1
Изобретение относится к виброформовочному оборудованию для изготовления виброгидропрессованных труб в вертикальных формах с последующей распалубкой.
По основному авт. св. № 674919 известна форма для изготовления трубчатых изделий, содержащая сердечник и поддон, соединенный посредством щарнирно-рычажной системы с полуформами, связанными между собой замковым соединением в виде стяжного кольца, охватывающего верхние торцы полуформ, а шарнирно-рычажная система представляет собой антипараллелограмм
1. Недостатком известной формы является
трудоемкость процесса распалубки.
Целью изобретения является облегчение распалубки.
Указанная цель достигается тем, что форма для изготовления трубчатых изделий, содержащая сердечник и поддон, соединенный посредством шарнирно-рычажной системы с полуформами, связанными между собой замковым соединением в виде стяжного кольца, охватывающего верхние торцы полуформ, а щарнирно-рычажная система представляет собой антипараллелограмм, снабжена дополнительным поддоном с прорезями и толкателями, размещенными в последних и закрепленными на нижних торцах полуформ.
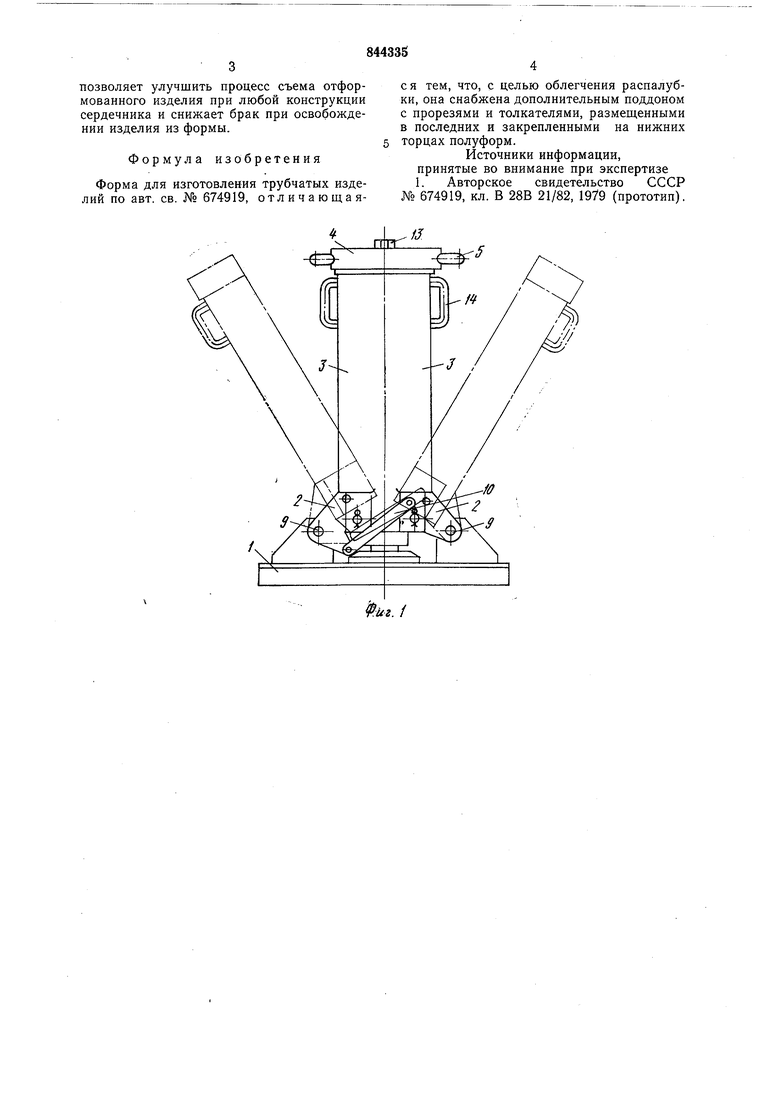
На фиг. 1 схематично изображена предлагаемая форма; на фиг. 2 - то же, продольный разрез; на фиг. 3 - разрез А-А фиг. 2.
Форма для изготовления трубчатых изделий содержит поддон 1, кронщтейны 2, жестко прикрепленные к полуформам 3, верхние торцы которых охватываются стяжным кольцом 4, имеющим ручки 5, дополнительный поддон 6 с прорезями, толкатели.7, выполненные в виде роликов, размещенные в прорезях и закрепленные на нижних торцах полуформ 3 на пальцах 8. Полуформы 3 посредством кронштейнов
2 и осей 9 щарнирно установлены на поддоне 1 и связаны между собой рычагом 10.
Внутри полуформ концентрично установлен сердечник 11, смонтированный на неподвижном поддоне 1 посредством винта 12 и
шестигранной головки 13.
После формования трубчатого изделия частично освобождается сердечник 11, который, поворачивая шестигранную головку 13, ввинчивают в поддон 1, затем спимаются стяжное кольцо 4 и с помощью ручек 14 разводят полуформы 3. В процессе разведения полуформ 3 толкатели 7 воздействуют через прорези на дополнительный поддон 6, который приподнимает отформованное изделие, окончательно освобождая его от соприкосновения с сердечником II, что
ттозволяет улучшить процесс съема отформованного изделия при любой конструкции сердечника и снижает брак при освобождении изделия из формы.
Формула изобретения
Форма для изготовления трубчатых изделий по авт. св. № 674919, отличающаяс я тем, что, с целью облегчения распалубки, она снабжена дополнительным поддоном с прорезями и толкателями, размещенными в последних и закрепленными на нижних торцах полуформ.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 674919, кл. В 28В 21/82, 1979 (прототип).
Ъг. /
Фиг г
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления трубчатых изделий | 1978 |
|
SU674919A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| Конвейерная линия для изготовления многослойных строительных изделий | 1982 |
|
SU1126443A2 |
| Форма для изготовления тел вращения из бетонных смесей | 1979 |
|
SU870157A1 |
| Форма для изготовления напорных трубчатых изделий из бетонных смесей | 1983 |
|
SU1152791A1 |
| Многоместная форма для изготовления трубчатых изделий из жестких бетонных смесей с немедленной распалубкой | 1986 |
|
SU1348183A2 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Форма для изготовления трубчатых изделий | 1983 |
|
SU1135664A2 |
| Форма для изготовления трубчатых изделий | 1980 |
|
SU944940A2 |
| Многоместная форма для изготовления трубчатых изделий из жестких бетонных смесей с немедленной распалубкой | 1980 |
|
SU1070010A1 |

