Изобретение относится к области машиностроения, преимущественно к способам получения изделий порошковой металлургии, в частности к изделиям из карбидсодержащих твердых сплавов вольфрамовой (ВК) и титано-вольфрамовой (ТК) групп, применяемым для холодной и горячей механической обработки металлов и сплавов, например, резанием.
Известен способ термической обработки изделий из карбидсодержащих твердых сплавов с помощью закалки [Лошак М.Г. Прочность и долговечность твердых сплавов. - Киев: Наукова думка, 1984. - 218 с.], при котором температура закалки всегда выбирается ниже температуры эвтектики компонентов твердого сплава: монокарбида вольфрама и цементирующей кобальтовой связки. Недостатками известного способа являются малая степень упрочнения режущих пластин из твердых сплавов и низкая стойкость их к воздействию ударных нагрузок.
Наиболее близким к заявляемому способу является способ термической обработки изделий из карбидсодержащих твердых сплавов, полученных методом стационарного спекания в присутствии жидкой фазы, при котором температуру обработки выбирают в интервале температур 800-1400°C [Wu Yinfang. A survey of study on heat-treatment of cemented carbide. - Hard metals and hard materials. - 1993. - V.1, 1. - P.20-23 (прототип)], причем интервал температур, больших 1280°C, лежит выше температуры эвтектики (1280°C) компонентов твердого сплава. Таким образом, при термообработке в интервале температур 1280-1400°C происходит повторная рекристаллизация твердого сплава. Недостатками известного способа являются:
- относительно малая степень упрочнения режущих пластин из твердых сплавов:
- низкая стойкость режущих пластин из твердых сплавов к воздействию ударных нагрузок.
Заявляемое изобретение направлено на увеличение степени упрочнения и стойкости к воздействию ударных нагрузок.
Техническим результатом предлагаемого изобретения является повышение стойкостных свойств карбидсодержащих сплавов вольфрамовой (ВК) и титано-вольфрамовой (ТК) групп введением вакуумного отжига карбидсодержащих сплавов после спекания, что увеличивает стойкость карбидсодержащих сплавов.
