1
Изобретение относится к контактной сварке и может быть использовано в сварочной технике для контроля параметров контактиой сварки.
Известно устройство для контроля параметров контактной сварки 1.
Однако такое устройство требует ручного сброса результата предыдущего измерения или синхронизации с узлами управления сварочной машины.
Наиболее близким техническим решением к изобретению является устройство, содержащее датчик тока и датчик падения напряжения между сварочными электродами, подключенные к соответствующим входам измерительного блока, выход которого соединен с входом запоминающего устройства, к выходу которого подключен блок индикации и блок синхроннзации, одним своим выходом соединенный с другим входом измерительного блока, а вторым с входом запоминающего устройства 2. В этом устройстве сброс результатов предыдущего измерения и включение измерительного узла производится автоматически блоком синхронизации, к входу которого подключен датчик сварочного тока.
Недостатком этого устройства является то, что оно имеет высокий порог чувствительности, что снижает точность измерения.
Для повышения точности измерения снижают порог чувствительности устройства, а это часто приводит к ложному срабатыванию его от наведенной помехи. Целью изобретения является повыщение точности контроля параметров контактной сварки.
Поставленная цель достигается тем, что устройство для контроля параметров контактной сварки снабжено схемой совпадения, к соответствующим входам которой подключены датчик сварочного тока и датчик падения напряжения, а выход схемы совпадения соединен с входом блока синхронизации.
Введение в устройство схемы совпадения и соответствующее ее включение позволяют производить сброс предыдущих результатов измерения и начинать следующее измерение по началу переднего тока и одновременно падению напряжения между электродами сварочной машины. Это условие позволяет снизить порог чувствительности, а за счет этого повысить точность контроля
без снижения помехозащищенности устройства.
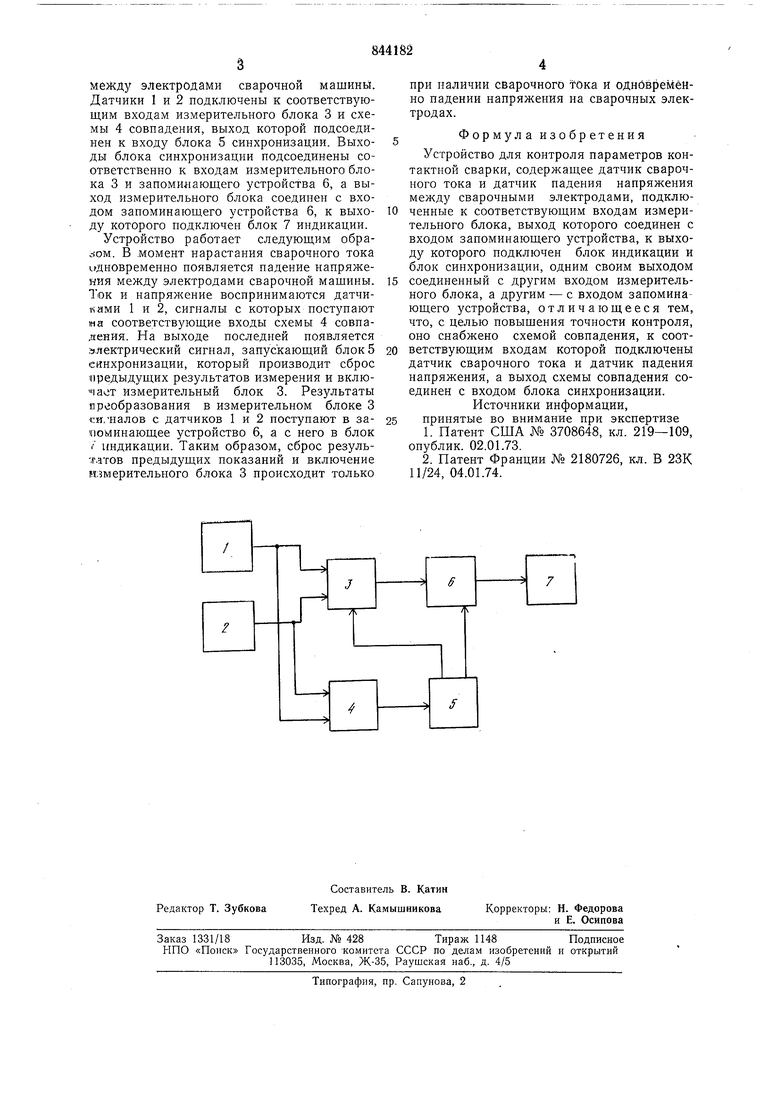
На чертеже приведена структурная схема устройства.
Устройство содержит датчик 1 сварочного тока и датчик 2 падения напряжения
между электродами сварочной машины. Датчики 1 и 2 подключены к соответствующим входам измерительного блока 3 и схемы 4 совпадения, выход которой подсоединен к входу блока 5 синхронизации. Выходы блока синхронизации подсоединены соответственно к входам измерительного блока 3 и запоминающего устройства 6, а выход измерительного блока соединен с входом заноминающего устройства 6, к выходу которого подключен блок 7 индикации.
Устройство работает следующим обраciOM. В .момент нарастания сварочного тока одновременно появляется падение напряжения между электродами сварочной машины. Ток и напряжение воспринимаются датчиviaMH 1 и 2, сигналы с которых ностз пают )ма соответствующие входы схемы 4 совпадения. На выходе последней появляется .электрический сигнал, запускающий блок 5 синхронизации, который производит сброс Предыдущих результатов измерения и включает измерительный блок 3. Результаты преобразования в измерительном блоке 3 tijHf.налов с датчиков 1 и 2 поступают в запоминающее устройство 6, а с него в блок . индикации. Таким образом, сброс результатов предыдущих показаний и включение измерительного блока 3 происходит только
при наличии сварочного тока и одновременно падении напряжения на сварочных электродах.
Формула изобретения
Устройство для контроля параметров контактной сварки, содержащее датчик сварочного тока и датчик падения напряжения между сварочными электродами, подключенные к соответствующим входам измерительного блока, выход которого соединен с входом запоминающего устройства, к выходу которого подключен блок индикации и блок синхронизации, одним своим выходом соединенный с другим входом измерительного блока, а другим - с входом запоминающего устройства, отличающееся тем, что, с целью повышения точности контроля, оно снабжено схемой совпадения, к соответствующим входам которой подключены датчик сварочного тока и датчик падения напряжения, а выход схемы совпадения соединен с входом блока синхронизации. Источники информации,
принятые во внимание при экспертизе
1. Патент США № 3708648, кл. 219-109, опублик. 02.01.73.
2 Патент Франции № 2180726, кл. В 23К 11/24, 04.01.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU662296A2 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Устройство для измерения и контроля энергии при контактной сварке | 1980 |
|
SU893454A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU747654A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Устройство для измерения амплитуды сварочного тока | 1981 |
|
SU1009676A1 |
