/ ff 1г
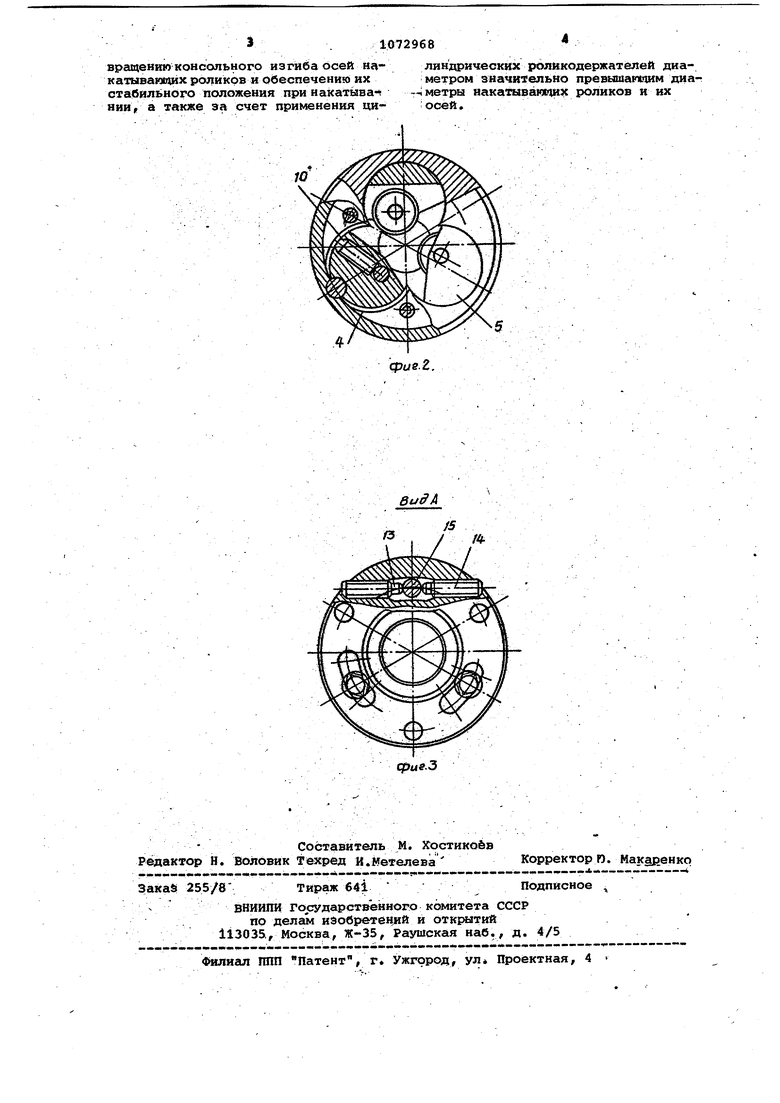
ривЛ Изобретение относится к обработк металлов без снятия стружки с использованием металлорежущих станков и может быть использовано при холод ном накатывании резьбы. Известна плащка реэвбонакатная, состоящая из разрезного корпуса, накатываквдих роликов, установленных с возможностью вращения на осях, регулировка диаметра накатываемой резьбы осуществляется за счет упругой деформации разрезного корпуса, инструмента Cl . Недостатками данного инструмента являются небольшая его жесткость, исключающая .возможность накатывагния точной резьбы и отрицательно сказывающаяся на стойкости накатывающих роликов, а также узкий диапазон регулирования диаметров накатываемых .резьб, обусловленный небольшой допустимой регулировочной величиной упругих перемещений разжимного корпуса инструмента. ; Известна плгшжа резьбонакатная, содержащая -корпус с накатыв мцими роликами и механизм настройки на диаметр накатываемой резьбы 22. Недостатком известной плашки рёзь бонакатной является консольная установка накатывакяцих роликов на эксцентриковых осях, что уменьшает жест кость инструмента, снижает точность накатываемой резьбы и уменьшает стойкость роликов, использование в инструмента эк сцен триасовых осей приводит к сужению диапазона обрабатываемых диаметров резьбы. Цель изобретения - повышение точности накатываемой резьбы, расширени диапазона обрабатываемых диаметров и увеличение стойкости накатываемых роликов. Поставленная цель достигается тем что в плашке резьбонакатной с хвосто виком, содержащей корпус с накатывающими роликами и механизм настройки на диаметр накатываемой резьбы, корпус выполнен с возможностью углового поворота относительно хвостовика, а механизм настройки на диаметр нака тываемой резьбы выполнен в виде уста новленных в корпусе держателей с П-образными пазами для бесконсольного размещения в них накатывающих роликов , при этом последние установлены в роликодержателях эксцентрично.. Плашка снабжена штифтами, связывающими каждый из держателей с хвостовиком с возможностью их поворота относительно корпуса. На фиг. 1 доказана плашка резbtбонакатная, разрез по оси инструмента; на фиг. 2 - то же, вид справа на фиг. 3 - вид А на фиг. 1. Плашка резьбонакатная состоит из корпуса 1, жестко соединенного с .