1
Изобретение относится к переработке термопластов, а именно к устройству для вытяжки листов термопластов и может быть использовано в полимерном машиностроении.
Известно устройство для вытяжки листов термопластов, содержащее тянущий механизм с захватами, смонтированный на двух подвижных и двух неподвижных относительно рамы балках, взаимодействующих с ходовыми винтами и валами привода 1.
Недостатком этого устройства является отсутствие контроля параметров процесса вытяжки листов термопластов.
Ближайшим по технической сущности к предлагаемому устройству является устройство для вытяжки листов термопластов, содержащее камеру нагрева, размещенный в ней механизм растяжения, выполненный в виде захватов и привода 2.
Такое устройство не позволяет получить лист термопласта заданной конечной толщины, поскольку в процессе вытяжки контролируются только усилие и степень вытяжки, что, однако, не может однозначно характеризовать степень ориентации и зависит от скорости, температуры вытяжки и других параметров. Суммарная погрешность достигает 50%. Вследствие этого часть листов термопластов идет в брак или требует дополнительной механической доводки.
Цель изобретения - повышение качества листов термопластов.
Цель достигается тем, что в устройстве для вытяжки листов термопластов, содержащем камеру нагрева, размещенный в ней механизм растяжения, выполненный в виде захватов и привода, согласно изобретению на захвате механизма растяжения смонтирована скоба, выполненная в виде двух охватывающих лист термопласта шарнирно соединенных плеч, на каждом из которых установлен контакт датчика толщины листа термопласта, связанный с приводом механизма растяжения.
Кроме того, скоба установлена на верхнем или нижнем угловом захвате в направлении ориентации листа.
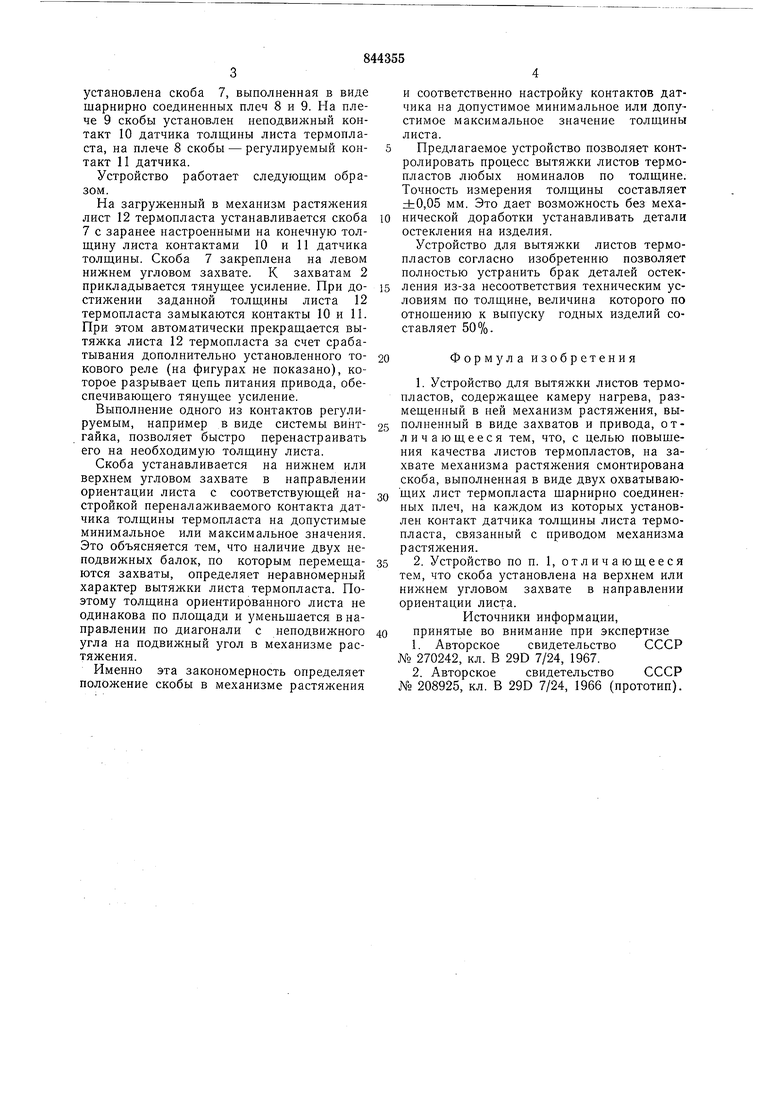
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А фиг. 1 (повернуто).
Устройство содержит камеру 1 нагрева, размещенный в ней механизм растяжения, выполненный в виде захватов 2 листа на взаимно перпендикулярных балках 3, 4, 5 и 6, две из которых 3 и 6 - подвижные и соединены с приводом (на чертежах не показан). На левом нижнем угловом захвате 2
установлена скоба 7, выполненная в виде шарнирно соединенных плеч 8 и 9. На плече 9 скобы установлен неподвижный контакт 10 датчика толщины листа термопласта, на плече 8 скобы - регулируемый контакт 11 датчика.
Устройство работает следующим образом.
На загруженный в механизм растяжения лист 12 термопласта устанавливается скоба 7 с заранее настроенными на конечную толщину листа контактами 10 и 11 датчика толщины. Скоба 7 закреплена на левом нижнем угловом захвате. К захватам 2 прикладывается тянущее усиление. Нри достижении заданной толщины листа 12 термопласта замыкаются контакты 10 и 11. При этом автоматически прекращается вытяжка листа 12 термопласта за счет срабатывания дополнительно установленного токового реле (на фигурах не показано), которое разрывает цепь питания привода, обеспечивающего тянущее усиление.
