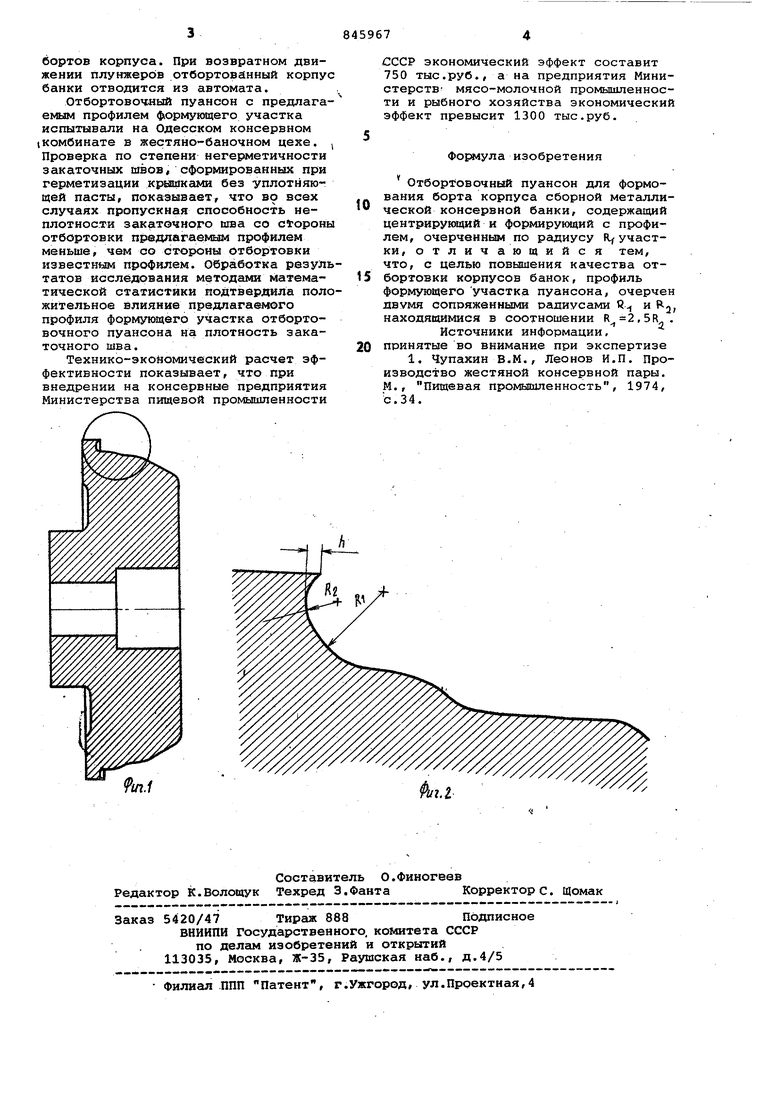
Изобретение относится к обработке металлов давлением и может быть чспользовано при изготовлении сборной метёшлической тары. Известен пуансон для отбортовки бортов корпусов сборной металлическо консервной банки,содержащий центриру ющий и формирующий с профилем, выпол ненным по радиусу R, участки ГЦ Недостатком такого пуансона является образование ложных закаточных швов из-за овальности корпусов и деформации фланцев бортов, Hapsnuaioi HX центровку крышек при герметизации ба нок при консервировании продуктов, быстрый износ резиновых шайб при испытании сборной металлической банки на герметичность, что приводит к понижению надежности работы испытатель ных автоматов. Цель изобретения - повышение каче ства отбортовки корпусов банок. Указанная цель достигается тем, что отбортованный пуансон для формования борта корпуса сборной металлической консервной банки, содержащий центрирующий и формующий с профилем/ выполненным по радиусу ft ,участки, выполнен с профилем формующего участ ка пуансона, образованным двумя сопряженными радиусами f ношении R 2,5R,j. На фиг.1 представлен отборто:ючный пуансон; на фиг.2 - профиль фориирующего участка отбортовочного . Радиус RI сопряжен с радиусои R таким образом,, что на рабочей п )верхности фланца отбортовочного пуа сона образована круговая канавка опр гделенной глубины. При испытаниях пуансона радиус R изменяют в диапазо 