1
Изобретение относится к обработке металлов давлением,, а именно к способам изготовления изделий с фланцами.
Известен способ изготовления изделий с фланцами, включающий операции получения промежуточной заготовки с фланцем и ее прошивки, а также одновременные обрезку по контуру и отбортовку отверстия tl.
Недостатком этого способа является образование большого радиуса перехода от фланца к ступичной части июделия, что вызывает необходимость применения типовых процессов горячей штамповки и тем самым увелич.ивает расход материада и металлоемкость изделий.
Целью изобретения является экономия металла при изготовлении изделий.
Указанная цель достигается тем, что в процессе отбортовки к фланцу прикладывают радиальные сжимающие усилия.
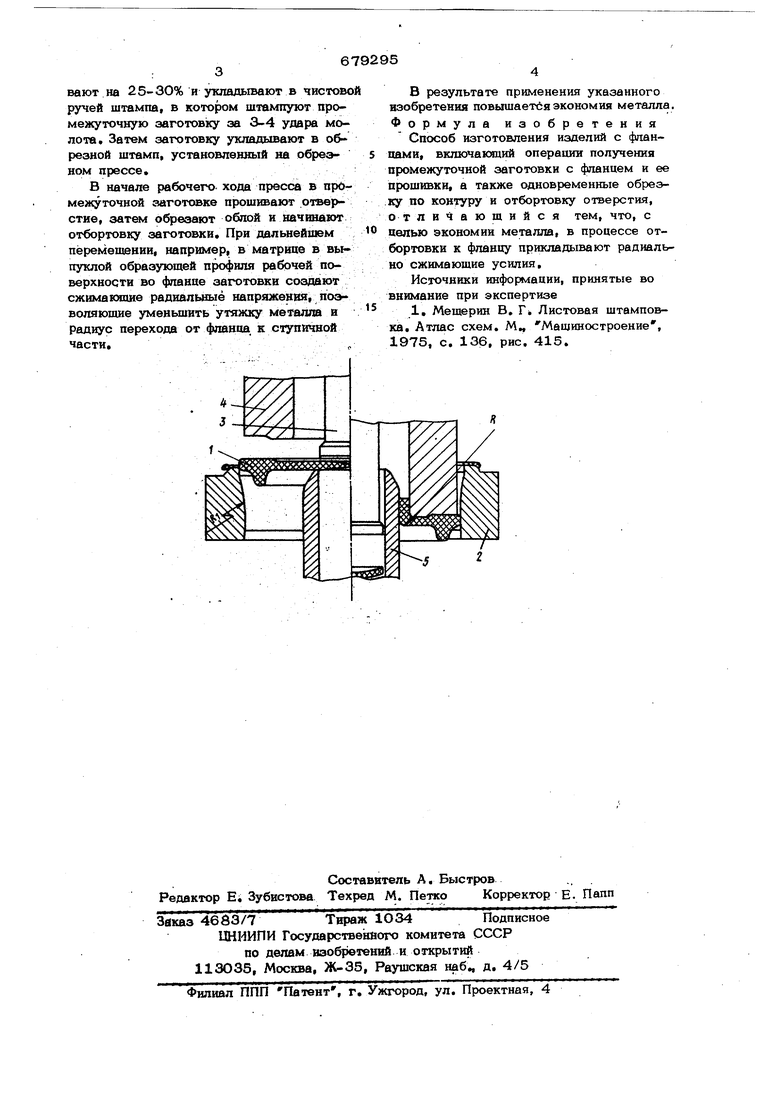
На чертеже приведена схема осуществления способа изготовления изделий с фланцами.
Промежуточную заготовку 1 укладывают на обрезную матрицу 2 и центрируют в ней по режущему пояску. Прошивнем 3 выполняют отверстие, а пуансоном 4 производят обрезку заготовки по контуру и передают усилие, необходимое для отбортовки. Под действием этого усилия заготсжка начинает перемещаться по отбортовочному пуансону 5, с образованием ступичной части изделия. В результате приложения к фланцу радиальных сжимающих усилий в процессе отбортовки получают изделия с минимальными радиусами R перехода .от фланца к ступице.
Предлагаемый способ штамповки реализуется следующим образом.
Исходную заготовку, отрезанную на прессножницах, например, из стали ЗбХС нагревают до ковочной температуры (116О-122О°С) и передают на паровоздушный штамповочный молот. На молотовом штампе нагретую заготовку осаживают на 25-30% и укладывают в чистов ручей штампа, в котором штампуют промежуточную заготовку за 3-4 удара молота. Затем затчзтовку укладывают в обрезной штамп, установленный на обрезном прессе.
В начале рабочего- хода пресса в промежуточной заготовке прошивают отверстие, затем обрезают облой и начинают отбортовку заготовки. При дальнейшем перемещении, например, в матрице в выпуклой образующей профиля рабочей поверхности во флаиае заготовки создают сжимающие радиальные напряжения, позволяющие уменьшить утяжку металла и Радиус перехода от фпйнт к ступичной части.
В результате применения указанного изобретения повышается экономия металла
Формула изобретения
Способ изготовления изделий с фланцами, включающий операшга получения промежуточной заготовки с фланцем и ее прошивки, а также одновременные обреэку по контуру и отбортовку отверстия, отличающийся тем, что, с Целью экономии металла, в процессе отбортовки к фланцу прикладывают радиально сжимающие усилия,
Источники информации, принятые во внимание при экспертизе
1, Мещерин В, Т. Листовая штамповка. Атлас схем, М„ Машиностроение, 1975, с, 136, рис, 415,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1156770A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Способ изготовления поковок | 1980 |
|
SU946766A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления поковок типа фланцев со ступицей | 1985 |
|
SU1248712A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ изготовления патрубков сфлАНцЕМ | 1978 |
|
SU841772A1 |
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