Техническая задача решается тем, что способ получения режущего инструмента из карбидсодержащих сплавов вольфрамовой (ВК) и титано-вольфрамовой (ТК) групп, включающий спекание карбидсодержащих сплавов при температуре 1400-1650°C, охлаждение, отличающийся тем, что после спекания производят вакуумный отжиг в вакуумной печи с нагревом до температуры 1050-1250°C (вакуум 5×10-5 мм рт.ст.), выдержки 1 час, с последующим охлаждением вместе с печью в течение 4 часов.
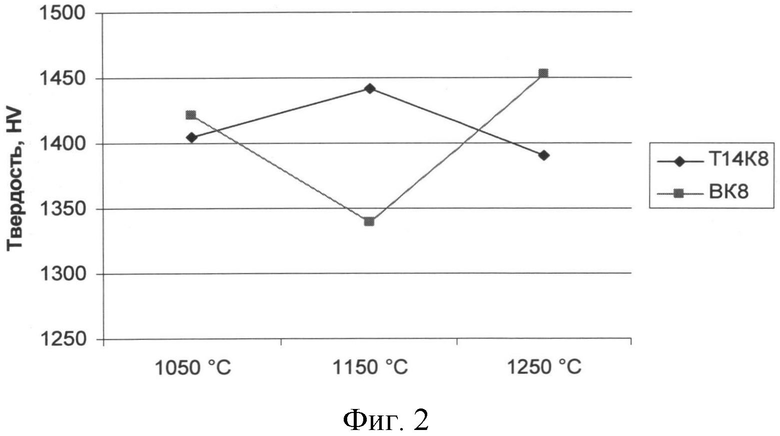
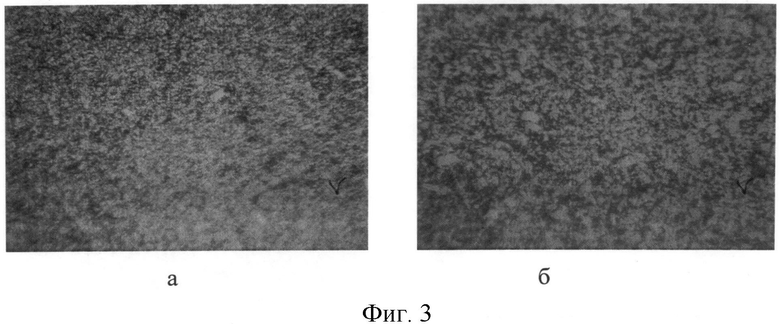
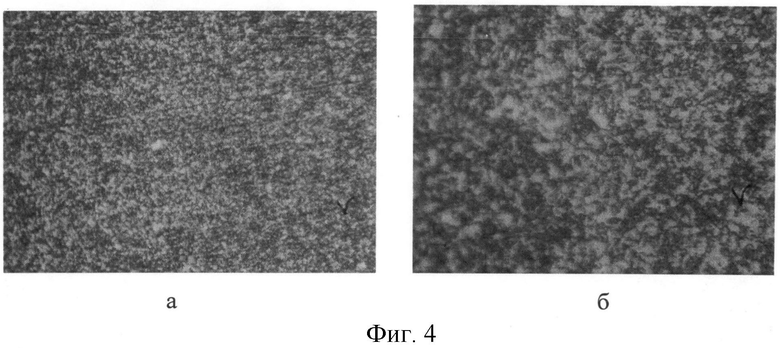
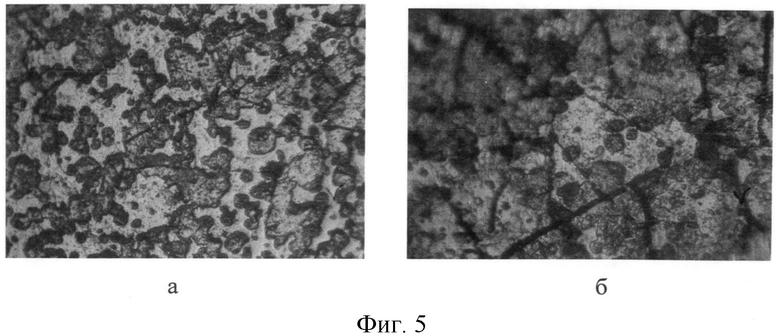
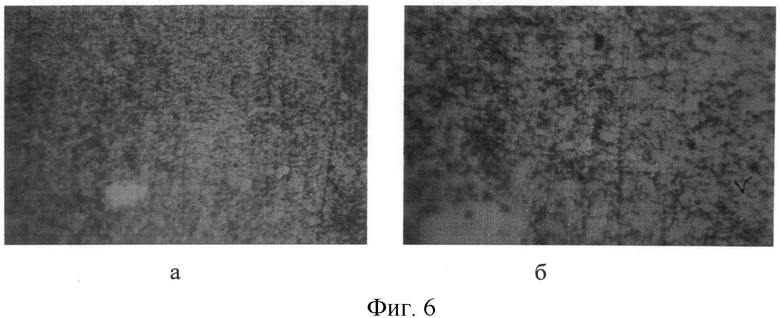
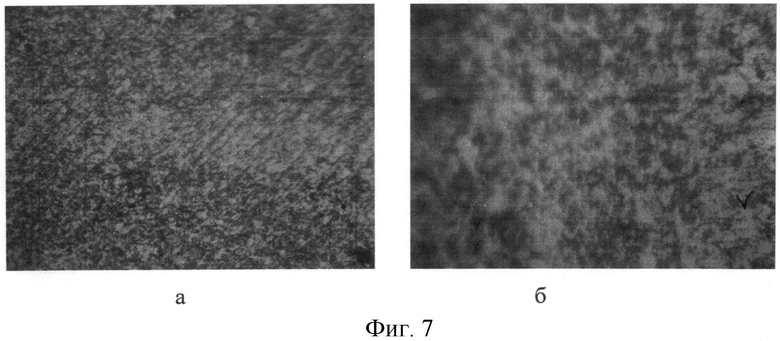
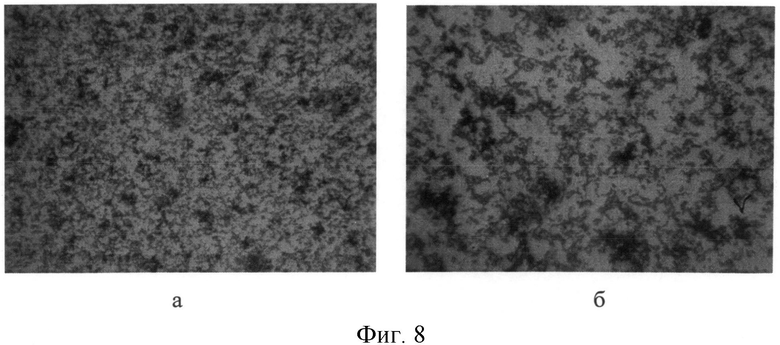
Для пояснения способа на фиг.1 показан внешний вид твердосплавных штабиков ВК8 (а) и Т14К8 (б), увеличение 1:1, на фиг.2 показан график изменения твердости твердосплавных штабиков ВК8 и Т14К8 в зависимости от температуры отжига, на фиг.3 показана микроструктура твердого сплава Т14К8 после отжига при температуре 1050°C, 1420HV, износ 0,02 мм, а - увеличение 640, б - увеличение 1280, на фиг.4 - микроструктура твердого сплава Т14К8 после отжига при температуре 1150°C, 1340HV, износ 0,02 мм, а - увеличение 640, б - увеличение 1280, на фиг.5 - микроструктура твердого сплава Т14К8 после отжига при температуре 1250°C, 1450 HV, а - увеличение 640, б - увеличение 1280, на фиг.6 - микроструктура твердого сплава ВК8 после отжига при температуре 1050°C, 1410HV, износ 0,1 мм, а - увеличение 640, б - увеличение 1280, на фиг.7 - микроструктура твердого сплава ВК8 после отжига при температуре 1150°C, 1440HV, износ 0,2 мм, а - увеличение 640, б - увеличение 1280, на фиг.8 - микроструктура твердого сплава ВК8 после отжига при температуре 1250°C, 1400HV, износ 0,14 мм, а - увеличение 640, б - увеличение 1280.