1-1,25-1 2,2-2,5, а радиус R Оптимальными при испытании оказ R 2,5 мм и , 1 мм, обесп вающие жесткость фланца борта к са после отбортовки. Отбортовоч пуансон является рабочим инстру том, используемым в отбортовочн« многопозиционных автоматах рото iHoro типа. Корпуса банок по течке поступают в гнезда двух приемных звезд, расположенных паргшлельно. С обгих сторон корпусов находятся соосн отбортовочные пуансоны, закрепленные на плунжерах. При поступательно движении плунжеров одновременно двух сторон в корпус банки вход1ят дентрируюоще, а затем формуюише участки пуансонов, происходит формирование одновременно по всему периметру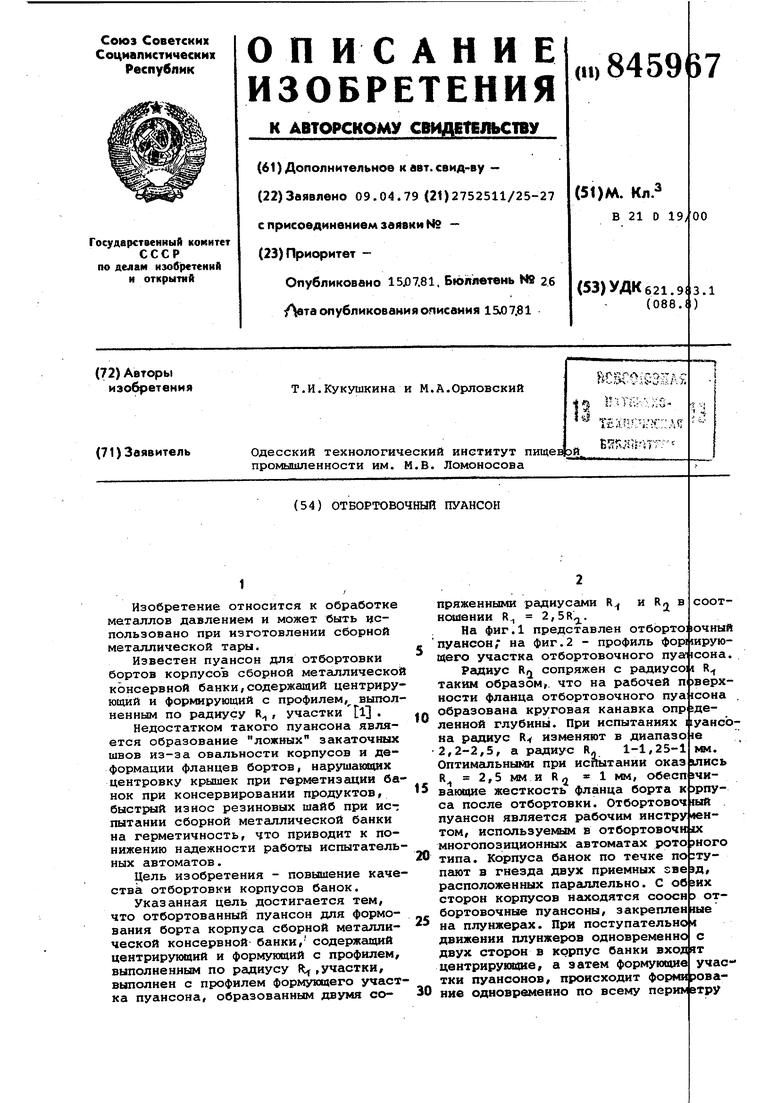
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки и отбортовки | 1974 |
|
SU518250A1 |
| Пластиковая банка | 2022 |
|
RU2795333C1 |
| Автоматическая линия для изготовления жестяных банок | 1977 |
|
SU871938A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Автомат для отбортовки и наружной и внутренней лакировки корпусов консервных банок | 1950 |
|
SU96802A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Комбинированный штамп для штамповки крышек к консервным банкам | 1976 |
|
SU579072A1 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| ПУАНСОН ДЛЯ ИЗГОТОВЛЕНИЯ БАНКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ | 2024 |
|
RU2837421C1 |
| Способ изготовления изделий с фланцами | 1978 |
|
SU679295A1 |
