труб на установках вертикального типа.
Известен способ вертикального непрерывного литья труб, включающий заливку расплавленного металла в кристаллизатор, снабженный водоохлаждаемой рубашкой, далее заполнение металлом пространства между стенкой кристаллизатора и неохлаждаемой оправкой, образование трубной заготовки и медленное вытягивание ее вниз (см. Герман Э. «Непрерывное литье», М., 1961, с. 297)
Недостатком данного способа является перегрев стенок кристаллизатора и их коробление в местах выхода жидкого металла из отверстий в подающей трубе, что приводит к появлению наружных дефектов на стенке трубы или к прорыву жидкого металла за пределы кристаллизатора.
Известно устройство для вертикального непрерывного литья труб, содержащее водоохлаждаемый кристаллизатор, подающую трубу с отверстиями, соединенную с неохлаждаемой керамической оправкой и вытяжными роликами (см. Герман Э. «Непрерывное литье», М., 1961, с. 297).
Недостатком устройства для осуществления заявляемого способа, является невозможность подвода охлаждающей жидкости к оправке.
Ближайшим прототипом является способ и устройство непрерывного или полунепрерывного литья труб, включающий заливку металла в кольцевой зазор между водоохлаждаемыми наружным кристаллизатором и внутренним кристаллизатором (далее - оправка) через вращающуюся чашу, снабженную питателями, формирование стенки трубы и непрерывное вытягивание ее вниз (см. Труболитейное производство. Хахалин Б.Д. и др. «Металлургия», 1977, с. 164-165).
Недостатком данного способа является то, что вместе с металлом, вытекающим из питателей, в тело формирующейся трубы попадают шлаковые включения, образуются раковины в результате захвата воздуха в местах падения струи на уровень металла в кристаллизаторе, что приводит к течи труб при гидроиспытаниях на герметичность.
Устройство для осуществления данного способа литья содержит водоохлаждаемые кристаллизатор и оправку с установленной на ней вращающейся чашей, снабженной питателями, и вытягивающее устройство.
Недостатком данного устройства для осуществления заявляемого способа является невозможность обеспечить одновременно по всему периметру кристаллизатора ламинарность и неразрывность потока жидкого металла при его прохождении из чаши в кристаллизатор.
Цель изобретения - повышение качества труб.
В заявляемом способе формирование стенки трубы осуществляется между водоохлаждаемыми кристаллизатором и оправкой, а жидкий металл, находящийся между ними, разделен перегородкой, которой оснащена стационарная чаша. Уровень металла между перегородкой и кристаллизатором расположен ниже уровня в чаше и поддерживается давлением газа. Подача металла в кристаллизатор осуществляется через чашу и зазор между оправкой и перегородкой. Уровень металла в чаше поддерживают постоянным. Вытягивание трубы производят с постоянной скоростью.
Предлагаемое устройство состоит из водоохлаждаемого кристаллизатора с установленной на нем чашей, водоохлаждаемой оправки со спрейером и вытягивающего устройства, причем чаша неподвижно закреплена на кристаллизаторе и оснащена разделительной перегородкой, которая расположена между кристаллизатором и оправкой с зазором между ними, а полость, образованная между кристаллизатором и перегородкой, через штуцер, установленный в корпусе кристаллизатора, соединена с источником подачи газа.
Заявляемые способ и устройство позволяют обеспечить неразрывность потока жидкого металла, протекающего из чаши в кристаллизатор, а именно: равномерную по периметру, ламинарную подачу жидкого металла между кристаллизатором и оправкой и тем самым получить качественную продукцию.