Способ осуществляют следующим образом:
До и после отжига образцов были определены размеры: ширина, высота и длина, твердость и предел прочности при изгибе (таблица 1, 2 и фиг.2).
Характеристика исследуемых образцов после отжига в вакууме приведена в таблице 3.
Результаты исследований показали, что отжиг в вакууме эффективно проводить для сплава Т14К8. С повышением температуры предел прочности повышается, а твердость уменьшается. Лучший режим отжига при температуре 1050°C. Прочность увеличилась примерно в 1.7 раз.
Для сплава ВК8 проведение вакуумного отжига приводит к увеличению прочности на 5-10% и незначительному снижению твердости.
После проведения отжига при различных температурах в вакууме твердых сплавов ВК8 и Т14К8 были приготовлены шлифы и исследованы микроструктуры данных сплавов при различных увеличениях.
Увеличение температуры отжига с 1050°C до 1250°C привело к увеличению растворимости карбидов вольфрама в кобальте для сплава ВК8 и увеличению предела прочности при изгибе при неизменной твердости. Твердый сплав Т14К8 при увеличении температуры отжига меняет свою структуру следующим образом: измельчаются карбидные включения и увеличивается количество темной фазы - β-кобальт, что ведет к увеличению прочности образцов при неизменной твердости (фиг.3 - Микроструктура твердого сплава Т14К8 после отжига при температуре 1050°C, 1420HV, износ 0,02 мм, фиг.4 - Микроструктура твердого сплава Т14К8 после отжига при температуре 1150°C, 1340HV, износ 0,02 мм, фиг.5 - Микроструктура твердого сплава Т14К8 после отжига при температуре 1250°С, 1450 HV. фиг.6 - Микроструктура твердого сплава ВК8 после отжига при температуре 1050°C, 1410HV, износ 0,1 мм, фиг.7 - Микроструктура твердого сплава ВК8 после отжига при температуре 1150°C, 1440HV, износ 0,2 мм, фиг.8 - Микроструктура твердого сплава ВК8 после отжига при температуре 1250°C 1400HV, износ 0,14 мм, а - увеличение 640, б - увеличение 1280).
