Изобретение относится к обработке и сварке материалов и может быть использовано для контроля качества сварных соединений контактной точечной, шовной, рельефной сваркой и является усовершенствованием известного устройства по авт. свид. № 405679.
Известное устройство по авт. свид. №405679, кл. В 23 К 11/24 предназначено для контроля качества точечной контактной сварки. С помощью этого устройства непосредственно в ходе сварки определяется качество соединений по одному из его основных показателей - диаметру ядра точки. Устройство выполнено в виде блока измерения параметров процесса сварки, блока вычисления диаметра ядра сварной точки и блока индикации, соединенных между собой так, что вход блока вычисления диаметра ядра сварной точки подключен к выходу блока измерения параметров процесса сварки, а выход - к блоку индикации 1J.
Работает известное устройство следуюшим образом.
В процессе сварки каждой точки блоком измерения параметров процесса сварки
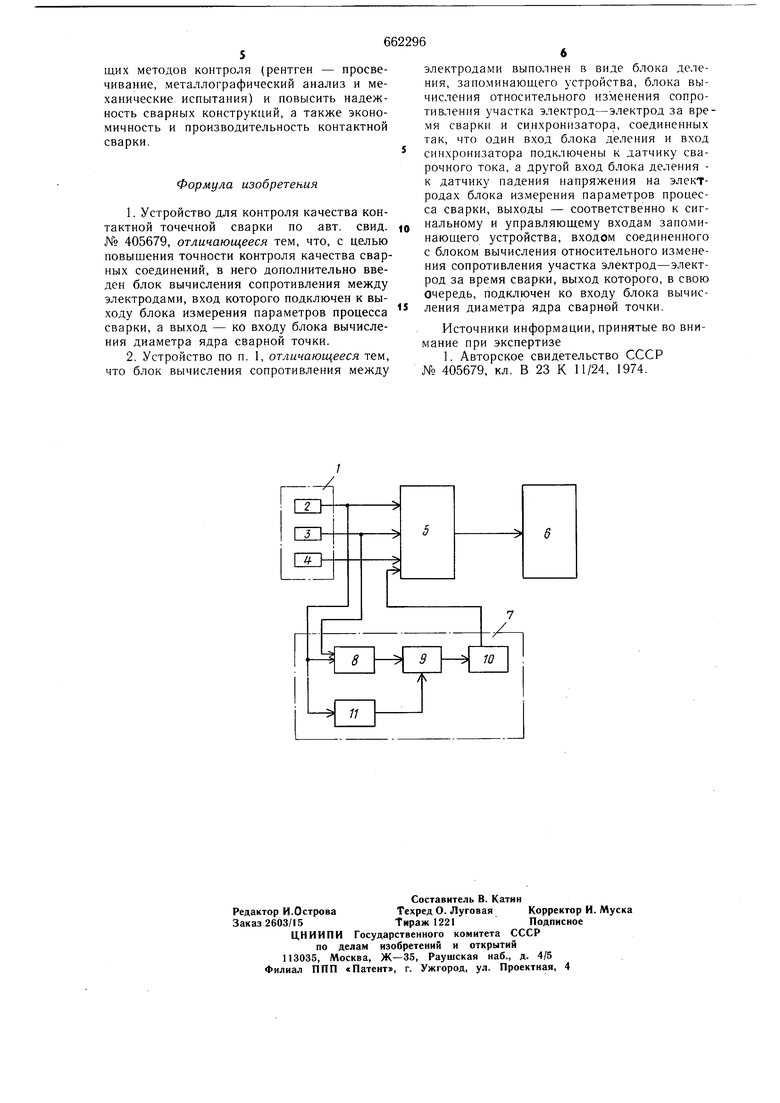
измеряются текущие значения параметров режима: сварочного тока, активного падения напряжения между электродами и их усилия сжатия. Блоком вычисления диаметра ядра сварной точки по текущим значениям параметров режима сварки определяются энергия, затраченная на формирование сварного соединения, среднее за время сварки усилие сжатия электродов и на их основе вычисляется размер .титого ядра точечного соединения. Блок вычисления диаметра ядра сварной точки представляет собой вычислительное устройство, которое реализует математическую модель процесса, устанавливаемую количественную зависимость диаметра ядра сварной точки от параметров процесса сварки в области оптимальных режимов. Для визуального отсчета и записи на бумажную ленту вычисленного размера ядра сварной точки служит блок индикации. Однако известное устройство не обеспечивает необходимой точности контроля качества сварных соединений. Это обусловлено тем, что размер литого ядра сварной точки вычисляется по ограниченному числу параметров процесса. Цель дополнительного изобретения - повьпиеиие точности контроля качества сварных соединений. Поставленная цель достигается тем, что в устройство для контроля качества точечной контактной сварки по авт. свид. № 405679 дополнительно введен блок вычисления сопротивления между электродами, вход которого нодключен к выходу блока измерения параметров процесса сварки, а выход - ко входу блока вычисления диаметра ядра сварной точки. Блок вычисления сопротивления между электродами выполнен в виде блока деления, запоминающего устройства, блока вычисления относительного изменения сопротивления участка электрод-электрод за время сварки и синхронизатора, соединенных так, что один вход блока деления и вход синхронизатора подключены к датчику сварочного тока, а другой вход блока деления - к датчику падения напряжения на электродах блока измерения параметров процесса сварки, а выходы - соответственно к сигнальному и управляющему входам запоминающего устройства, выходом соединенного с блоком вычисления относительного изменения сопротивления участка электрод-электрод за время сварки, выход которого, в свою очередь, подключен ко входу блока вычисления диаметра ядра сварной точки. На чертеже представлена функциональная схема предлагаемого устройства. Устройство для контроля качества точечной контактной сварки содержит блок 1 измерения параметров процесса сварки, который включает в себя датчик 2 сварочного тока, датчик 3 падения напряжения на электродах и датчик 4 усилия сжатия электродов, блок 5 вычисления диаметра ядра сварной точки, блок 6 индикации и блок 7 вычисления сопротивления между электродами. Блок 7 вычисления сопротивления между электродами выполнен в виде блока 8 деления, запоминающего устройства 9, блока 10 вычисления относительного изменения сопротивления участка электрод-электрод за время сварки и синхронизатора 11. Элементы изображенного на схеме устройства соединены следующим образом. Датчики 2, 3 и 4 блока 1 подключены ко входу блока 5 вычисления диаметра ядра сварной точки. Кроме того, датчик 3 соединен с одним из входов блока 8, а датчик 2 - с другим входом блока 8 и со входом синхронизатора 11 блока 7 вычисления сопротивления между электродами. Запоминающее устройство 9 сигнальным входом подключено к выходу блока 8, а управляю щим - к выходу синхронизатора 11. С выходом запоминающего устройства 9 соединен вход блока 10, который своим выходом