(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТЯНЫХ БАНОК
I
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления жестяных банок.
Известна автоматическая линия для изготовления жестяных банок, включающая расположенные по ходу технологического процесса машину для изготовления корпусов банок, роторный отбортовочный автомат и закаточную машину 1.
Недостатком известной линии является низкая производительность.
Цель изобретения - повышение производительности.
Указанная цель достигается за счет того, что линия дополнительно снабжена еще, по крайней мере, одной машиной для изготовления корпусов банок, при этом роторный 5 отбортовочный автомат снабжен дополнительными приемными узлами по количеству машин для изготовления корпусов банок, а ротор роторного отбортовочного автомата снабжен носителями корпусов банок, установленными с возможностью перестройки в несколько рядов по количеству приемных узлов, причем каждая соосная пара отбортовочного инструмента роторного отбортовочного
автомата кинематически связана с одним носителем корпусов банок.
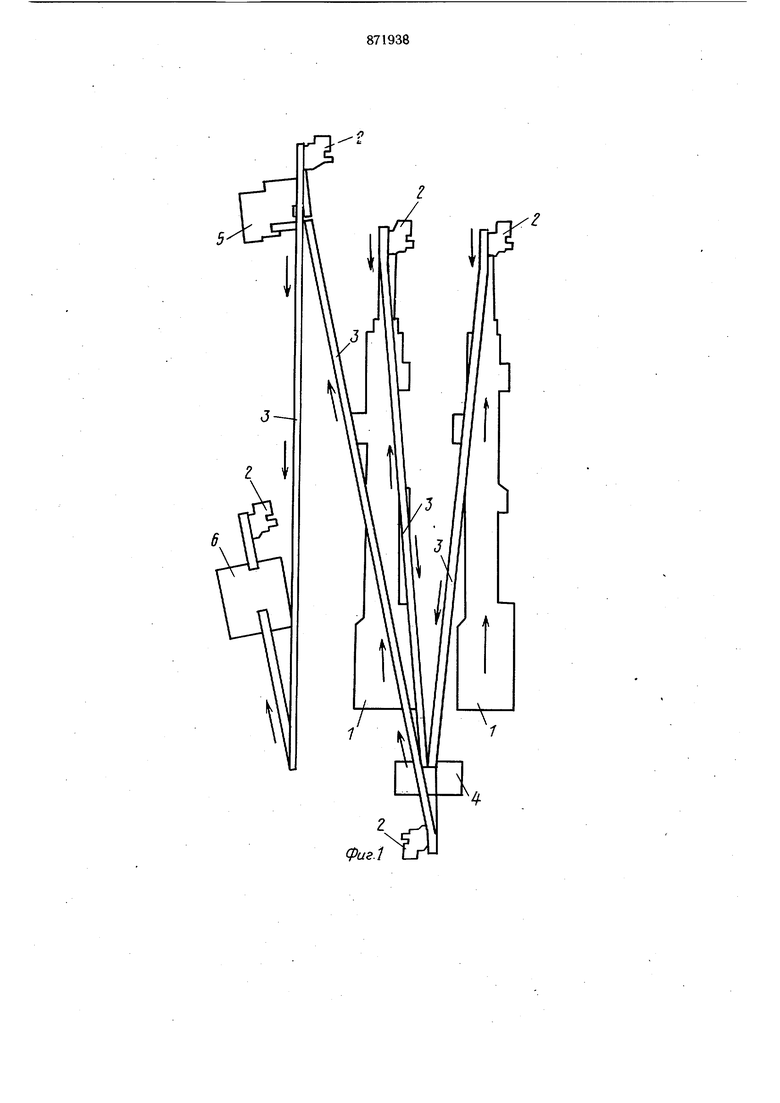
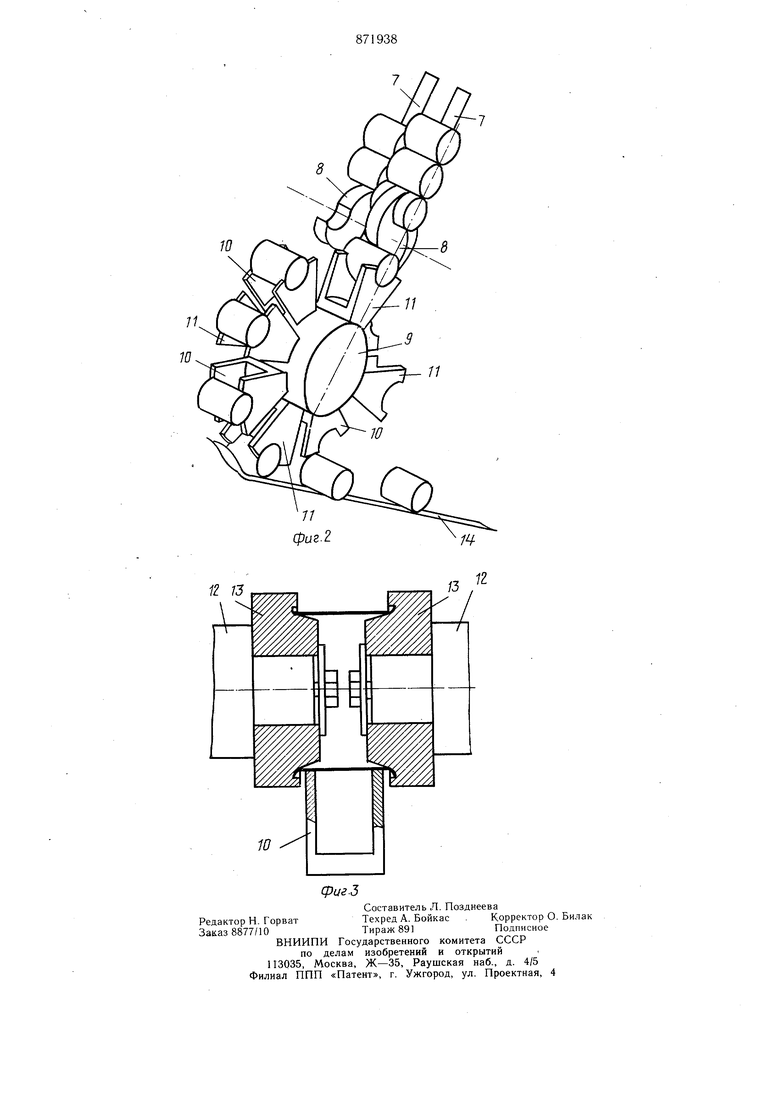
На фиг. 1 изображена предлагаемая компоновка жестянобаночной линии; на фиг. 2 - расположение и взаимодействие основных транспортирующих органов отбортовочного автомата; на фиг. 3 - сечение по рабочему инструменту отбортовочного автомата.в момент отбортовки корпуса.
Две машины для изготовлений корпусов банок 1, соединены каждая с помощью подъемника 2 и течки 3 с роторным отбортовоч10ным автоматом 4. После отбортовочного автомата в технологической последовательности установлены: закаточная машина 5 и испытательная машина 6. Стрелками показано направление перемещения заготовок в процессе их обработки на линии. Предлагаемый отбортовочный автомат имеет два одинаковых приемных механизма, каждый из которых содержит лоток 7 и звезду 8.
После приемных механизмов по ходу перемещения корпусов установлен отбортовочный ротор 9 с носителями 10 и 11, подвижными вдоль оси вращения ротора, и плунжерами 12 с пуансонами, также подвижными вдоль оси вращения ротора.
