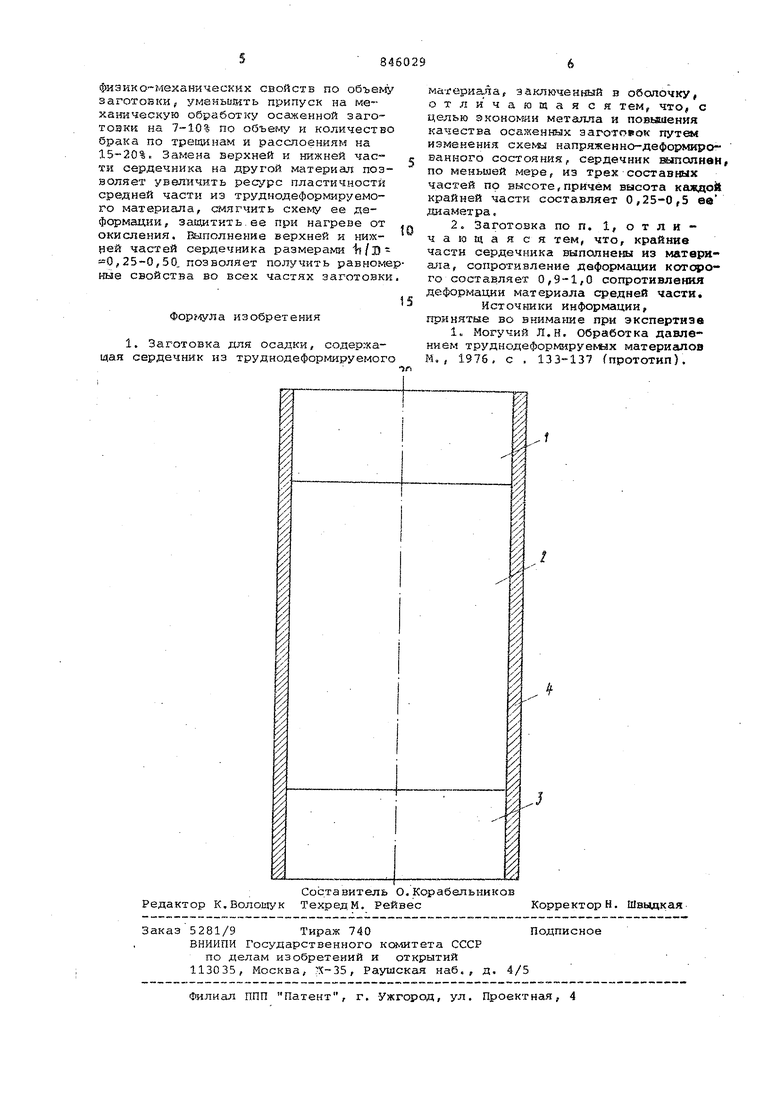
Изобретение относится к обработке металлов давлением и может быть использовано при ковке труднодеформиpyeNbix (малопласткчных) материалов. Известна заготовка для осадки, содержащая сердечник из трудиодеформируемого материала и охватывсиоадую его оболочку. При: осадке этой заготовки оболочка, дефсгрмируясь, оказыва ет боковое противодавление на сердеч шк, повышая пластичность &го материала за счет смягчения схемы напряженного состоя ник |l . Однако при осадке заготовок диамет ром более 100 &l со степенью деформации более 50% для создания подпора необходимо применять оболочки с теш-, щиной стенки более 15 мм.Изготовление и применение таких оболочек увеличив-а ет трудоемкость и металлоемкость процесса, припуски на механическую обработку деформированных полуфабрикатов и снижает коэффициент использования материал.а. При осадке дисков, и заготовок с отнсядением высоты к диаметру (H/D) менее 1, лаже, при деформации на 25-35% несмотря на наличие подпорной оболочки на сердечника образуются мелкие тршдины, крупна1я пористость, что гребуе-г увеличения при пусков на механическую обработку. При дальнейшей деформации эти дефекты могут приводить к растрескиванию поковок. Кроме того при осадке характерная, для этого процесса неоднородность деформгщин по объему заготовки, приводящая к неоднородности физикомеханических свойств, увеличивается за счет заклинивания торцов сердечника. Цель изобретения - экономия металла и повышение качества осажденных заготовок за счет обеспечения однородности свойств по всему объему поковки, улучшения структуры поковки и уменьшения трещин и расслоений путем изменения напряженно-дефорладрованного состояния сердечника заготовки. Поставленная цель достигается тем, что в заготовке для осадки, содержащей сердечник из труднодеформируемого материала, заключенный в оболочку, сердечник выполнен, по меньшей мере, из трех составных частей по высоте, причем высота каждой крайней части состакгяет 0,25-0,5 ее диаметра, Крайние части сердечника целесообразно выполнять из материала, сопро-тивление деформации которого составляет 0(. сопротивления деформации материала средней части. На чертеже изобра кеиа зазготовка, обцгий вид, Заготовка соддаржит сердечник например е5ернл., состоящий из верхней иасти 1 средней 2 и ннжкей 3, постаЕленных одна на другую и раэ Мшд-аннай в оболочка 4. t Верхняя часть 1 и нижняя имакт зысотш к ,)Г5- аметру( в интарвалй 0#25-0f5, Кроме тогор соггротивление деформации частей I к 3 равно Cf,,0 сопротивлению деформацйк части 2, т.е частт 1 и 3 могут быть тлнолнены из другого мгй™ тер1-г ;ша с сопротивланкем деформации рГлВНсям KJisi меньшим аредизй части сер дечника,- Средняя Чс1сть 2 сердечника может J. в cBCJJo очере.дь, быть цельг-гой клн составлена из яескольккл: частей ) р к м ер, В цк.