держателем 2 посредством крепежных винтов 3. В отверстиях 4 корпуса бесконссльно установлены цилиндрические роликодержатели 5, имеющие П-образные пазы б, в которых эксцентрично осям роликодержателей размещены накатываемые ролики 7. Накатывающие ролики Установлены на цилиндрических осях 8, расположенных в отверстиях 9 роликодержателей. От осевого перемещения оси накатываквдих роликов удерживаются опорными винтами 10. Роликодержатели кинематически связаны с держателем 2 посредством штифтов 11, одним концом установленных в держателе, а другим входящих в радиальные пазы 12 роликодержателей. Держатель имеет дугообразные пазы 13, в один из которых с двух сторон входят регулировочные винты 14, упирающиеся в крепежный винт 15. Регулировка на требуемый размер накатываемой резьбы осуществляется при отвернутых крепежных винтах 3 (фиг. 1), которые располагаются в пазах держателя и имеют резьбовое соединение с корпусом. При вращении регулировочных винтов 14 происходит поворот корпуса относительно держа- теля. Штифты 11, перемещаясь по радиальным пазам роликодержателей 5, поворачивают их вокруг оси плашки. Тем самьм обеспечивается перемещение резьбонакатных роликов к оси изделия или от нее в широком диапазоне диаметров, что обусловлено большой величиной эксцентриситета роликодержателей. Большая .величина эксцентриситета в плашке достигается путем введения в ее конструкцию цилиндрических роликодержателей, диаметр которых значительно больше, чем диаметр осей накатывающих роликов и самих роликхэв. При использовании плашки резьбонакатной на токарных станках заготовку устанавливают и закрепляют в патроне передней ба-бки, а плашку либо в задней бабке, либо-на суппорте станка. Плашка подводится к вращакяцейся заготовке и слегка поджимается к -ней. После того, как заготовка захватывает плашку, последняя перемещается вдоль оси заготовки, накатыва1Я на ней резьбу-заданной длины, изменяя направление вращения изделия, а инструмент свинчивается с изделия для начала нового цикла обработки. Использование предлагаемой