Плунжеры 12 с пуансонами размещены на роторе 9 попарно соосно по оси гнезда каждого носителя 10 или П..Снизу размещен выбросной лоток 14.
Линия работает следующим образом.
Заготовки корпусов, поступающие от параллельно работающих мащин 1, попадают от каждой машины на свой. приемный поток J, откуда пощтучно извлекаются соответствующей звездой 8 и переносятся к ротору 9. На роторе 9 заготовки корпусов размещаются звездой 8 в гнездах носителей 10, находящихся в этот момент в левом ряду, и носителей 11, состоящих в правом ряду. В процессе вращ,ения ротора 9 носители с установленными в их гнездах заготовками смещаются вдоль оси вращения ротора к середине, выстраиваясь в один ряд. В этот момент плунжеры 12 с пуансонами 13, также смещаясь вдоль оси вращения ротора, сжимают заготовку и производят ее отбортовку. Затем плунжеры 12 расходятся, а отбортованные корпуса однорядным потоком направляются в выбросной лоток 14. После этого расходятся носители, занимая каждый место в своем ряду.
В принципе таких рядов, в которых размещаются носители заготовок корпусов, может быть сколько угодно. Соответственно столько же может быть и приемных узлов в мащине, а следовательно мащина может принимать заготовки более чем от двух корпусообразующих мащин. Количество параллельно работающих корпусообразующих мащин в одной жестянобаночной линии при
применении предлагаемого отбортовочного автомата вопрос чисто экономической целесообразности.
Формула изобретения
Автоматическая линия для изготовления жестяных банок, включающая расположенные по ходу технологического процесса мащину для изготовления корпусов банок, роторный отбортовочный автомат и закаточную мащину, отличающаяся тем, что, с целью повыщения производительности, она дополнительно снабжена еще, по крайней мерам, одной мащиной для изготовления корпусов банок, при этом роторный отбортовочный автомат снабжен дополнительными приемными узлами по количеству мащин для изготовления корпусов банок, а ротор роторного отбортовочного автомата снабжен носителями корпусов банок, установленными с возможностью перестройки в несколько рядов по количеству приемных узлов.