ггнндрическуто оболочку к:- стсиги ст., 3 толаикой 5 ьфг устаназлявают одна на другую 34 атотовки («:астк :;врдечника) из горячеткадайленноj4j прутка бериллия, -Отисхявние 1 Ь;согы ясел сборки сердвчкика к диаметру составляет 2f0-3,О, --- 0,25-0f5, Осадке подвергают заготовки о ,1Л.{а.атром 70-150 мм, ко с .ранаки:е.т,м-соотноыеякя высоты к диаметру верхней п нижней составных частей,, Осадку г5ро,иЕ водят в глухом коктейаере со степенью деформации 5 заготовок, на1третык до , В качестве с;раанитеяьнмх характеристи выбраил количестно брака к припуск ки г СлДнородность махагшчаскяк свойс и электропрОЕОДностк . Прэ1угагаемая конструкция заготоа ::и позволяет гкзвыскть ресурс пласти чкосУМ сериллнеззсго сердечника при КЗ :10--20% по сравнению с нзКйстаой заготовкой, когда осадка пр ИЗЭО.ДИТСЯ иапькой заготовки Х5 обсзлочке, в отдг-льности Повйшенке ресурса Я;ласт}1ч;иостлг объясняется С1«ягчагакем «гхемгг напряжеано-дафорк ; рованнохо состоикия на бокоаой поверхнос1;К сардачникоз заготовок в опасном местй (средняя по высоте ча боковой поаеркностн). ,л,;-;ал.из напрк.жыкнО дефор /:41розаиной сеаки ,, канесе ной на боконун) поверхность эаг-отово с различким отношением Н/Д, которые СБО(5одно оса;кнвай тсн Ш1итамя пресса до разауиедаш, покаэыва.ет уменьшея ге в 5личз иь5 ра стягиваюа его. напряжения с уяелкч.енкам отнолгания .высоты к диаметру. Однако с увеличением ж-гсоты заготовок и сг-дяг - гением напр экенйо--.;теФор 5- ронанного с ост ок ни я по зыт ае т ся к е од в ор од i-r остЬ деформс1ции по объему заготовки, осе- бекно при степени деформаи.ии менее 69%, Поэтог увеличение ресурса пластичности за счет увелнчешя высоты исходной заготовки нежелательно нз-за. снижения однородности физико-механкчаских ствойств по объекту деформкрованного папуфабриката. Одновременное повызленне однородности деформации и ресурса пластичности достигается при рсадке столба заготовок, т,е, когда эсаживаег-жй сердечник выполнен составным иэ трех и более частей, поставленных одна на другу-гз. При этом увеличение общей высоты заготовки способствует увеличению ресурса пластичности а уме - ыпенне h/Д крайних частей actroToBKH и выполнение заготовки составной по высоте способе .вт уменьшению неоднородности деформации. Вархн.чя и нижняя заготовки л,ля локализации в них зон затрудненной деформации выполнены о пред еле:-; ной высо т ы с с о от н oai е ни е м h / тд 0,25-0,50. Гл у бина зон затрудненной деформации, определяющая высоту заготовок зависит от условий трения ка контактных поверхностях , Высота Берхпей и нижней частей деформируемого стержня определяется КЗ соотрюшекия п/Д 0,25-0,50,, : так как при данном соотношении исключается образование зон затрудненной деформации в средних заготовках. -Il большинстве случаев при осаддке труднодеформируемглх материалов необходим яэ.грев заготовки с Поэтому лля заищты от окисления дефор.