Изобретение относится к области переработки пластмасс, в изделия и может быть использовано в различных областях промышленности, например радиотехнической.
Известна литьевая форма для изготовления изделий из пластмасс, содержащая подвижную и неподвижную плиты, матрицу, знак и выталкивающую систему с центральным выталкивателем, выполненным в средней части в виде упругой спирали, например пружины, а между витками спирали помещен упругоэластичный материал.
Известная форма устраняет повреждения изделий при выталкивании. Однако она не обеспечивает стабильности работы и надежности конструкции вследстви наличия упругих элементов, также не исключается отрицательный эффект выстрела при достижении упругими элементами усилия выталкивания, вследствие возможных заеданий в системе выталкивания, а также возникает необходимость отделения от литниковой системы изделий посде их выталкивания из формы..
Известна также литьевая .для изготовления изделий из пластмасс, содержащая неподвижную литниковую плиту5 подвижную плиту, связанную с плитой матриц, плиты с выталкивателями изделий, выталкиватели литниковой системы и хвостовик.
В известной форме возникают ударны нагрузки в результате мгновенной остановки выталкивающей системы при раскрытии формы в момент наталкивания хвостовика формы на жесткий упор литьевой машины.
Вследствие ударных нагрузок, .воспринимаемых выталкивающей системой и прзссуемым изделием в .момент выталкивания последнего, возможны механичес кие повреннения изделий, а также поiломки выталкивателей.
Механические повреждения изделий, такие как трещины, расслоения, побеления зависят от формы и размеров изделия, величины технологических уклонов, марки и состояния материала, режимов прессования и т.д. Наличие их в формах с жесткой системой выталкивания объясняется низкой сопротивляемостью изделия местным динамическим нагрузкам () в начальный момент выталкивания.
Низкая стойкость выталкивателей в таких прессформах имеет место при получении изделий с элементами, имеющими относительно большие размеры по высоте (в направлении выталкивания) и малые поперечные размеры, как например изделия с высокими тонкими ребрами и выступами, изделий типа втуло малого диаметра и большой высоты с малыми технологическими уклонами, обусловленными классом точности изделий. Такие изделия требуют применения длинных выталкивателей с малым . поперечным сечением.
Це-ль изобретения - повышение качества изделий за счет исключения повреждений при выталкивании тонкостенных изделий с ребрами.
Поставленная цель достигается тем что форма снабжена шарнирно закрепленными на плите выталкивателей изделий двуплечими рычагами, одно плечо которых выполнено с криволинейной поверхностью, взаимодействующей с подвижной плитой, а другое плечо с выступом, причем в хвостовике выполнена кольцевая проточка, с которой взаимодействует выступ рычага, и тем, что форма снабжена размещенной между, плитами выталкивателей изделий .и матриц дополнительной плитой, в которой закреплены выталкиватели лит никовой системы.