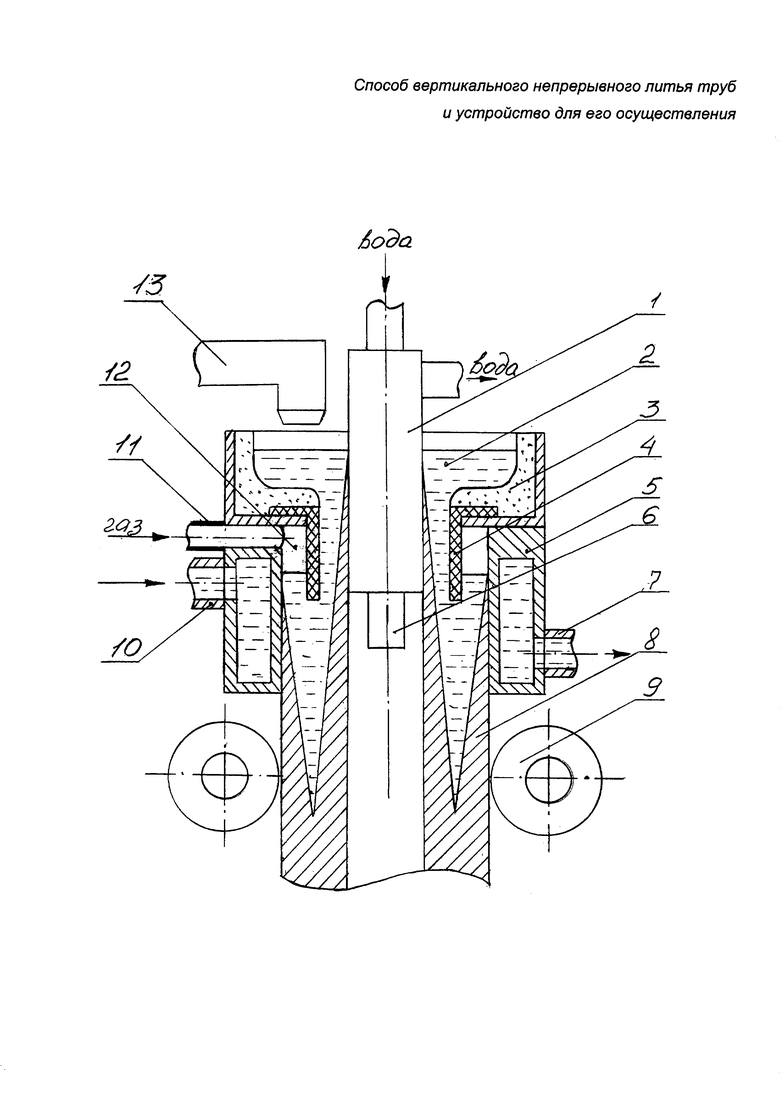
На чертеже изображено устройство для непрерывного литья труб, где:
1 - оправка, 2 - жидкий металл, 3 - чаша, 4 - разделительная перегородка, 5 - кристаллизатор, 6 - спрейер, 7 - выпускной патрубок, 8 - отливаемая труба, 9 - вытягивающее устройство, 10 - впускной патрубок, 11 - штуцер подачи газа, 12 - газовая полость, 13 - заливочное устройство.
Устройство работает следующим образом.
Вводится специальная затравка (не показана) в кристаллизатор 5. Затем открывается подача жидкого металла из заливочного устройства 13 в чашу 3 и одновременно подача охлаждающей воды в кристаллизатор 5 через патрубок 10 (отвод отработавшей воды - через патрубок 7) и оправку 1 (спрейер 6 связан с системой охлаждения оправки). По достижении уровня металла торцовой части перегородки 4 включается подача газа через штуцер 11. По мере подъема уровня металла в чаше 3 увеличивают давление газа. При достижении необходимого уровня металла в чаше 3 фиксируют давление газа в полости 12 и одновременно приводят в действие вытягивающее устройство 9. При выходе из оправки внутренняя стенка трубы 8 подвергается прямому охлаждению жидкостью из спрейера 6. В процессе литья поддерживается постоянный уровень металла в чаше заливочным устройством 13.