шруемого материала верхнюю и нижглюю- части сердечника можно изготовлять из другого материала, ко имегощего сопротивления ,Г4еформаид1К 0,9-1,0 от сопротивления средней чггстн заготовки. Указанное соотксшение обеспечивает адекватность киме;матики при осадке сос1а:вной заготовки. При его преБы;т;е -;ин осадка средних частей сер.дечт;и са будет проKOfliiTb по схеме, близкой к прошивке, при уменьшении его по этой схеме будут деформироваться (райнке заготовки, И 3 том и Б другом случае узел и чтл вает ся, н вод яород н о ст ь д е фор мации заготовки, э вместо с ней и неоднород ностЬ физико-механических свойств по объект;/ дефор11ируемой заготовки. Так,, при осадке беркллкеного сердечниica с сопротивлением деформации ISOIS 5 г-Ша верхняя и нижняя части сердечника 6fc7JTH замене -Ь ка стальные таких же размеров с сс-протт-;влением деформадин 135-150 Ш1а. Свойства материала, при тг5КОй. замег-;е на уровне;; осадки заготовки я:з трех (бериллкевых частей и на 20-30% зьаие, чем при ,ке о,ельяой бериллиеьой заготовки/ Таким образом, предлагаемая заготовка для асадка позволяет за счет составной констру аи-1и д е Фор - руемо го сердечника увегшчкть одиородиость фиэико механичвски : свойств по объему заготовки, умакьишть припуск на мехагтаческую обработ;Су осаженной загстоэки на 7-10% по объему и количество брака по трегдинам и расслоениям на 15-20%, Замена верхней и нижней частя сердечника на другой материал позволяет увеличить ресурс пластичности средней части из труднодеформируемого материала, алягчитъ схему ее деформации, защитить.ее при нагреве от окисления. Выполнение верхней и нижней частей сердечника размерами 11/33 0,25-0,50. позволяет получить равноме ные свойства во всех частях заготовки Фор /5ула изобретения 1. Заготовка для осадки, содержащая сердечник из труднодеформируемого ма-гериа.гга, за ключей шли в оболочку, от л и чающаяся тем, что, с целью эконо я1и металла и повьдиения качества осаженных заготовок путет изменения схеь& напряженно-деформиро ванного состояния, сердечник шлполивН, по меньшей мере, из трех составных частей по высоте,причём высота каждой крайней части составляет 0,25-0,5 ее диаметра, 2. Заготовка по п. 1, отличаю щ а я с я тем, что, крайние части сердечника выпсшнены из материала, сопротивление деформации которого составляет 0,9-1,0 сопротивления деформации материала средней части, Источники информации, принятые во внимание при экспертизе 1. Могучий Л.н. Обработка давлением тpyднoдeфop мpye «ax материгшов М, , 1976, с . 133-137 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для осадки | 1981 |
|
SU1011311A1 |
| Способ осадки поковок | 1988 |
|
SU1613233A2 |
| Способ осадки заготовок из труднодеформируемых материалов и устройство для его осуществления | 1986 |
|
SU1412866A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2335372C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
