1
Изобретение относится к металлообработке, а именно, к способам обработки изделий из твердых сплавов, и может быть использовано при производстве твердосплавного режущего инструмента.
Известен способ магнитно-абразивной обработки изделий из металлов и их сплавов, при котором в рабочую зону помещают обрабатываемые изделия и порошок, обладающий магнитными и абразивными свойствами, изделию сообщают сложное механическое движение, а в рабочей зоне создают магнитное поле. Магнитное поле удерживает зерна порошка в рабочей зоне, и прижимает их к обрабатываемой поверхности, что в совокупности с механическим движением детали приводит к возникновению сил резания 1.
Однако этот способ не может быть применен для обработки изделий из твердых сплавов ввиду их высокой твердости и плохой обрабатываемости.
Известен также способ обработки изделий из металлов и их сплавов, включающий предварительный отжиг и магнитноабразивную обработку 2.
Этот способ позволяет повысить производительность обработки металлических изделий, однако он также не обеспечивает
достаточно высокой производительности при обработке изделий из твердых сплавов.
Целью изобретения является повышение эффективности при обработке изделий из твердых сплавов.
Указанная цель достигается тем, что предварительный отжиг изделий из твердых сплавов проводят в окислительной среде.
При проведении отжига в окислительной среде происходят реакции, приводящие к образованию окислов элементов, входящих в состав материала изделия. При правильно выбранном режиме термообработки реакции происходят только в поверхностном слое, который сравнительно легко удаляется в результате магнитно-абразивной обработки. Предложенный способ обработки может быть использован для деталей из твердых сплавов вольфрамовой группы We-Со (ВК6, ВК8, ВК15, ВК20). Титано-вольфрамовой группы We-TiC-Со (Т15К10, Т 15 К 6) и титановой группы TiC-Ni (ТН-20; ТН-30).
Пример. Рассмотрим обработку изделий из сплава ТН-20. Термообработка деталей проводилась в газовых и муфельных печах в интервале температур от 500 до 900°С. При отжиге была использована воздушная окислительная среда.
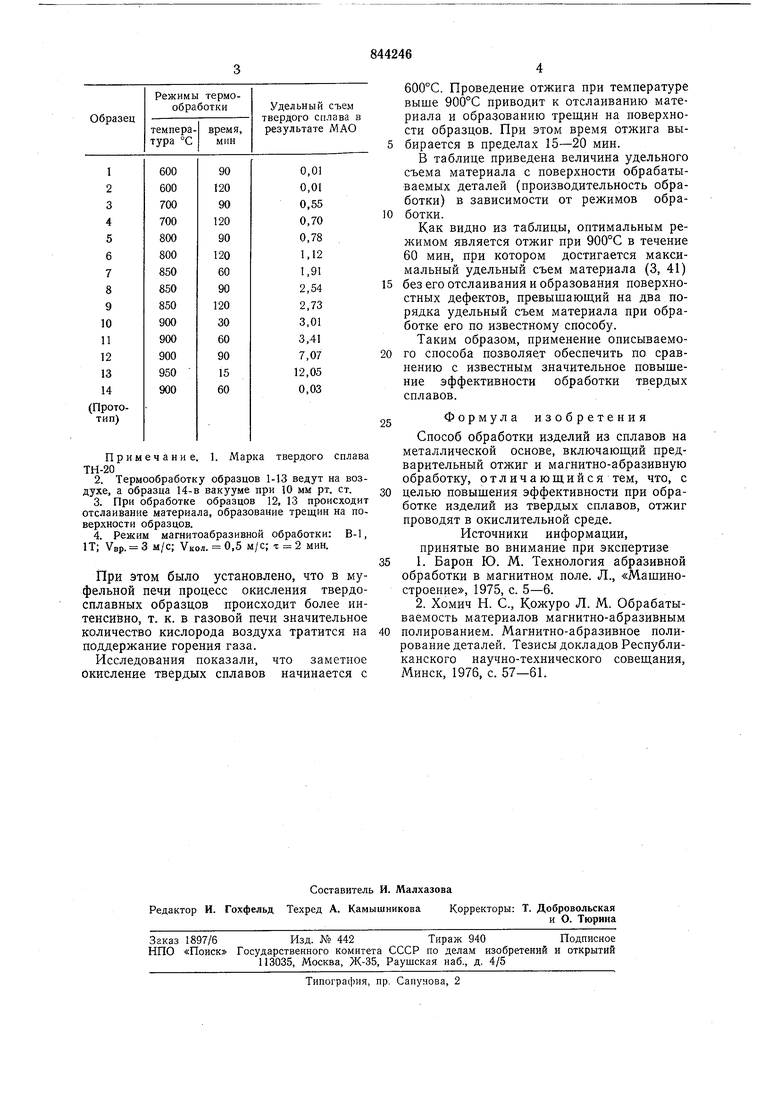
Примечание. 1. Марка твердого сплава ТН-20
2.Термообработку образцов 1-13 ведут на воздухе, а образца 14-в вакууме при 10 мм рт. ст.
