яость смыкания плит формы, так как подпружиненный конирный элемент, с опережением воздействуя на формующую плиту, начинает перемещать ее, демпфируя смыкание остальных плит.
Литьевая форма работает следующим образом.
В сомкнутую форму, установленную на плитах литьевой машины, впрыскивается разогретый полимерный материал. По литниковым каналам полимерный материал через точечные впуски поступает в формую- HiKC полости формы. После технологической выдержки литьевая форма раскрывается. Вначале образуется разъам между промежуточной плитой 3 и формующей н;1ит(1Й 4, изделие открывается от лит- iiHKOii и и:; к:;м йется из мат окцы. КчОпирный элемент П, сцепленный с кулачком 13, удерживаемым ограничителем 15, практически остается на месте без движения из-за сопротивления движению формующей плиты 4 от веса п. шты, тре1Н1я между втулкой и колонкой 9 и пружины 12, разжимающейся по мере перемещения промежуточной плиты 3. Переместившаяся на величину / промежуточная плита 3 вступает в контакт с буртом конирного элемента 11 и тем самым заставляет формуюнхую плиту 4 начать движение по направляюн1им колонкам 9. В момент отрыва формующей плиты 4 от непод- виж11ой литниковой плиты I производится извлечение литниковой системы из литниковой втулки, впусков и лову1нек. На участке движения, равно.м 1, формующая плита 4 посредством кулачка 13, сцеллепная с копир- ным элементом 11 и ограничителем 15, движется на раскрытие. В момент потери контакта кулачка 3 с ограничителем 15 кулачок 13 расцепляется с копир1 ым элементом 11 и формующая плита 4 останавливается из-за упоров 10. Подвижная часть литьевой формы нродо.лжает движение, F; момент контакта хвостовика 8 в негюдвижный упор литьевой машины п)иводпгся в движение плиты 5 с установлепнымк в них выталкивателями б и контртолкателями 7. Совершив движение на величи1- у /з Еыталкивате. н-i 6 сталкивают изделие, подвижная часть литьевой формы останавливается конечньпм выключателем литьев ЭЙ манзины. Для.повторения цикла литья литьевая форма сгуПз К :е :-ся
5
0
,В
0
b
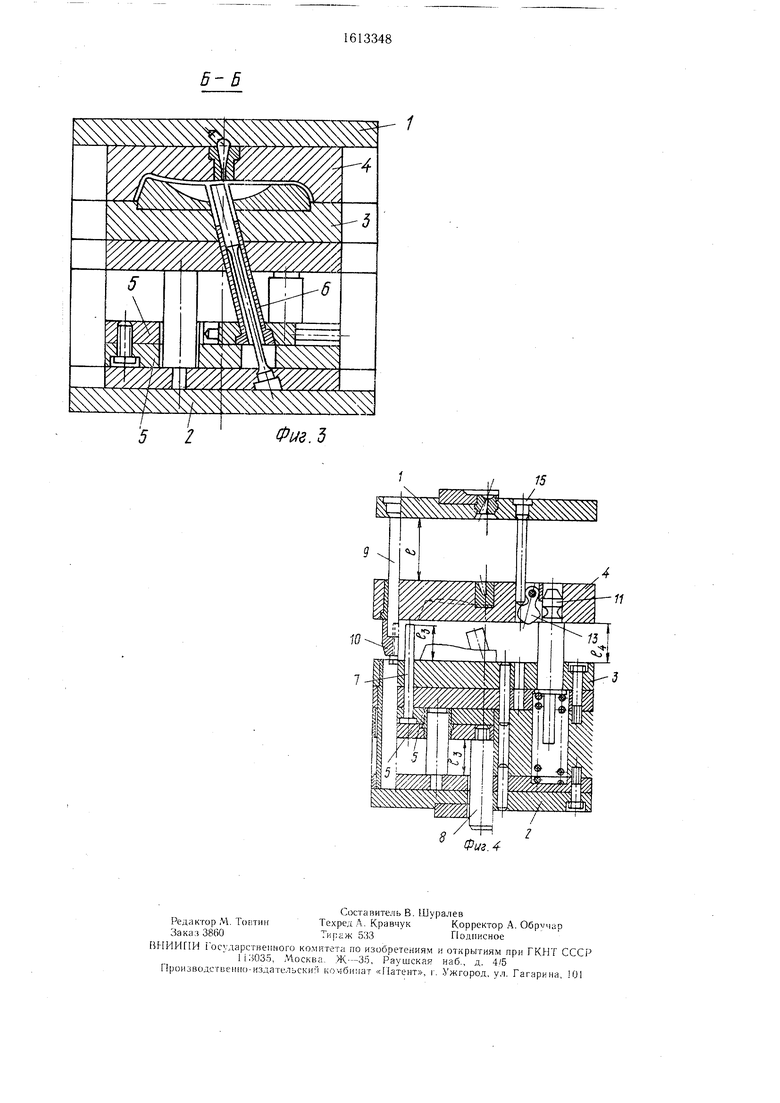
И ее части взаимодействуют следующим образом. Подвижная часть с выступающими над плоскостью промежуточной плиты 3 контртолкателями 7, выталкивателями 6, копирными стержнями 11, имеюш 1х вылет /4 относительно промежуточной плиты 3 боль- щий, чем вылет 1з контртолкателей, приближается к плоскости формующей плиты 4, находящейся в промежуточном разомкнутом положении (фиг. 4).
