(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ БОРТОВ ФОРМЫ | 1991 |
|
RU2020062C1 |
| Сердечник для изготовления трубчатых изделий | 1982 |
|
SU1065213A1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014224C1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1985 |
|
SU1360992A1 |
| Форма для изготовления контрольных образцов из бетонных смесей | 1982 |
|
SU1066814A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014225C1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1986 |
|
SU1404360A1 |
| Форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1588553A1 |
| Пустотообразователь | 1990 |
|
SU1712157A1 |
Изобретение относится к производству изделий сборного бетона и железобетона.
По основному авт. св. № 663592 известна форма для изготовления трубчатых изделий, содержащая две створки, соединенные между собой шарнирно, а по месту разъема - стяжками, один конец которых закреплен при помощи осей на одной створке, а другой конец стяжки через палец и упор соединен со щтангой, установленной на другой створке формы с возможностью вертикальных перемещений 1.
Недостатком данной формы является трудоемкость и сложность полного раскрытия формы для чистки, так как для этого необходимо разъединить шарниры каждой стяжки. . Чистка формы производится два раза в смену.
Цель изобретения - с-нижение трудоемкости распалубки формы.
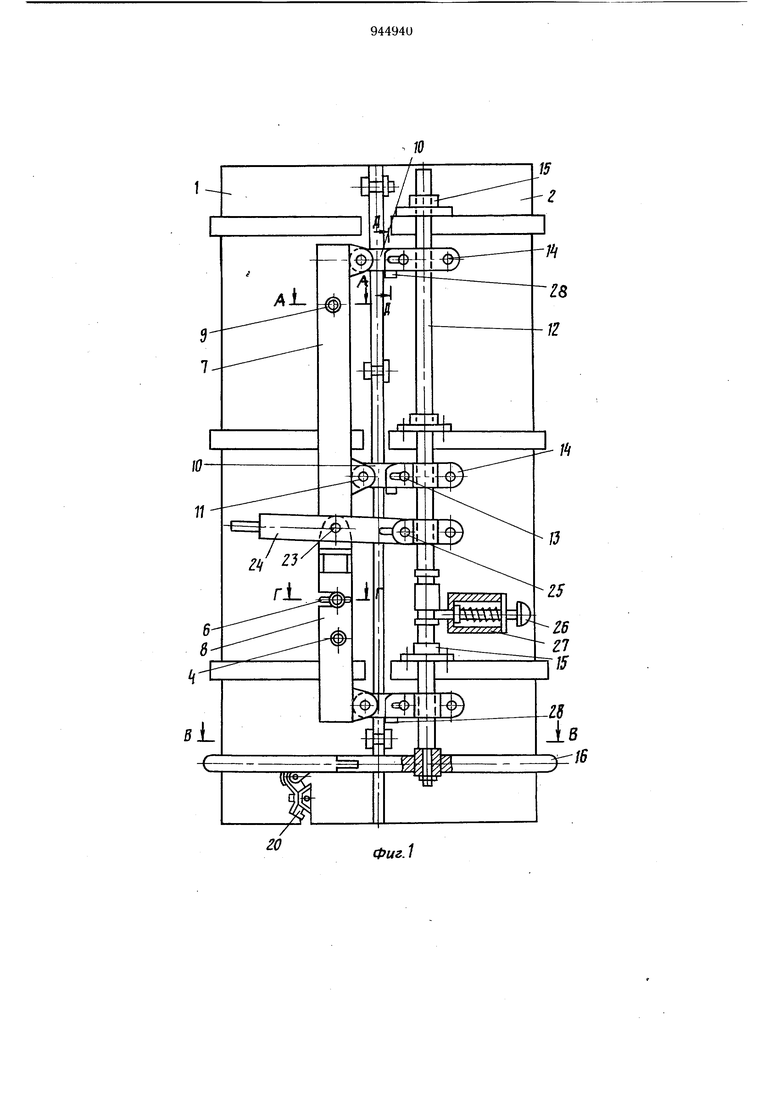
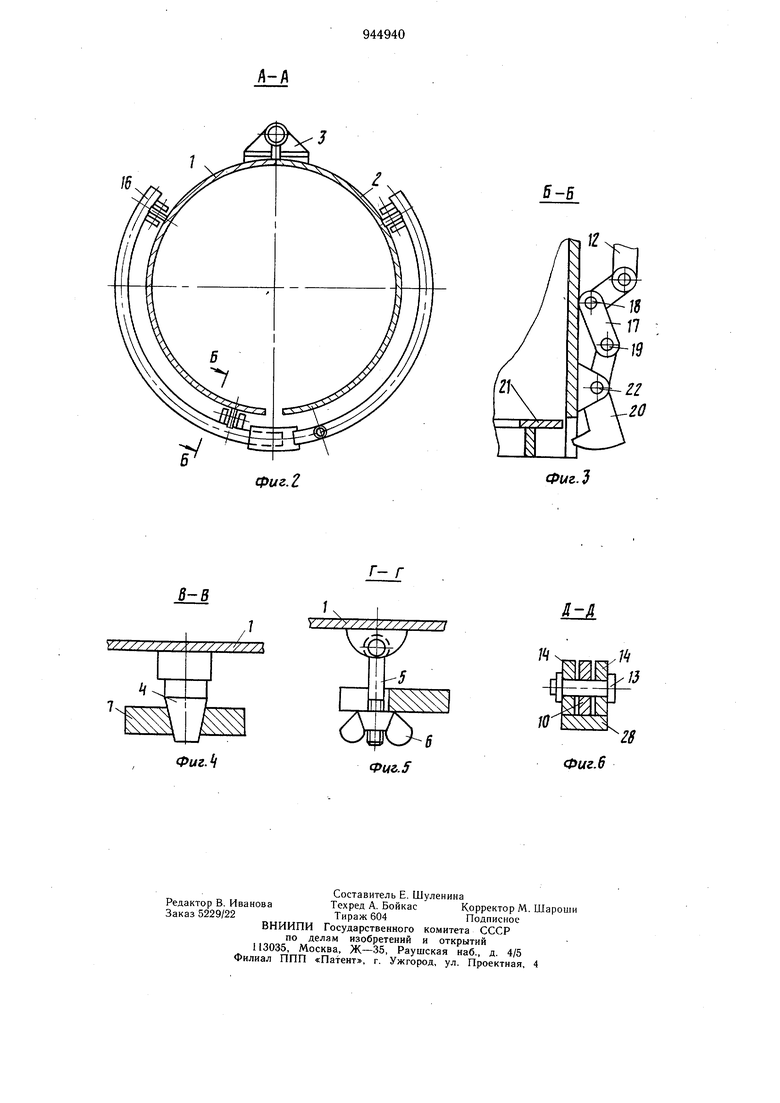
Указанная цель достигается тем, что форма для . изготовления трубчатых изделий снабжена запорным приспособлением в виде шарнирно соединенной со стяжными замками вертикальной планки с прорезью и отверстиями, и закрепленных на одном из сегментов вдоль одной вертикальной оси накидной винтовой стяжки и конических штифтов, размещенных соответственно в прорези и отверстиях вертикальной планки. На фиг. 1 изображена форма для изготовления трубчатых изделий., общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д
10 на фиг. J.
Форма для изготовления трубчатых изделий состоит из сегментов 1 и 2, соединенных шарнирами 3.
Сегмент 1 снабжен установочными коническими штифтами 4 и накидной стяжкой в виде винта 5 и гайки 6, причем щтифты и стяжка расположены по одной вертикальной оси сегмента 1.
Сегмент 2 снабжен вертикальной планкой 7, выполненной с прорезью 8 под винтовую стяжку и отверстиями 9 для размещения концов установочных конических штифтов 4.