3.При обработке образцов 12, 13 происходит отслаивание материала, образование трещин на поверхности образцов.
4.Режим магнитоабразивной обработки: В-1, IT; Увр. 3 м/с; Укол. 0,5 м/с; т 2 мин.
При ЭТОМ было установлено, что в муфельной печи процесс окисления твердосплавных образцов происходит более интенсивно, т. к. в газовой печи значительное количество кислорода воздуха тратится на поддержание горения газа.
Исследования показали, что заметное окисление твердых сплавов начинается с
600°С. Проведение отжига при температуре выше 900°С приводит к отслаиванию материала и образованию трещин на поверхности образцов. При этом время отжига выбирается в пределах 15-20 мин.
В таблице приведена величина удельного съема материала с поверхности обрабатываемых деталей (производительность обработки) в зависимости от режимов обработки.
Как видно из таблицы, оптимальным режимом является отжиг при 900°С в течение 60 мин, при котором достигается максимальный удельный съем материала (3, 41)
без его отслаивания и образования поверхностных дефектов, превышающий на два порядка удельный съем материала при обработке его по известному способу. Таким образом, применение описываемого способа позволяет обеспечить по сравнению с известным значительное повышение эффективности обработки твердых сплавов.
Формула изобретения
Способ обработки изделий из сплавов на металлической основе, включающий предварительный отжиг и магнитно-абразивную обработку, отличающийся тем, что, с целью повыщения эффективности при обработке изделий из твердых сплавов, отжиг проводят в окислительной среде.
Источники информации,
принятые во внимание при экспертизе
1.Барон Ю. М. Технология абразивной обработки в магнитном поле. Л., «Машиностроение, 1975, с. 5-6.
2.Хомич Н. С., Кожуро Л. М. Обрабатываемость материалов магнитно-абразивным полированием. Магнитно-абразивное полирование деталей. Тезисы докладов Республиканского научно-технического совещания, Минск, 1976, с. 57-61.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2009 |
|
RU2399466C1 |
| Способ получения изделия из композиционного материала на основе карбидов вольфрама и титана (варианты) | 2021 |
|
RU2775048C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ КАРБИДСОДЕРЖАЩИХ СПЛАВОВ ВОЛЬФРАМОВОЙ (ВК) И ТИТАНО-ВОЛЬФРАМОВОЙ (ТК) ГРУПП | 2013 |
|
RU2528539C1 |
| КОМПОЗИЦИОННЫЙ ФЕРРОАБРАЗИВНЫЙ ПОРОШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2366676C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2019 |
|
RU2716561C1 |
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2007 |
|
RU2338798C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТА НА ОСНОВЕ БОРИДОВ, КАРБИДОВ МЕТАЛЛОВ IV-VI И VIII ГРУПП | 2003 |
|
RU2228238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