подключен ко входу блока 5, выход котороГО, в свою очередь, соединен с блоком 6 индикации. Работает устройство следующим образом. В ходе сварки датчиками 2, 3 и 4 блока 1 измеряются текущие значения параметров режима: сварочного тока, активного падения напряжения на свариваемых деталях и усилия сжатия электродов. Напряжения, пропорциональные измеренным параметрам режима, поступают на вход блоков 5 и 7. Блоком 8 деления по сигналам с датчиков 2 и 3 вычисляются мгновенные значения сопротивления свариваемых деталей, пропорционально которым напряжение поступает на сигнальный вход запоминающего устройства 9. Запоминающее устройство 9 по командам с синхронизатора 11 фиксирует сопротивление участка улсктрод-электрод в момент включения () и выключения (Нж) сварочного тока. Управляющие команды (нормируются синхронизатором 11 по сигналу с датчика 2 сварочного тока. Напряжения, пропорциональные значениям сонротивления RSH и Rin свариваемых деталей, с выхода запоминающего устройства 9 поступают на вход блока 10, который вычисляет относительное изменение сопротивления участка электрод-электрод за время сварки, пропорционально которому сигнал с выхода блока 10 поступает на вход блока 5. Блоком 5 по статистической модели процесса рассчитывается диаметр литого ядра сварной точки. Индикация в десятичном коде и запись предсказанного размера ядра точки в миллиметрах на бумажную .ченту производится блоком 6. Предлагаемое устройство для контроля качества точечной контактной сварки, по сравнению с известным устройством, обеспечивает высокую точность контроля качества сварных соединений. Высокая точность контроля достигается тем, что при определении блоком 5 размеров точечного соединения учитываются не только энергия, затраченная образование литого ядра и усилие сжатия электродов, но и сопротивление участка электрод-электрод, которое существенно влияет на. условия нагрева металла и является важной характеристикой зоны сварки. Так, сопротивление участка электрод- электрод характеризует как контактное сопротивление деталей, зависящее от подготовки их поверхности под сварку, так и сопротивление вторичного контура сварочной маишны, которое не остается постоянным, например, вследствие загрязнения электродов или старения мащины. Использование устройства для контроля качества контактной сварки при изготовлении ответственных сварных конструкций в самолетостроении, судостроении и других отраслях мащиностроительной промыщленности позволит в значительной мере снизить нормы применяемых в настоящее время на производстве трудоемких и дорогостоящих методов контроля (рентген - просвечивание, металлографический анализ и механические испытания) и повысить надежность сварных конструкций, а также экономичность и производительность контактной сварки. Формула изобретения 1.Устройство для контроля качества контактной точечной сварки по авт. свид. № 405679, отличающееся тем, что, с целью повышения точности контроля качества сварных соединений, в него дополнительно введен блок вычисления сопротивления между электродами, вход которого подключен к выходу блока измерения параметров процесса сварки, а выход - ко входу блока вычисления диаметра ядра сварной точки. 2.Устройство по п. 1, отличающееся тем, что блок вычисления сопротивления между электродами выполнен в виде блока деления, запоминающего устройства, блока вычисления относительного изменения сопротивления участка электрод-электрод за время сварки и синхронизатора, соединенных так, что один вход блока деления и вход синхронизатора подключены к датчику сварочного тока, а другой вход блока деления к датчику падения напряжения на электродах блока измерения параметров процесса сварки, выходы - соответственно к сигнальному и управляющему входам запоминающего устройства, входом соединенного с блоком вычисления относительного изменения сопротивления участка электрод-электрод за время сварки, выход которого, в свою Очередь, подключен ко входу блока вычисления диаметра ядра сварной точки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 405679, кл. В 23 К 11/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для контроля процесса контактной точечной сварки | 1979 |
|
SU867565A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU550253A1 |
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| Способ регулирования контактной точечной сварки | 1975 |
|
SU647083A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