плашки резьбонакатной позволяет повысить точность накатываемой резьбы, расширить диапазон обрабатываемых диаметров и увеличить стойкость накатывакицих роликов при сравнительно небольших габаритах инструмента, благодаря преДотвращению консольного изгиба осей накатывающих рояи ков и обеспечению их стабильного положения при накатываниИ|г а также за счет применения цилиндрических роликодержателей диаметром значифельно превышаюспим диа-1 метры накатыватфкх роликов и их ;осей.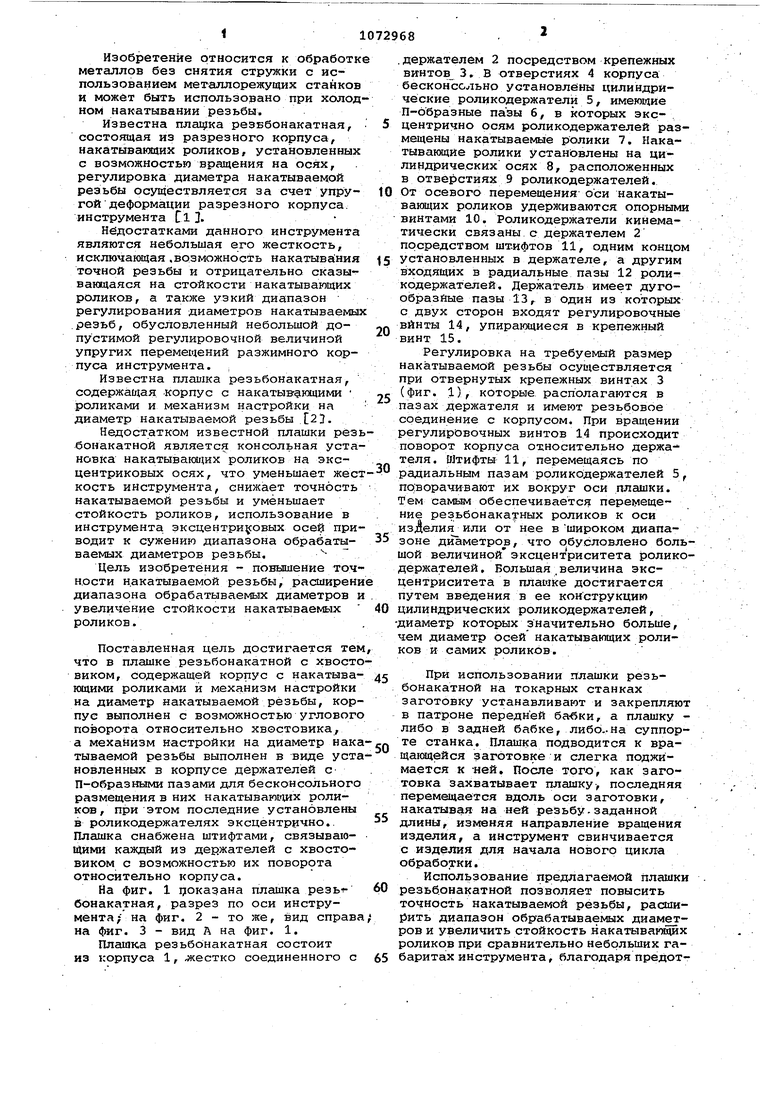
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная плашка | 1982 |
|
SU1071343A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Устройство для накатывания резьб | 1990 |
|
SU1722672A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Тангенциальная резьбонакатная го-лОВКА | 1979 |
|
SU846018A1 |
| Плашка для накатывания резьбы | 1961 |
|
SU144145A1 |
| Устройство для накатывания резьб | 1981 |
|
SU963650A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
1. ПЛАШКА РЕЗББОНАКАТНАЯ с хвостовиком, содержащая корпус с накатываищими роликами и механизм нас1 ройки на диаметр накатываемой резьбы, отличающаяся тем, что, с целью повышения точности накатываемой резьбы, .расширения диапазона обрабатываемых диаметров VL увеличения стойкости накатывамрщх роликов, корпус выполнен с возможностью углового поворота относительно хвостовика, а механизм настройки на диаметр накатываемой резьбы выполнен в виде установленных в корпусе держателей с П-образными пазами для бесконс ольного размещения в них , наказллвирщх роликов, при этом последние установлены в держателях эксцентрично. 2. Плашка по п. 1, о т л и ч аю щ а я с я тем, что она снабжена штифтами, связыва 01цими каждый из S держателей с хвостовиком с возможностью их поворота относительно корпуса.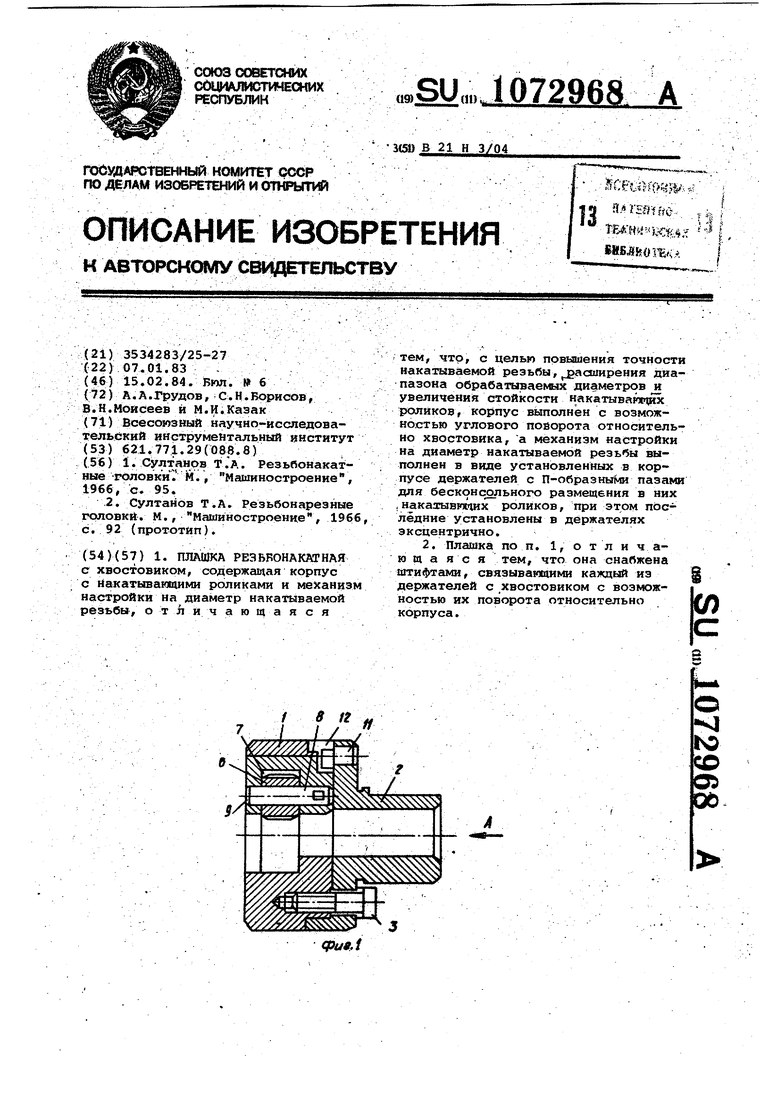
{itфие.Э
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Султанрв Т.А | |||
| Резьбонакатные рОловкиГ М., Машиностроение, 1966, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Султанов Т.Д | |||
| Резьбонарезные гчэловкй | |||
| М., Машиностроение , 1966 г с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