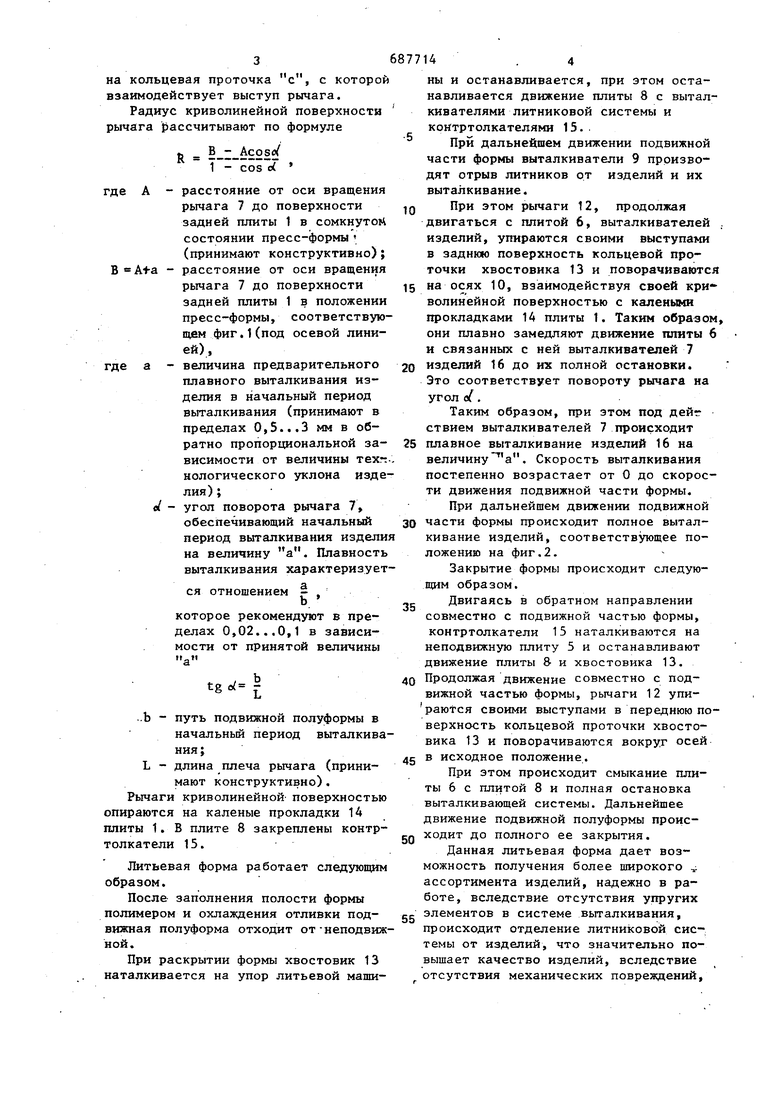
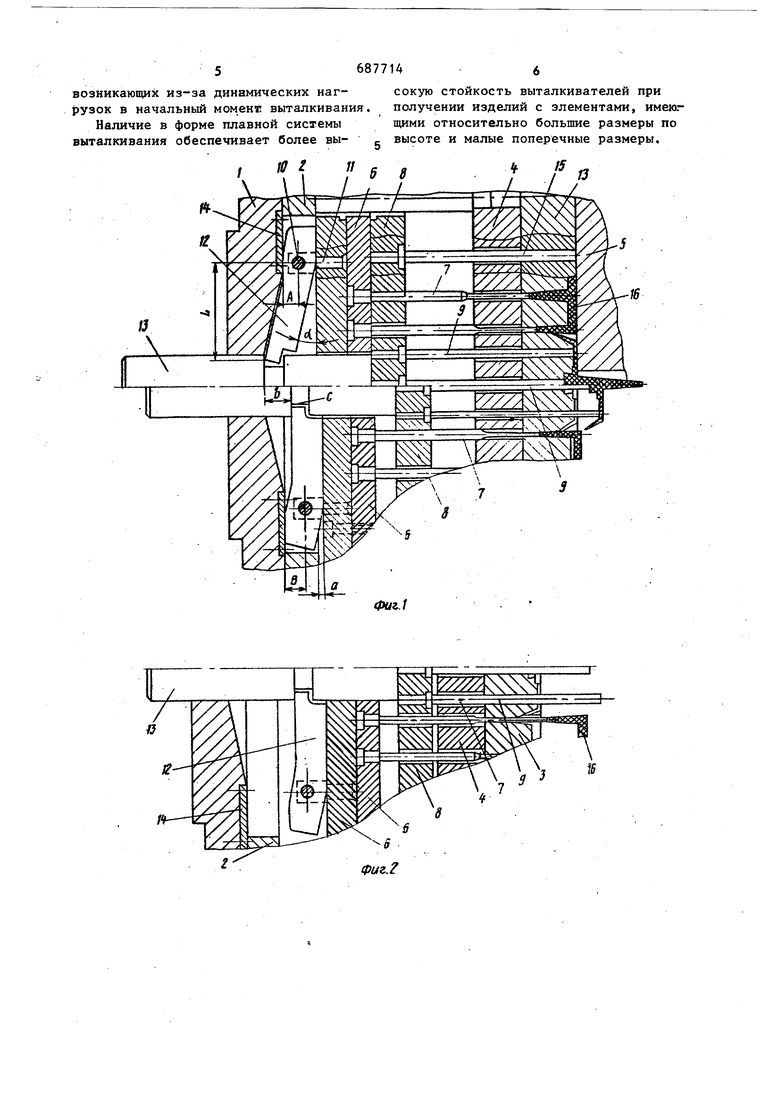
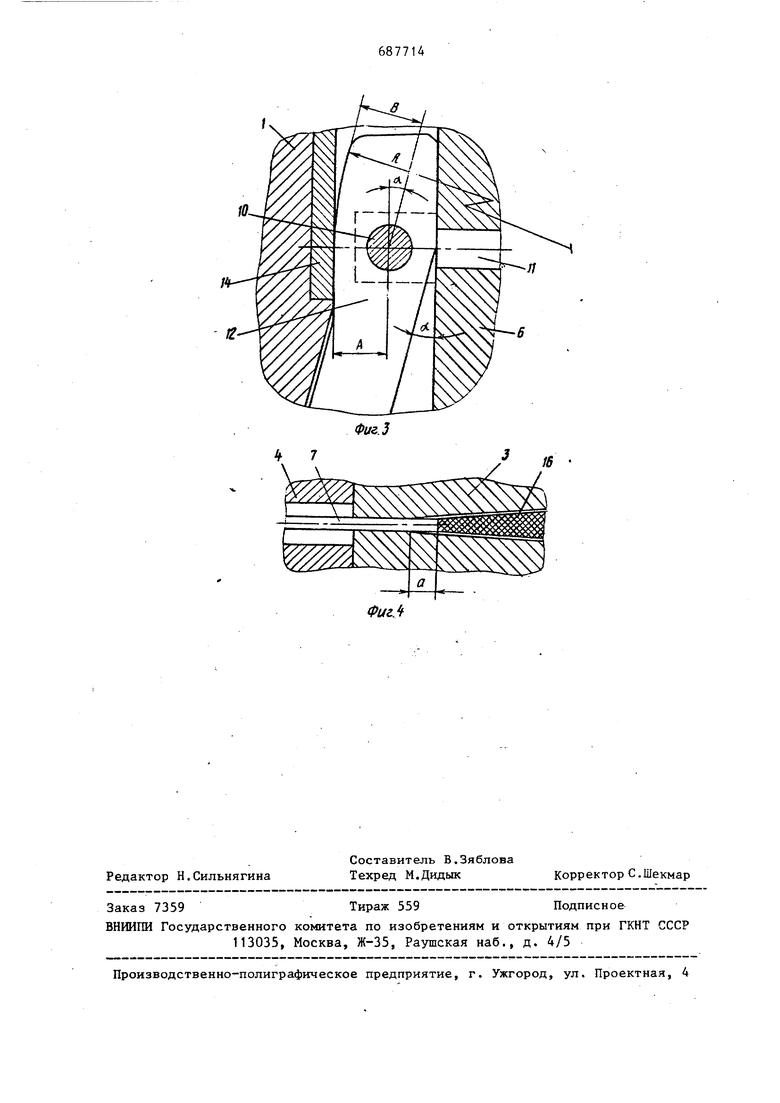
На фиг.1 изображена форма в разрезе, где над осевой линией условно показана в сомкнутом состоянии, под осевой линией в начальный период выталкивания; на фиг.2 показано положение выталкивающей системы в конечный . период выталкивания;-на фиг.3 одно плечо рычага в увеличенном масштабе; на фиг.4 - положение изделия в начальный период выталкивания.