Выполнение одного из контактов регулируемым, например в виде системы винтгайка, позволяет быстро перенастраивать его на необходимую толщину листа.
Скоба устанавливается на нижнем или верхнем угловом захвате в направлении ориентации листа с соответствующей настройкой переналаживаемого контакта датчика толщины термопласта на допустимые минимальное или максимальное значения. Это объясняется тем, что наличие двух неподвижных балок, по которым перемещаются захваты, определяет неравномерный характер вытяжки листа термопласта. Поэтому толщина ориентированного листа не одинакова по площади и уменьщается в направлении по диагонали с неподвижного угла на подвижный угол в механизме растяжения.
Именно эта закономерность определяет положение скобы в механизме растяжения
и соответственно настройку контактов датчика на допустимое минимальное или допустимое максимальное значение толщины листа.
Предлагаемое устройство позволяет контролировать процесс вытяжки листов термопластов любых номиналов по толщине. Точность измерения толщины составляет ±0,05 мм. Это дает возможность без механической доработки устанавливать детали остекления на изделия.
Устройство для вытяжки листов термопластов согласно изобретению позволяет полностью устранить брак деталей остекления из-за несоответствия техническим условиям по толщине, величина которого по отнощению к выпуску годных изделий составляет 50%.
Формула изобретения
1. Устройство для вытяжки листов термопластов, содержащее камеру нагрева, размещенный в ней механизм растяжения, выполненный в виде захватов и привода, отличающееся тем, что, с целью повыщения качества листов термопластов, на захвате механизма растяжения смонтирована скоба, выполненная в виде двух охватывающих лист термопласта щарнирно соединенг ных плеч, на каждом из которых установлен контакт датчика толщины листа термопласта, связанный с приводом механизма растяжения.
2. Устройство по п. 1, отличающееся тем, что скоба установлена на верхнем или нижнем угловом захвате в направлении ориентации листа.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 270242, кл. В 29D 7/24, 1967.
2.Авторское свидетельство СССР № 208925, кл. В 29D 7/24, 1966 (прототип).
5
рушвд
i ./g
-J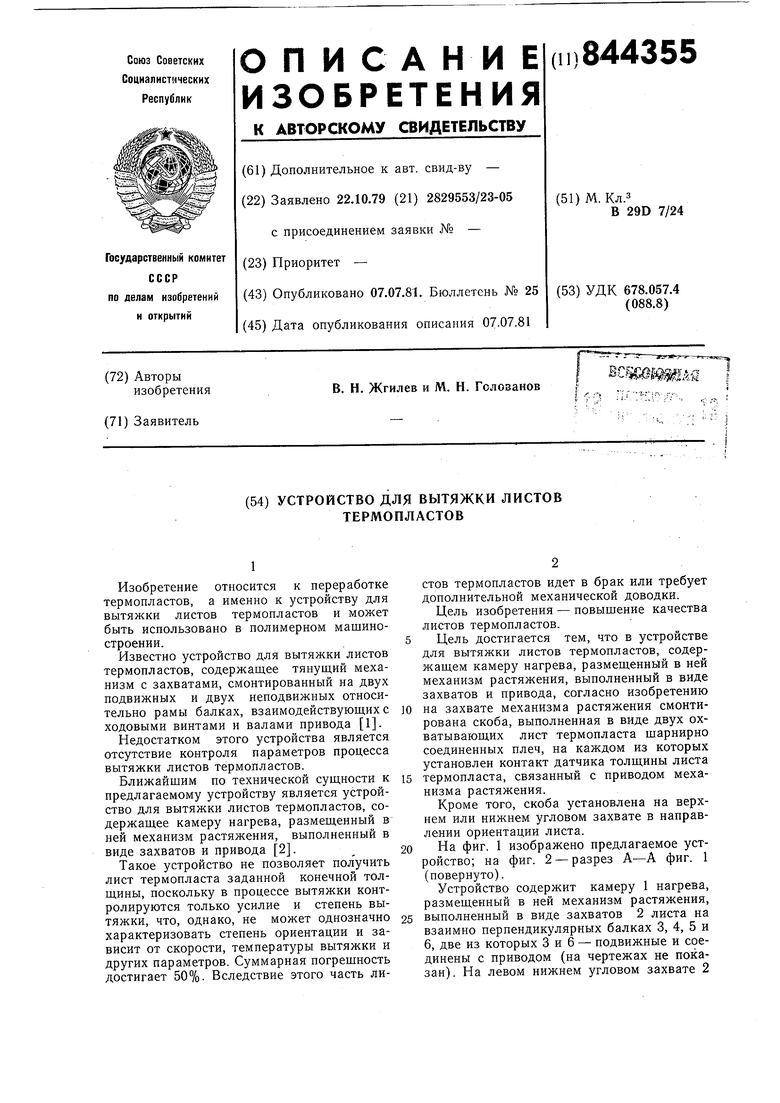
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосного растяжения термопластичных материалов | 1978 |
|
SU716845A1 |
| Устройство для двуосной вытяжки листов термопласта | 1990 |
|
SU1796476A1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Устройство для вытяжки листов термопласта | 1989 |
|
SU1609700A1 |
| Устройство для растяжения листов термопласта | 1980 |
|
SU925647A1 |
| Станок для вытяжки листов термопластов | 1977 |
|
SU738891A1 |
| Способ растяжения листа термопласта | 1991 |
|
SU1821391A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2010718C1 |
| Устройство для двухосной вытяжки листов термопласта | 1989 |
|
SU1763229A1 |
| Станок для вытяжки листов термопластов | 1978 |
|
SU706249A1 |
Фиг. 2.
