(54) ТАНГЕНЦИАЛЬНАЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьб | 1990 |
|
SU1722672A1 |
| Плашка резьбонакатная | 1983 |
|
SU1072968A1 |
| Тангенциальная резьбонакатная головка | 1981 |
|
SU946755A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
| Тангенциальная резьбонакатная головка | 1986 |
|
SU1310085A1 |
1
Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания резьб.
Известна тангенциальная резьбонакатная головка, содержащая два резьбонакатных ролика с винтовой резьбой, размещенные в корпусе на жестко закрепленных в нем роликодержателях, причем оси роликов параллельны 1.
Наиболее близким к предлагаемому является тангенциальная резьбонакатная головка, содержащая два резьбонакатных ролика с винтовой резьбой и перекрещивающимися осями, размещенные в корпусе на жестко закрепленных в нем роликодержателях 2.
Недостатком данных резьбонакатных головок является низкая стойкость инструмента и низкое качество накатываемой резьбы из-за наличия самопроизвольного осевого перемещения роликов вдоль оси обрабатываемого изделия, возникающее от неравенства углов подъема резьб роликов и изделия.
Цель изобретения - повыщение стойкости роликов и качества обрабатываемой резьбы.
Поставленная цель достигается тем, что тангенциальная резьбонакатная головка, содержащая два резьбонакатных ролика с винтовой резьбой, размещенные в корпусе на роликодержателях, снабжена двумя соосными осями, жестко закрепленными в корпусе, параллельными линии, проходящей через геометрические центры роликов и перпендикулярной оси накатывания, а роликодержатели установлены с возможностью независимого один от другого адаптивного поворота вокруг осей.
10
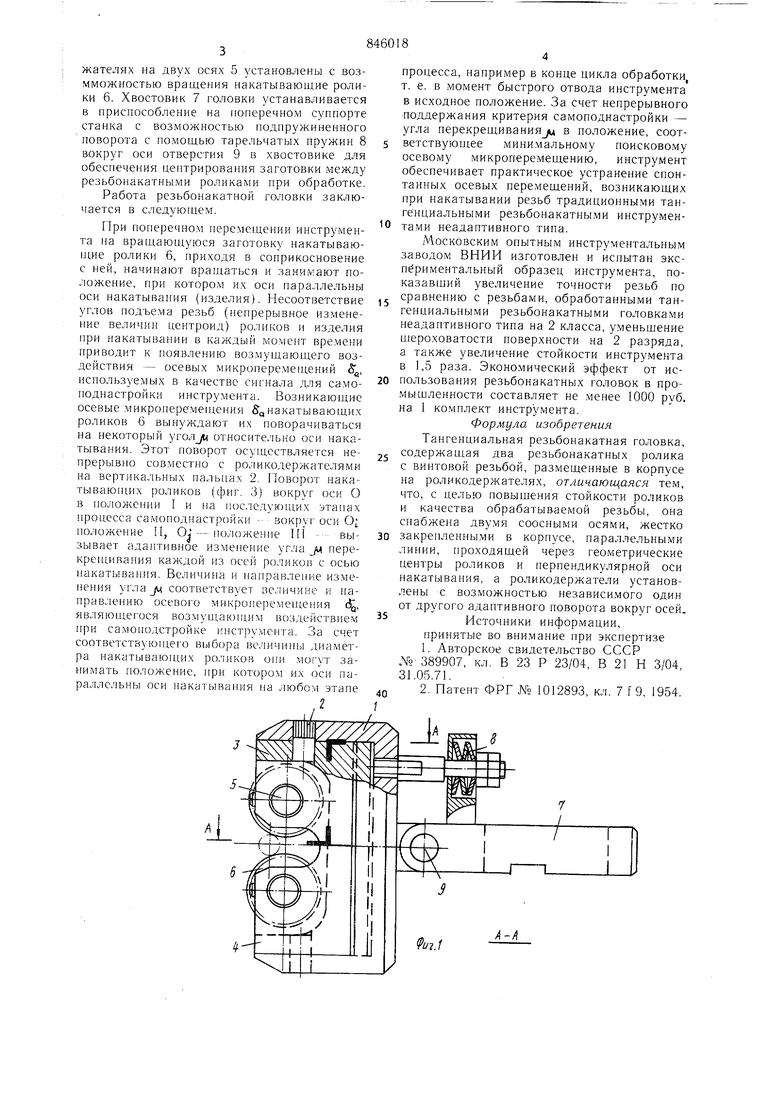
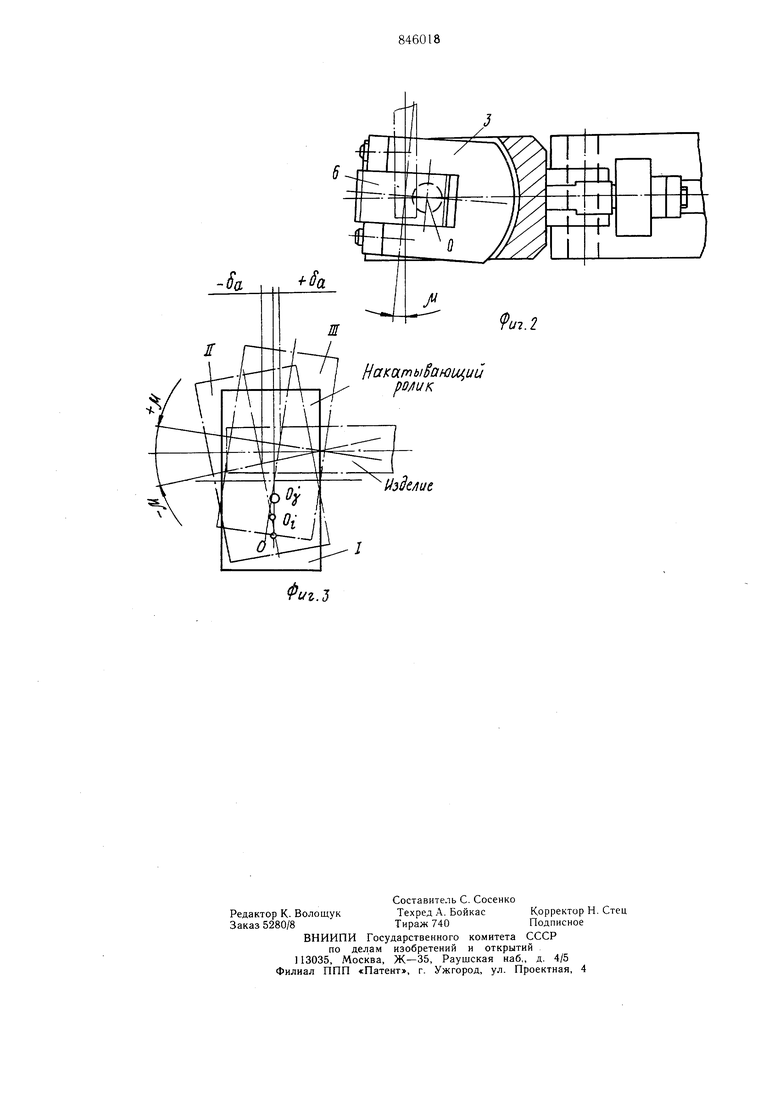
На фиг. 1 представлена резьбонакатная тангенциальная головка в начальный момент накатывания, вид сбоку; на фиг. 2 - то же, в некотором промежуточном положении при накатывании резьбы, вид сверху, разрез А-А на фиг. 1; на фиг. 3 - схема самоустановки
15 накатываемого ролика около оптимального положения.
Резьбонакатная тангенциальная головка состоит из корпуса 1 с жестко установленными в нем и соосно расположенными двумя
30 вертикальными пальцами 2, несущими роликодержатели 3 и 4, которые имеют возможность поворота независимо друг от друга вокруг вертикальных пальцев. В роликодержателях на двух осях 5 установлены с возмможностью вращения накатывающие ролики 6. Хвостовик 7 головки устанавливается в приспособление на поперечном суппорте станка с возможностью поднружиненного поворота с помощью тарельчатых пружин 8 вокруг оси отверстия 9 в хвостовике для обеспечения центрирования заготовки между резьбонакатными роликами при обработке. Работа резьбонакатной головки заключается в следующем. При ноперечном перемещении инструмента на вращающуюся заготовку накатываюпще ролики б, приходя в соприкосновение с ней, начинают врапхаться и занимают положение, при котором их оси параллельны оси накатывания (изделия). Несоответствие углов подъе.