Передняя часть с копирными пазами копирных элементов 11 входит в соответствующие отверстия формующей плиты 4 до упора в уступ, образованный разностью диаметров. Подвижная часть литьевой формы, продолжая движение, частично сжав пружину 12 торцами контртолкателей 7, упирается в плоскость формующей плиты 4 и начинает ее смещать к неподвижной литниковой плите 1. В это же время неподвижный ограничитель 15 углубляется в отверстие формующей плиты 4 и начинает воздействовать на кулачок 13, поворачивая его на оси 14, своим выступом кулачок 13 входит в копирный паз копирного элемента 11. Дальнейшее движение подвижной части формы заверщается окончательным смыканием плит 1, 4, 3, по своим плоскостям, возвратом контртолкателей 7, выталкивателей 6 и плит 5 в исходное положение и утапливанием копирпых стержней 11, сжимающих пружины 12.
Формула изобретения
Литьевая форма для изготовления поли- мерпых изделий, содержащая неподвижную литниковую плиту, подвижную плиту, жестко связанную с промежуточной плитой, формующую плиту, механизм для разделения плит, включающий закрепленный в формующей плите замковый элемент с ограничителем его перемещения, выполненным в виде стержня и закрепленным в неподвижной литниковой плите, и установленный в промежуточной плите копирный элемент, отличающаяся тем, что, с це.