Литьевая форма содержит подвижную плиту 1, на.которой закреплена опорная плита 2, плиту матриц 3, размещенную на промежуточной плите 4. и связанную с подвижной плитой 1, неподвижную литниковую плиту 5, плиту 6, в которой закреплены выталкиватели 7 изделий, и плиту 8 с выталкивателями 9 литниковой системы. На оси 10 и стойке 11 в плите 6 шарнирно закреплены двуплечие рычаги 12, одно плечо которых выполнено с криволинейной поверхностью, взаимодействующей с подвижной плитой 1, а другое плечо с выступом. В хвостовике 13 выполнена кольцевая проточка с, с которой взаимодействует выступ рычага. Радиус криволинейной поверхности рычага рассчитывают по формуле B ; Acoso( 1 - cos ai где А расстояние от оси вращения рычага 7 до поверхности задней плиты 1 в сомкнутом состоянии пресс-формы (принимают конструктивно); В «Afa - расстояние от оси вращения рьиага 7 до поверхности задней плиты 1 в положении пресс-формы, соответствую щем фиг. 1 (под осевой линией), величина предварительного плавного выталкивания изделия в начальный период выталкивания (принимают в пределах 0,5...3 мм в обратно пропорциональной зависимости от величины техг: нологического уклона изде лия) ; el - угол поворота рычага 7, обеспечивающий начальный период выталкивания издели на величину а. Плавность выталкивания характеризует ся отношением - , b которое рекомендуют в пределах О,02...0,1 в зависимости от принятой величины ..b - путь подвижной полуформы в начальный период выталкива ния J L - длина плеча рычага (принимают конструктивно). Рычаги криволинейной поверхностью опираются на каленые прокладки 14 плиты 1. В плите 8 закреплены контртолкатели 15. Литьевая форма работает следующим образом. После- заполнения полости формы полимером и охлаждения отливки подвижная полуформа отходит отнеподвиж ной. При раскрытии формы хвостовик 13 наталкивается на упор литьевой маши14 . 4 ны и останавливается, при этом останавливается движение плиты 8 с выталкивателями литниковой системы и контртолкателями 15. При дальнейшем движении подвижной части формы выталкиватели 9 производят отрыв литников от изделий и их выталкивание. При этом рычаги 12, продолжая двигаться с плитой 6, выталкивателей .. изделий, упираются своими выступами в заднюю поверхность кольцевой проточки хвостовика 13 и поворачиваются на осях 10, взаимодействуя своей криволинейной поверхностью с калеными прокладками 14 плиты 1. Таким образом, они плавно замедляют движение плиты б и связанных с ней выталкивателей 7 изделий 16 до их полной остановки. Это соответствует повороту рычага на угол а. Таким образом, при этом под дейг ствием выталкивателей 7 происходит плавное выталкивание изделий 16 на величину а. Скорость выталкивания постепенно возрастает от О до скорости движения подвижной части формы. При дальнейшем движении подвижной части формы происходит полное выталкивание изделий, соответствующее положению на фиг.2. Закрытие формы происходит следующим образом. Двигаясь в обратном направлении совместно с подвижной частью формы, контртолкатели 15 наталкиваются на неподвижную плиту 5 и останавливают движение плиты 8 и хвостовика 13. Продолжая движение совместно с подвижной частью формы, рычаги 12 упираются своими выступами в переднюю поверхность кольцевой проточки хвостовика 13 и поворачиваются вокруг осей в исходное положение. При этом происходит смыкание плиты 6 с плитой 8 и полная остановка выталкивающей системы. Дальнейшее движение подвижной полуформы происходит до полного ее закрытия. Данная литьевая форма дает возможность получения более широкого . ассортимента изделий, надежно в работе, вследствие отсутствия упругих элементов в системе выталкивания, происходит отделение литниковой системы от изделий, что значительно повышает качество изделий, вследствие отсутствия механических повреждений.
56877146
возникающих из-за динамических наг-сокую стойкость выталкивателей при
рузок в начальный момент выталкивания.получении изделий с элементами, имеюг
Наличие в форме плавной системыщими относительно большие размеры по
выталкивания обеспечивает более вы- высоте и малые поперечные размеры.