Влияние температуры отжига на износ поверхности (таблица 4) твердых сплавов ВК8 и Т14К8 изучен в следующей серии экспериментов. Резание проводили торцевым точением от центра к периферии, n=400 мин-1, t=1 час, s=0,1 мм/об, глубина резания - 1 мм, 5 проходов. С повышением температуры отжига с 1050°C до 1250°C уменьшился износ шлифовальной грани твердого сплава ВК8 с 0,4 до 0,1 мм.
Износ твердого сплава Т14К8 с повышением температуры отжига уменьшился в 3-6 раз, что указывает на положительное влияние отжига ни износ данного вида сплава (время отжига при заданной температуре - 1 час, время нагрева и охлаждения - 2,5-4 часа).
Проанализировали результаты проведенных экспериментальных работ по повышению физико-механических и эксплуатационных свойств твердых сплавов групп ВК и ТК и дали сравнение с прототипом (таблица 5). Была проведена термообработка с нагревом образцов в вакууме при температуре 1050°C, 1150°C, 1250°C. Твердость практически не изменилась и осталась в интервале 1400-1450 HV, предел прочности повысился от 50 до 80%, износ уменьшился в 3-6 раз, коэффициент стойкости (определяли как отношение износостойкости до и после вакуумного отжига) увеличился в 3-6 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2534670C1 |
| Способ получения пластины из твердого сплава ВК8 для режущего инструмента | 2022 |
|
RU2784905C1 |
| Способ обработки спеченного твердого сплава Т15К6 термоциклированием | 2021 |
|
RU2758706C1 |
| Способ термической обработки режущего инструмента из карбидсодержащих твердых сплавов | 2020 |
|
RU2733081C1 |
| Способ упрочнения ультрадисперсного твердого сплава азотированием | 2019 |
|
RU2736246C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2016 |
|
RU2631548C1 |
| Способ упрочнения твердых сплавов | 2018 |
|
RU2693238C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ВОЛЬФРАМОКОБАЛЬТОВЫХ ТВЕРДЫХ СПЛАВОВ | 1991 |
|
RU2026158C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| ВЫСОКОПРОЧНЫЙ КОРРОЗИОННО-СТОЙКИЙ СПЛАВ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ | 2006 |
|
RU2418880C2 |
Изобретение относится к области металлургии, в частности к изделиям из карбидсодержаших твердых сплавов, применяемым для холодной и горячей механической обработки металлов и сплавов, например, резанием. Способ получения режущего инструмента из карбидсодержащих сплавов вольфрамовой (ВК) и титано-вольфрамовой (ТК) групп включает спекание карбидсодержащих сплавов при температуре 1400-1650°C и охлаждение. После спекания производят вакуумный отжиг с нагревом до температуры 1050°C-1250°C и выдержкой 1 час, а последующее охлаждение осуществляют вместе с печью в течение 4 часов. Повышается стойкость карбидсодержащих сплавов. 8 ил., 5 табл.
Способ получения режущего инструмента из карбидсодержащих сплавов вольфрамовой (ВК) и титано-вольфрамовой (ТК) групп, включающий спекание карбидсодержащих сплавов при температуре 1400-1650°C и охлаждение, отличающийся тем, что после спекания производят вакуумный отжиг с нагревом до температуры 1050°C-1250°C и выдержкой 1 час, а последующее охлаждение осуществляют вместе с печью в течение 4 часов.
| Wu Yinfang, A survey of study on heat-treatment of cemented carbide | |||
| Yfrd metals and hard materials, 1993, v.1, p.20-23 | |||
| Способ термообработки инструмента из твердого сплава | 1989 |
|
SU1678532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДСОДЕРЖАЩИХ СПЛАВОВ | 2000 |
|
RU2181643C2 |
| JP 2910293 B2, 23.06.1999 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

