Изобретение относится к производству изделий сборного бетона и железобетона, налример трубчатых.
Цель изобретения - снижение трудеемкости сборки и разборки и повышение производительности.
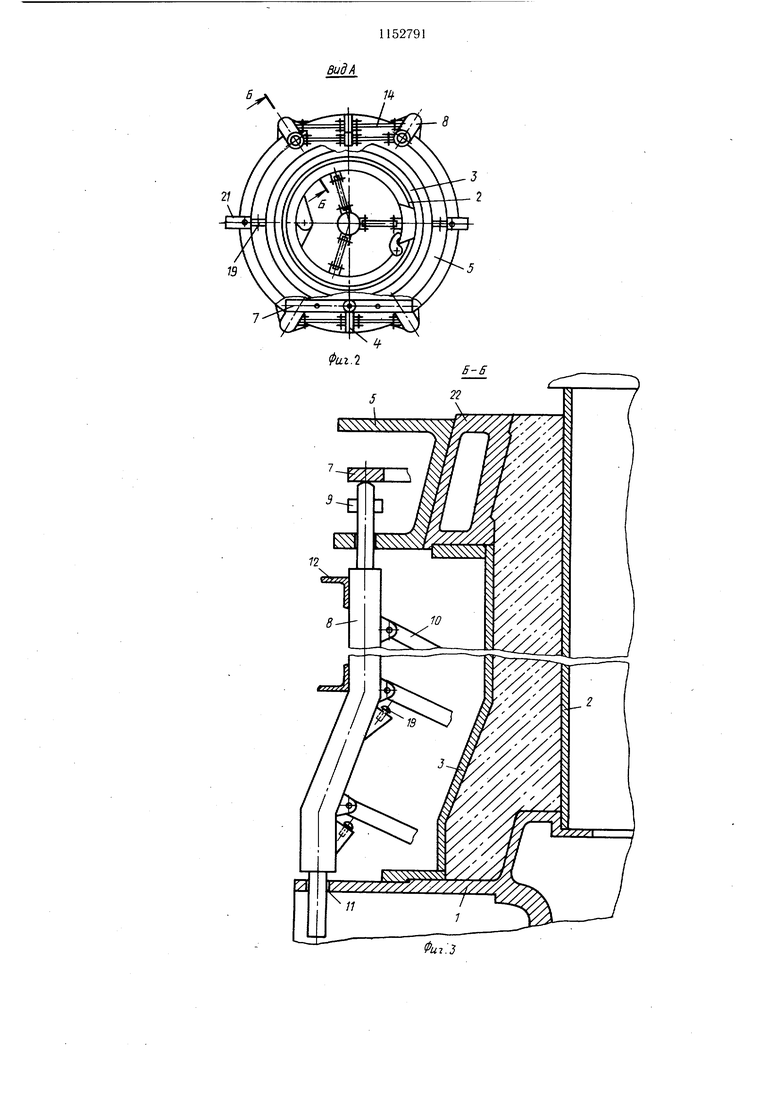
На фиг. 1 изображена форма, общий вид; на фиг. 2 - вид А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - узел I на фиг. I; на фиг. 5 - узел II на фиг. 4.
Форма для изготовления напорных труб содержит доддон 1, сердечник 2 и наружную опалубку 3, состоящую из двух полуформ,
Полуформы опалубки 3 выполнены с продольными фланцами 4, стяжными приспособлёниями и центрирующим кольцом 5. Центрирующее кольцо 5 снабжено соединенными посредством винтов 6 упорами 7. Стяжные приспособления выполнены в виде контактирующих с упорами 7 симметрично расположенных вертикальных щтанг 8 с раздвижными подпружиненными сухарями 9, соединенных посредством наклонных шарнирных тяг 10 с продольными фланцами 4. Нижние концы щтанг размещены в образованных в поддоне отверстия 11.
Четыре вертикальные щтанги 8 скреплены ободами 12. Штанги 3 с тягами 10 расположены для разных полуформ попарно в вертикальной плоскости, перпендикулярно плоскости продольных фланцев 4.
Сухари 9 взаимодействуют своими наклонными плоскостями с подпружиненными щтырями 13.
На верхней плоскости центрирующего кольца 5 над упорами 7 установлены гайки
14,зафиксированные кольцевыми упорами
15,закрепленными на центрирующем кольце 5. В гайки 14 ввинчены винты 6, шарнирно соединенные с упором 7 осью 16, размещенной в продолговатом пазу 17, выполненным в винте 6. На щтангах 8 закреплены ограничители 18 перемещения тяг 10, а на центрирующем кольце 5 закреплены проущины 19 для строповки подъемного троса. Опалубка прижата к поддону струбцинами 20, а центрирующее кольцо к опалубке - струбцинами 21. Полуформы снабжены формующими полукольцами 22.
Форма работает следующим образом.
На участке для сборки формы на поддон 1 краном (не показан) после установки сердечника 2 устанавливаются подвещенные за проущины 19 центрирующего кольца 5 одновременно обе полуформы опалубки 1
со щтангами 8. При этом сперва на поддон I садятся полуформы опалубки 1 и при дальнейшем опускании центрирующего кольца 5 штанги 9 входят в отверстия 11, а тяги 10 поворачиваются в шарнирах и сдвигают полуформы опалубки 1 друг к другу и уплотняют между собой продольные фланцы 4.
После уплотнения продольных фланцев 4 опускание штанг 8 прекращается, а центрирующее кольцо 5 продолжает опускаться до момента посадки на формующие полукольца, в результате чего между сухарями 9 и нижней плоскостью центрирующего кольца 5 образуется зазор.