Планка 7 шарнирно соединена со стяжными замками 10 осью И, вторые концы замков закреплены на штанге 12 через палец 13 и упор 14, паз которого обеспечивает штанге 12 возможность вертикальных перемещений по направляюш.им 15, закрепленным на сегменте 2. К штанге 12 в ее нижней части прикреплено разрезное кольцо 16, состоящее из двух частей, перемещающихся относительно друг друга при раскрытии формы. Кольцо 16 при помощи тяги 17 и пальцев 18 и 19 соединено с фиксаторами 20, установленными на смонтированных на поддоне 21 сегментов 1 и 2 посредством осей 22. На сегменте 1 при помощи оси 23 смонтирована рукоятка 24, связанная осью 25 со штангой 12, для фиксации которой в верхнем и нижнем положениях сегмента 1 предусмотрен упор 26, подпружиненный относительно корпуса 27. Для исключения самопроизвольного опускания планки 7 на упорах 14 приварены пластины 28. Форма работает следующим образом. Перед началом формования на поддон 21 устанавливаются сегменты 1 и 2, при этом штанга 12 поднята вверх, а планка 7 установлена на конических установочных штифтах 4 и зафиксирована винтом 5 и гайкой 6. Штанга 12 при помощи рукоятки 24 опускается вниз, при этом стяжные замки 10 поворачиваются на осях 11. Упоры 28 штанги 12 и стяжные замки 10 соединяют сегменты 1 и 2 между собой, а фиксаторы 20 удерживают поддон в форме. Такое положение штанги фиксируется упором 26. После формования, два раза в смену, на посту для чистки створки формы полностью раскрываются, для этого откручиБается гайка 6, винт 5 откидывается, при помощи рукоятки 24 планка 7 вместе со стяжными замками 10 и щтангой 12 поворачивается относительно вертикальной оси штанги 12, при этом планка 7 снимается с конических установочных штифтов 4. После этого сегменты 1 и 2 грузоподъемным средством разводятся и рабочий получает доступ внутрь формы для ее чистки. Предлагаемое устройство позволяет производить полный разъем створок намного быстрее, с меньшими затратами труда за счет одновременного разъединения шарниров всех стяжных замков. Все это улучщает условия труда рабочих при подготовке и чистке формы, так как отпадает необходимость разъема стяжек, установленных по всей высоте формы. Формула изобретения Форма для изготовления трубчатых изделий по авт. св. № 663592, отличающаяся тем, что, с целью снижения трудоемкости распалубки формы, она снабжена запорным приспособлением в виде шарнирно соединенной со стяжными замками вертикальной планки с прорезью и отверстиями, и закрепленных на одном из сегментов вдоль одной вертикальной оси накидной винтовой стяжки и конических штифтов, размещенных соответственно в прорези и отверстиях вертикальной планки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 663592, кл. В 28 В 21/90, 1977.
16
фиг. 2
6-в
Фиг.З
В-В
Izl
Фиг.
-5
ОйОФиг.6
Фи&.