ма резьб (непрерывное изменение величин центроид) роликов и изделия при накатывании в каждый момент времени приводит к появлению возмущающего воздействия - осевых микроперемещений S, используемых в качестве сигнала для самоподнастройки инструмента. Возникающие оеевые микроперемеишння Sgнакатывающих роликов 6 вынуждают их поворачиваться на некоторый ( относительно оси накатывания. Этот поворот осуществляется непрерывно совместно с роликодержателями на вертикальных пальпах 2. Поворот накатываюп1их роликов (фиг. 3) вокруг оси О в положении I и па последующих этапах процесса самоподнастройки -- вокруг оси О положение И, Oj - положение 1П - - вызывает адаптивное изменение угла перекрещивания каждой из осей ролнкои с осью накатьвания. Величина и направление из.менения угла jM соответствует величине и паправлению осевого мнкронеремещения с, являющегося возмущающим воздействием нри самонодстройке инструмента. За счет соотБетствую1цего выбора ве,1ичины диаметра накатывающих роликов они могут занимать положение, нри котором их оси параллельны оси накатывания на любом этапе Процесса, например в конце цикла обработки, т. е. в момент быстрого отвода инструмента в исходное положение. За счет непрерывного поддержания критерия самоподнастройки - угла пepeкpeщивaнияJц в положение, соответствующее минимальному поисковому осевому микропере.мещению, инструмент обеспечивает практическое устранение спонтанных осевых перемещений, возникающих при накатывании резьб традиционными тангенциальными резьбонакатными инструментами неадаптивного типа. Московским опытным инструментальным заводом ВНИИ изготовлен и испытан экспериментальный образец инструмента, показавший увеличение точности резьб по сравнению с резьбами, обработанными тангенциальными резьбонакатными головками неадаптивного типа на 2 класса, у.меньщение щероховатости поверхности на 2 разряда, а также увеличение стойкости инструмента в 1,5 раза. Экономический эффект от использования резьбонакатных головок в промыщленности составляет не .менее 1000 руб. на 1 комплект инструмента. Формула изобретения Тангенциальная резьбонакатная головка, содержащая два резьбонакатных ролика с винтовой резьбой, размещенные в корпусе на роликодержателях, отличающаяся тем, что, с целью повыщения стойкости роликов и качества обрабатываемой резьбы, она снабжена двумя соосными осями, жестко закрепленными в корпусе, параллельными линии, проходящей через геометрические центры роликов и перпендикулярной оси накатывания, а роликодержатели установлены с возможностью независимого один от другого адаптивного поворота вокруг осей. Источники информации, принятые во вни.мание нри экспертизе 1.Авторское свидетельство СССР №389907, кл. В 23 Р 23/04, В 21 Н 3/04, 31.05.71. 2.Патент ФРГ № 1012893, кл. 7 f 9, 1954.