Затем центрирующее кольцо 5 струбцинами 21 крепится к полуформам опалубки 1, а последнее - струбцинами 20 к поддону 1.
Для фиксации уплотненных продольных фланцев 4 гайками 14 опускают винты 6, зажимая упорами 7 штанги 8.
После бетонирования и пропаривания сердечника трубы производится распалубка формы. Для этого отжимаются струбцины 21 и краном поднимается центрирующее кольцо 5, образуя зазор между поверхностями кольца 5 и формующими полукольцами 22. При этом подъеме упоры 7 из-за наличия пазов 17 в винтах 6 не перемещаются, а лежат на штангах 8, благодаря чему штыри 13 утоплены, а сухари 9 раздвинуты.
При упоре нижней плоскостью центрирующего кольца 5 в сухари 9 начинается подъем щтанг 8 и соединенных с ними тяг 10, отрывая при этом полуформы опалубки от бетонной поверхности трубы.
Поворот тяг 10 и величина раздвижки фланцев 4 фиксируется ограничителями 18. В процессе раздвижки фланцев нижние концы штанг 8 находятся в отверстиях 11 поддона 1.
При дальнейшем подъеме центрирующего кольца 5 осуществляется одновременный съем обеих полуформ опалубки с трубы и их перенос на участок подготовки.для очистки и смазки.
При необходимости съема центрирующего кольца 5 с опалубки с помощью гаек 14 винтами 6 поднимаются упоры 7. При этом штыри 13 выжимаются из штанг 8 пружинами, а в свою очередь пружины сжимают сухари 15, утапливая их заподлицо с поверхностью штанг 8.
После чистки и смазки пблуформы опалубки 1 переносятся краном на участок сборки форм для продолжения цикла.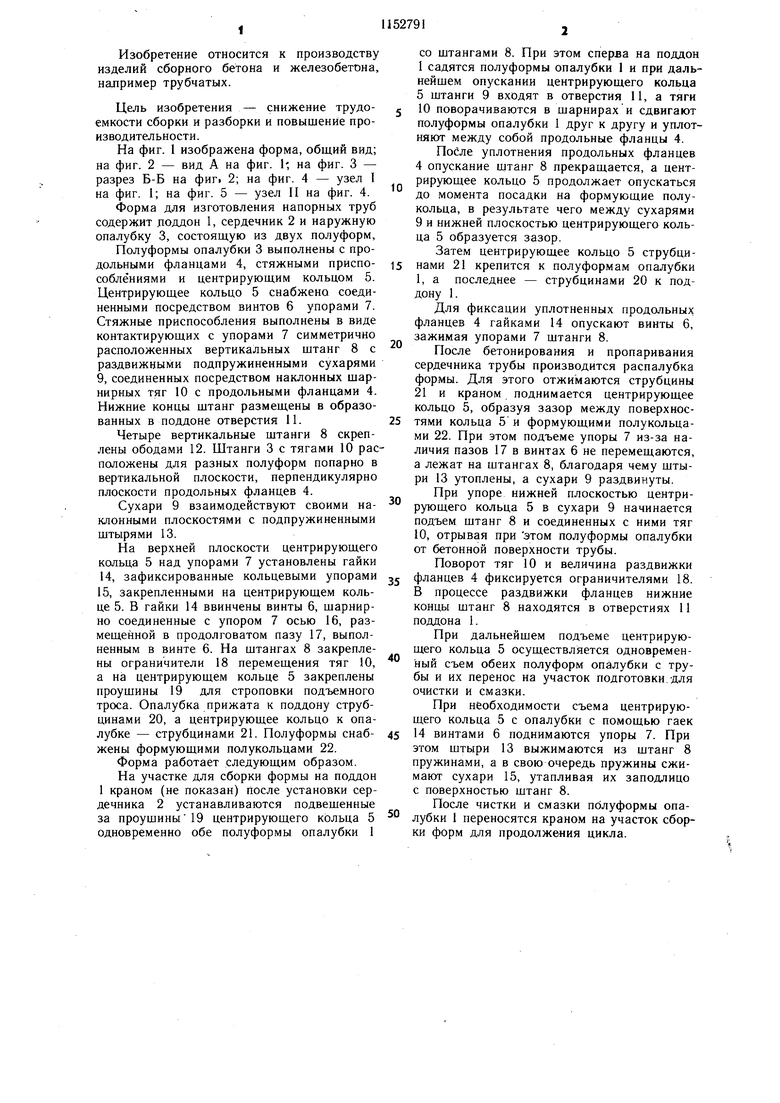
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Форма для изготовления трубчатых изделий | 1978 |
|
SU674919A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Форма для изготовления трубчатых изделий | 1983 |
|
SU1135664A2 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Сердечник для изготовления трубчатых изделий | 1982 |
|
SU1065213A1 |
| Установка для изготовления объемных элементов | 1978 |
|
SU880744A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая установленные на поддоне сердечник и охваты75 22 вающую его наружную опалубку в виде контактирующих друг с другом продольными фланцами полуформ со стяжными приспособлениями и центрирующим кольцом, огличающаяся тем, что, с целью снижения трудоемкости сборки и разборки и повыщения производительности, центрирующее кольцо снабжено соединенными посредством винтовых пар упорами, а стяжные приспособления выполнены в виде контактирующих с последними симметрично расположенных вертикальных штанг с раздвижными подпружиненными сухарями, соединенных посредством наклонных щарнирных тяг с продольными фланцами, причем нижние концы щтанг размещены в образованных в поддоне отверстиях. (Л ел ю со иг.1
| Форма для изготовления виброгидропрессованных труб | 1979 |
|
SU787176A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
