1
Изобретение относится к автоматизации технологических процессов в машиностроении, в частности к устройствам для запитки автоматических роторных линий цилиндрическими деталями с лыской у торца.
Известно устройство для ориентации цилиндрических деталей с лыской у торца, содерл ащее бункер, неподвижное основание, выполненное с пазом, в котором установлена платформа, подвижный диск с пазами 1.
Недостатком указанного устройства является сложность конструкции, т. е. наличие двух автономных механизмов: первичной ориентации (вибробункер) и вторичной (поворотный диск с приводом и механизмом останова диска), а также низкая производительность.
Целью изобретения является повышение производительности устройства.
Иоставленная цель достигается тем, что платформа снабжена подпружиненным рычагом, установленным на неподвижном основании, и ступенчатыми роликами, установленными с возможностью свободного враш,ения, а подвижный диск выполнен с кольцевым выступом, взаимодействуюш,им с ориентируемой деталью.
Кроме того, ступенчатые ролики установлены параллельно друг другу и расстояние между их впадинами больше диаметра ориентируемой детали, а расстояние между выступами - меньше диаметра детали, но .больше размера лыски.
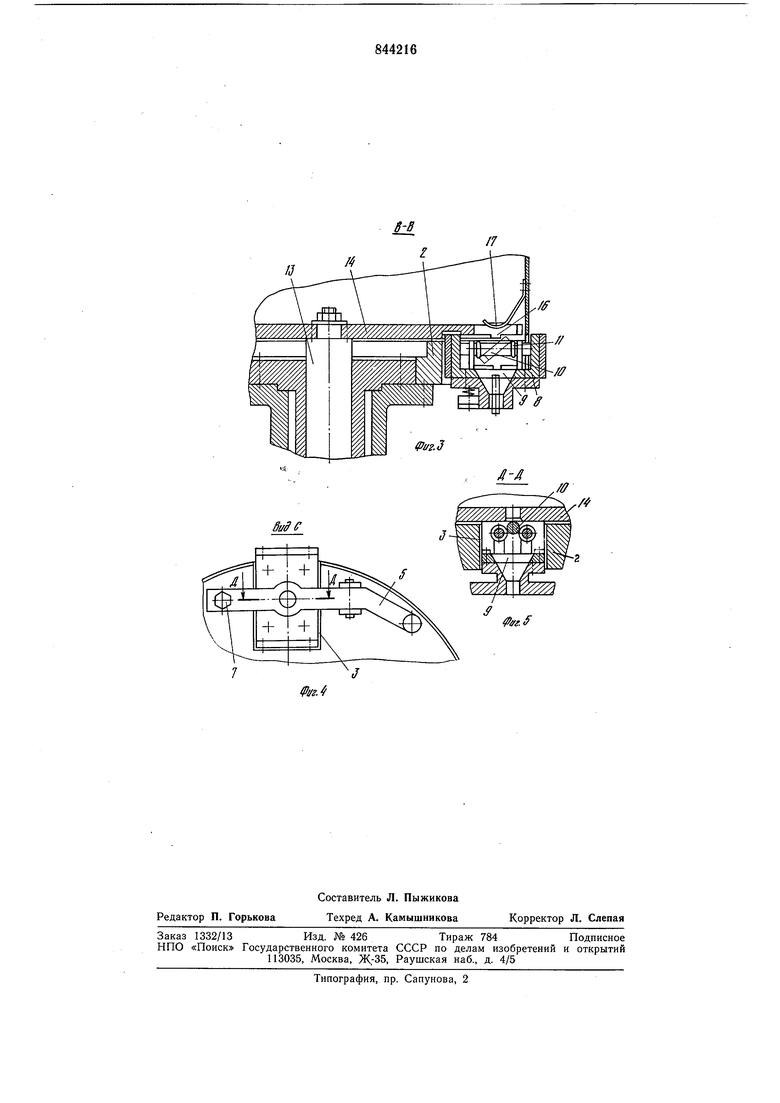
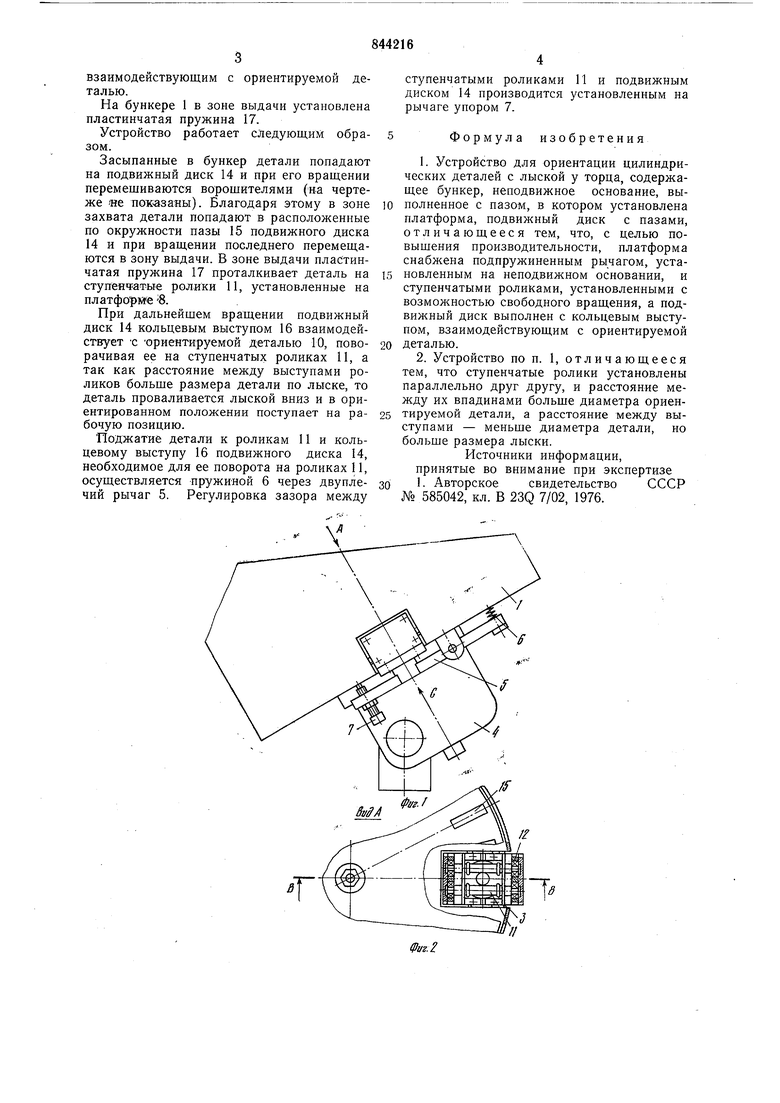
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид А фиг. 1; на фиг. 3- разрез В-В фиг. 2; на фиг. 4 - вид С фиг. 1; на фиг. 5 - разрез Д-Д фиг. 4.
Устройство содержит бункер 1, неподвижное основание 2, выполненное в зоне выдачн деталей с пазом 3 и установленное на корпусе редуктора 4. На основании установлен с возможностью поворота двуплечий рычаг 5, одно плечо которого подпружинено пружиной 6, а другое снабжено регулируемым упором 7. На рычаге установлена платформа 8, входяш,ая в паз 3 неподвижного основания 2. Платформа 8 выполнена со сквозным отверстием 9 для прохода деталей 10 и снабжена двумя свободно врашающимися ступенчатыми роликами 11, установленными на опорах 12 качения.
Ступенчатые ролики 11 установлены параллельно друг другу, и расстояние между впадинами больше диаметра ориентируемой детали, а между выступами - меньше диаметра детали, но больше размера лыски. На валу 13 установлен подвижный диск 14 с пазами 15 и кольцевым выступом 16,
взаимодействующим с ориентируемой деталью.
На бункере 1 в зоне выдачи установлена пластинчатая пружина 17.
Устройство работает следующим образом.