2. Линия по п. 1, отличающаяся тем, что каждая соосная пара отбортовочного инструмента роторного отбортовочного автомата, кинематически связана с одним носителем корпусов банок.
Источники информации, принятые во внимание при экспертизе 1. Чупахин В. М. и Леонов И. Т. Производство жестяной консервной тары. М., «Пищевая промышленность, 1974, с. 61-62, рис. 33.
Г--1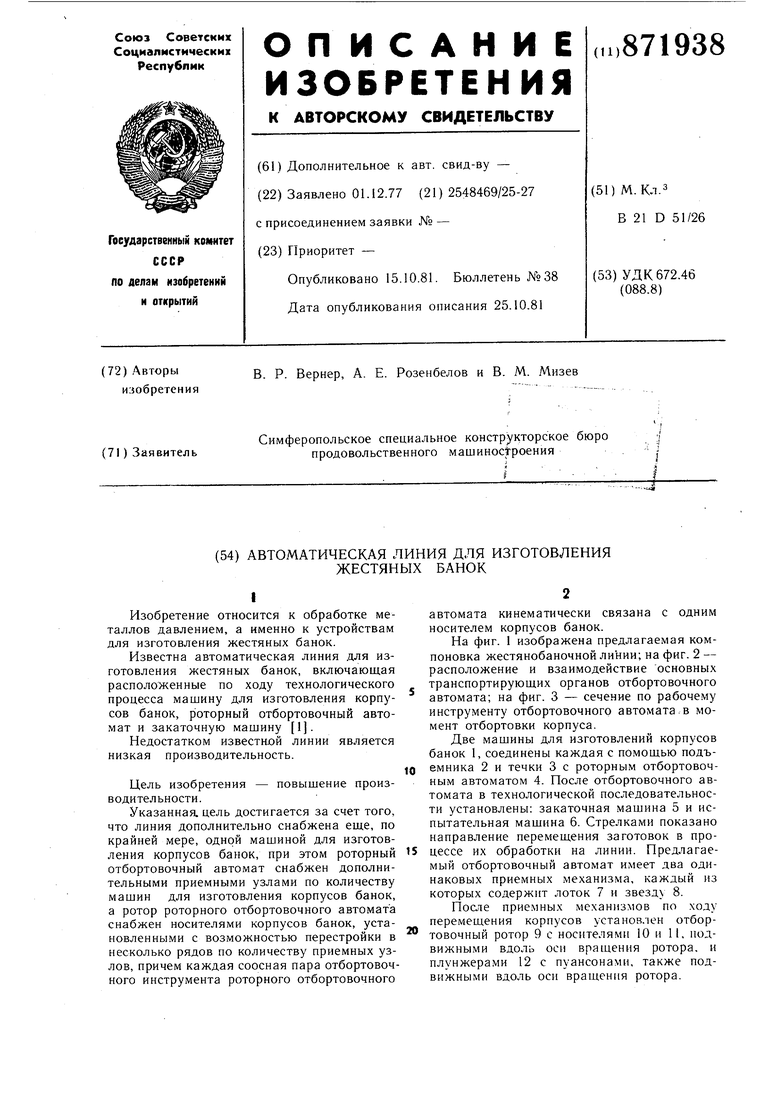
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления консервных банок из жести | 1961 |
|
SU147161A1 |
| Отбортовочный пуансон | 1979 |
|
SU845967A1 |
| Устройство для разрезания и отбортовки тонкостенных трубчатых заготовок | 1976 |
|
SU743759A1 |
| Автоматическая линия изготовления жестяных консервных банок | 1986 |
|
SU1362550A1 |
| АВТОМАТИЧЕСКАЯ ДВУХБАШЕННАЯ ВАКУУМЗАКАТОЧНАЯ МАШИНА ДЛЯ ЖЕСТЯНЫХ БАНОК | 1958 |
|
SU119083A1 |
| КОРПУСООБРАЗУЮЩАЯ МАШИНА С ВРАЩАЮЩИМСЯ КЛАПАНОМ ДЛЯ ПРЕОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ЧАШЕК В УДЛИНЕННЫЕ КОРПУСА БАНОК | 1995 |
|
RU2127647C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДНА БАНОК | 2008 |
|
RU2448800C2 |
| Двухбашенная ротационная закаточная машина, например, консервного производства | 1958 |
|
SU118467A1 |
| Пластиковая банка | 2022 |
|
RU2795333C1 |
| МАШИНА ДЛЯ ВЫГРУЗКИ ЖЕСТЯНЫХ БАНОК ИЗ АВТОКЛАВНЫХ КОРЗИН | 1972 |
|
SU323329A1 |