- // «г 1 15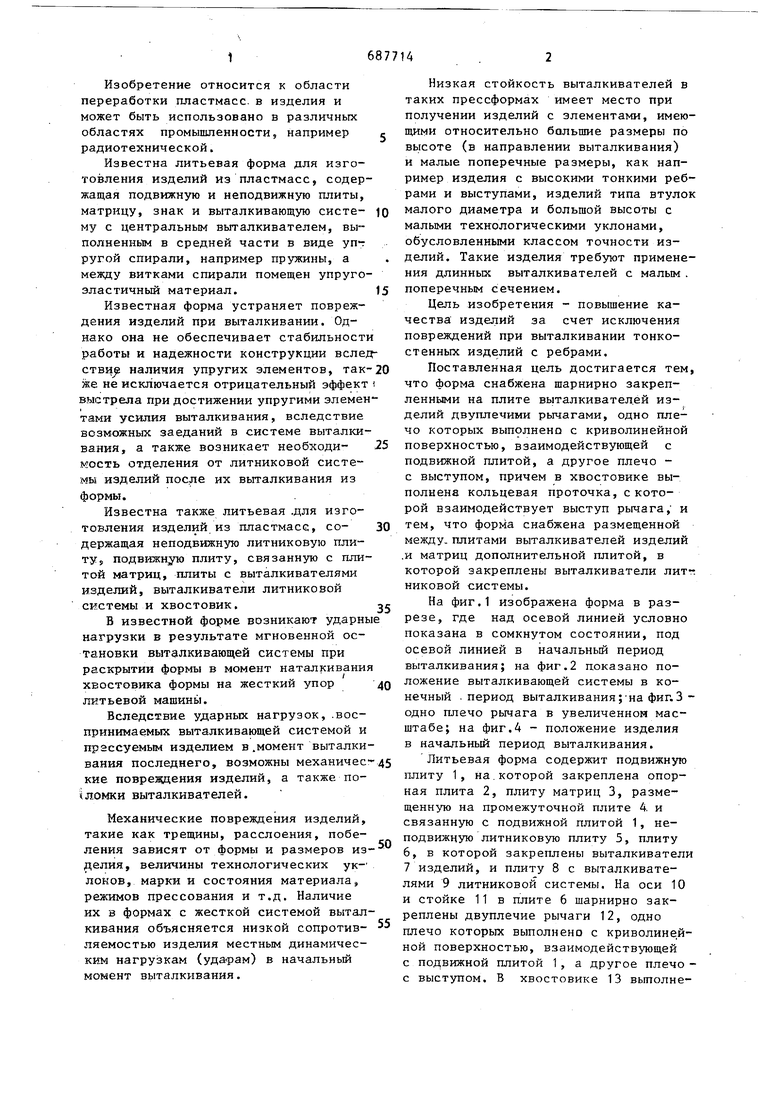
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU898697A1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая неподвижную литниковую плиту, подвижную плиту, связанную с плитой матриц, плиты с выталкивателями изделий, выталкиватели литниковой системы и хвостовик, отличающаяся тем, что, с целью повышения качества изделий за счет исключения повреждений при выталкивании тонкостенных изделий с ребрами, она снабжена шарнирно 'закрепленными на плите выталкивателей изделий двуплечими рычагами, одно плечо которых выполнено с криволинейной поверхностью, взаимодействующей с подвижной плитой, а другое плечо - с выступом, причем в хвостовике выполнена кольцевая проточка, с которой взаимодействует выступ рычага.2. Литьевая форма по п.1, о т - личающаяся тем, что она снабжена размещенной между плитами выталкивателей изделий и матриц дополнительной плитой, в которой закреплены выталкиватели литниковой системы.о?Wdd00^ ^
г
W
If
ю.
12
7
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 0 |
|
SU279025A1 |
| Солесос | 1922 |
|
SU29A1 |
| Под ред | |||
| Корсакова В.Д | |||
| Каталоггсправочник, 1967, ч.2, с.138, р.115 | |||