лью гювыщения на- дежидсти работы формы и расширения технологических возможностей, копирный элемент выполнен в виде колонки с буртом для взаимодействия с формующей плитой и подпружинен в н правлении последней, а saFvi- ковый элемент в лполнен в виде щарнирно закрепленного в ||юрмующей плите кулачка.
8
Фиг. 2
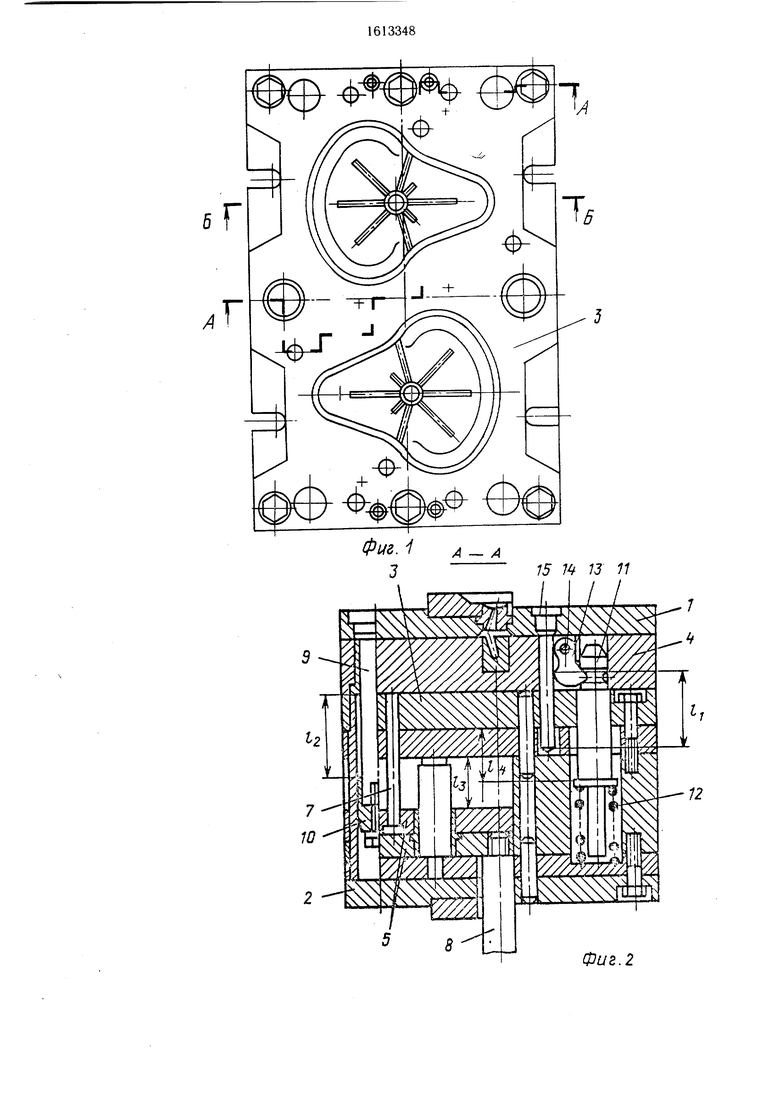
6- Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1981 |
|
SU958112A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1151477A2 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU712258A1 |
| СДВОЕННАЯ ПРЕССФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1966 |
|
SU214756A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU876462A1 |
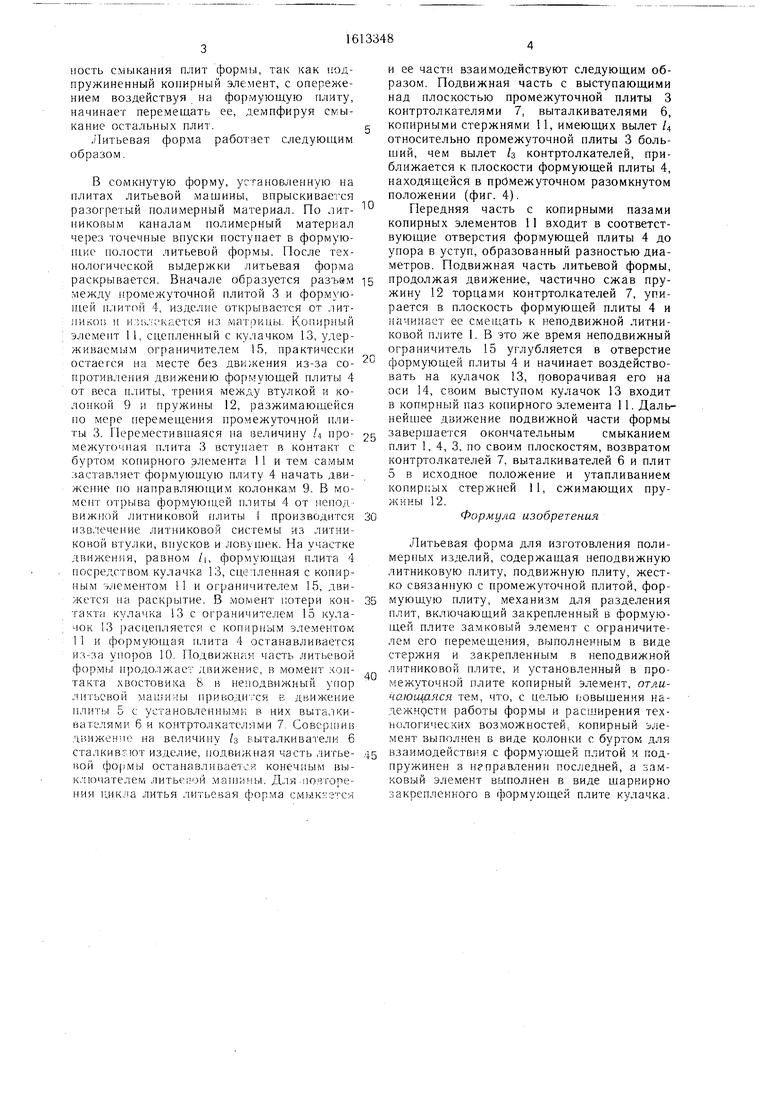
Изобретение относится к технологии полимерного машиностроения, в частности к литьевой форме для изготовления полимерных изделий, содержащей копирный и замковый элемент. Целью изобретения является повышение надежности работы формы и расширение технологических возможностей. Для этого копирный элемент выполнен в виде колонки с буртом для взаимодействия с формующей плитой и подпружинен в направлении последней, а замковый элемент выполнен в виде шарнирно закрепленного в формующей плите кулачка. 4 ил.
5 2
Фиг.д