Засыпанные в бункер детали попадают на подвижный диск 14 и при его вращении перемащиваются ворощителями (на чертеже «е показаны). Благодаря этому в зоне захвата детали попадают в расположенные по окружности пазы 15 подвижного диска 14 и при вращении последнего перемещаются в зону выдачи. В зоне выдачи пластинчатая пружина 17 проталкивает деталь на ступенч атые ролики 11, установленные на платформе -8.
При дальнейшем вращении подвижный диск 14 кольцевым выступом 16 взаимодействует С Ориентируемой деталью 10, поворачивая ее на ступенчатых роликах II, а так как расстояние между выступами роликов больше размера детали по лыске, то деталь проваливается лыской вниз и в ориентированном положении поступает на рабочую позицию.
Поджатие детали к роликам 11 и кольцевому выступу 16 подвижного диска 14, необходимое для ее поворота на роликах 11, осуществляется пружиной 6 через двуплечий рычаг 5. Регулировка зазора между
ступенчатыми роликами 11 и подвижным диском 14 производится установленным на рычаге упором 7.
Формула изобретения
1.Устройство для ориентации цилиндрических деталей с лыской у торца, содержащее бункер, неподвижное основание, выполненное с пазом, в котором установлена платформа, подвижный диск с пазами, отличающееся тем, что, с целью повышения производительности, платформа снабжена подпружиненным рычагом, установленным на неподвижном основании, и ступенчатыми роликами, установленными с возможностью свободного вращения, а подвил ный диск выполнен с кольцевым выступом, взаимодействующим с ориентируемой деталью.
2.Устройство по п. 1, отличающееся тем, что ступенчатые ролики установлены параллельно друг другу, и расстояние между их впадинами больще диаметра ориентируемой детали, а расстояние между выступами - меньше диаметра детали, но больше размера лыски.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 585042, кл. В 23Q 7/02, 1976.
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Бункерное загрузочно-ориентирующееуСТРОйСТВО | 1979 |
|
SU848267A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Многоручьевое бункерное загрузочноориентирующее устройство | 1978 |
|
SU671988A2 |
| Роторный автомат питания | 1979 |
|
SU891323A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Ротор ориентации штучных деталей | 1985 |
|
SU1340977A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| Роторный автомат питания | 1978 |
|
SU751573A1 |
| Устройство для ориентации ступенчатых деталей | 1988 |
|
SU1537456A1 |