Изобретение относится к непрерывному литью труб на установках вертикального типа. Жидкий металл поступает в зазор между водоохлаждаемыми кристаллизатором (5) и оправкой (1) из чаши (3), установленной на кристаллизаторе. На чаше закреплена разделительная перегородка (4), расположенная между кристаллизатором и оправкой, причем полость между кристаллизатором и перегородкой соединена с источником подачи газа. Уровень жидкого металла между перегородкой и кристаллизатором поддерживают давлением газа, создаваемым над ним. Обеспечивается повышение качества отливаемой заготовки за счет организации неразрывного ламинарного потока жидкого металла. 2 н.п. ф-лы, 1 ил.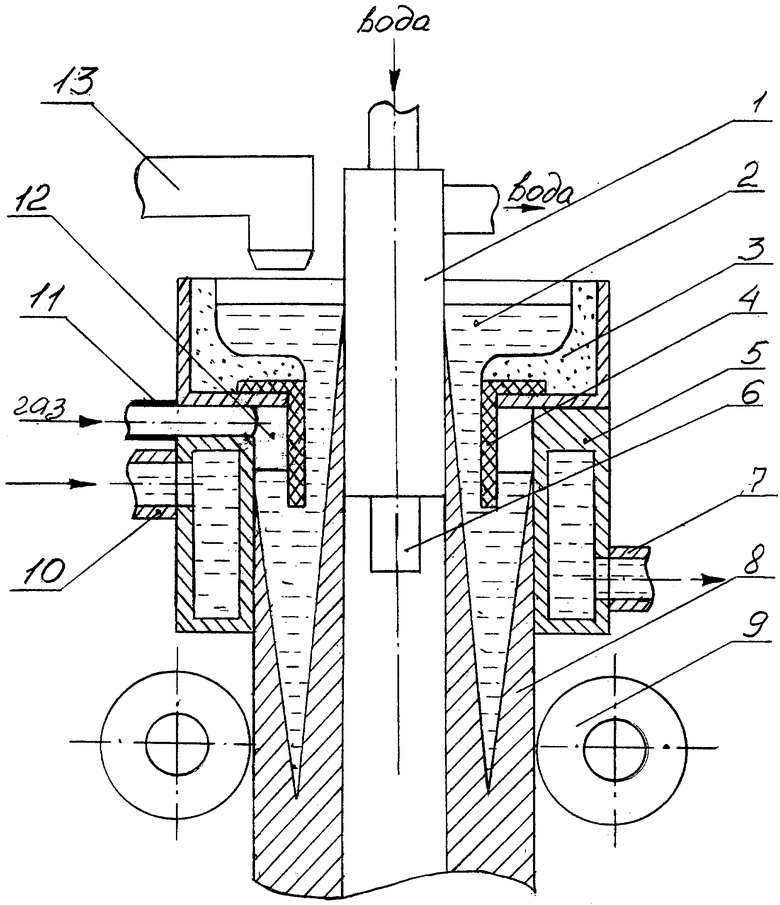
1. Способ вертикального непрерывного литья труб, включающий заливку жидкого металла через чашу, оснащенную питателями, в кольцевой зазор между водоохлаждаемыми кристаллизатором и оправкой, формообразование стенки трубы и непрерывное ее вытягивание вниз, отличающийся тем, что подачу жидкого металла осуществляют через неподвижно установленную на кристаллизатор чашу, оснащенную разделительной перегородкой, в зазор между разделительной перегородкой и оправкой, а уровень жидкого металла между перегородкой и кристаллизатором поддерживают давлением газа, создаваемым над этим уровнем, путем подачи его через штуцер.
2. Устройство для вертикального непрерывного литья труб, содержащее водоохлаждаемый кристаллизатор, водоохлаждаемую оправку, чашу и вытягивающее устройство, отличающееся тем, что чаша неподвижно установлена на кристаллизаторе и оснащена разделительной перегородкой, расположенной между кристаллизатором и оправкой с зазором между ними, а полость, образованная между кристаллизатором и разделительной перегородкой, соединена с источником подачи газа через установленный в корпусе кристаллизатора штуцер, при этом оправка снабжена спрейером для прямого охлаждения внутренней стенки трубы.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| WO 1988001546 A1, 10.03.1988 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ДУГООБРАЗНЫХ АРМИРОВАННЫХ ЗАГОТОВОК | 2003 |
|
RU2243060C1 |
| Кристаллизатор для непрерывного литья | 1990 |
|
SU1763085A1 |

