tc
ОС О) О5
Изобретение относится к обработке металлов давлением и может быть использовано при осадке заготовок из труднодеформируемых металлов и сплавов, в том числе на алюминиевой основе.
Цель изобретения - повышение коэффициента использования металла и снижение усилия деформирования.
На чертеже изображено устройстао для осуществления способа.
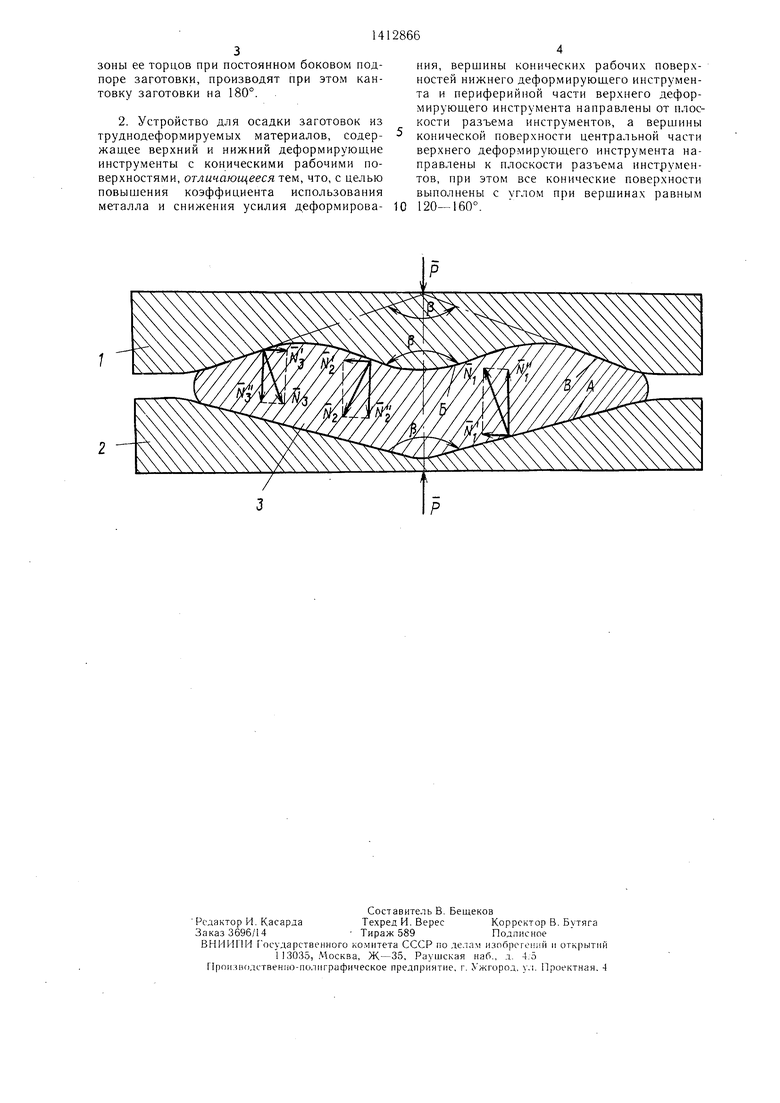
Устройство состоит из верхнего деформирующего инструмента 1 и нижнего деформирующего инструмента 2. Нижний деформирующий инструмент выполнен с одной конической поверхностью А. Верхний деформирующий инструмент выполнен с двумя коническими поверхностями Б и В. Угол р при верщине всех конических поверхностей одинаков. Диаметр основания центральной конической поверхности верхнего деформирующего инструмента равен начальному диаметру заготовки.
Осадку осуществляют следующим образом.
Заготовку 3 устанавливают на нижний деформирующий инструмент 2, коническая поверхность которого способствует ее устойчивому положению. Со стороны верхнего деформирующего инструмента действует усилие Р, под действием которого происходит деформация. Во время деформации на заготовку со стороны поверхности А действует усилие N, которое можно разложить на горизонтальную N и вертикальную Л составляющие. Со стороны поверхности Б на заготовку действует усилие NZ, которое можно разложить на горизонтальную Л/2 и вертикальную Л/2 составляющие. Со стороны поверхности В на заготовку действует усилие Л/3, которое можно разложить на горизонтальную A/j и вертикальную Л/з составляющие.
Горизонтальные составляющие Л/1 и N z создают подпор течению металла в диаметральном направлении и тем самым препятствуют образованию трещин на ее боковых поверхностях. Горизонтальная составляющая Л/2 способствует течению металла в диаметральном направлении и тем самым снижает усилие деформации. Носле кантовки на 180° и последующей деформации происходит выгибание центральной зоны заготовки в противоположную сторону, т. е. получают комбинированную схему деформации сжатие-изгиб.
Пример. Изготовляют бойки в соответствии с предлагаемым способом с углами при верщинах конических поверхностей 115, 120, 140, 160 и 165°. Испытания проводят на заготовках 0 50 мм и высотой 100 мм из стали ЖС6-К. Вели-чина обжатия заготовки между кантовками составляет; 0,04, 0,05, 0,10, 0,15, 0,16 и 0,20 ее текущей высоты.
Выравнивание торцовых поверхностей производят на плоских бойках. Общая величина относительной деформации составляет 0,60.
В результате осмотра осаженных заготовок и анализа макро- и микроструктуры ус- тановлено, что при осадке с величиной обжатия заготовки между кантовками 0,04 ее текущей высоты происходит резкий рост зерна; при осадке с величиной обжатия заготовки между кантовками 0,05, 0,10, 0,15 ее текущей высоты достигаются хорошее
качество поверхности и равномерная проработка структуры при деформации инструментом с углами при вершинах конических поверхностей 120, 140 и 160°; при осадке с величиной обжатия заготовки между кантовками 0,16 и 0,20 ее текущей высоты резко возрастает усилие в конце единичного обжатия; при осадке с углом при вершине конической поверхности 165° на боковых поверхностях заготовок имеются трещины; при осадке в бойках с углом при вершинах
конической поверхности резко возрастает усилие деформирования, которое определяют с помощью манометра, установленного на прессе; при осадке с величиной обжатия заготовки между кантовками 0,15
ее текущей высоты инструментом -с углами при вершинах конических поверхностей равными 140°, достигается максимальное снижение усилия по сравнению с прототипом (на 20%); при этом осмотр осаженных заготовок показывает полное удаление окалины
с их поверхностей.
В результате испытаний установлено, что при осадке инструментом с углами при вершинах конических поверхностей более 160° не достигаются улучшение качества поковок и снижение усилия деформации, а при осадке
инструментом с углами при вершинах конических поверхностей менее 120° резко возрастает усилие деформации.
Кантовка заготовки из труднодеформируемого материала после каждого обжатия на величину менее 0,05 высоты существенно
снижает производительность процеса, а также приводит к резкому росту зерна, что говорит о критической степени деформации, Кантовка заготовки из труднодефоршируе- мого материала после каждого обжатия на величину более 0,15 высоты не обеспечивает снижения усилия деформации.
Формула изобретения
1. Способ осадки заготовок из трудноде- формируемых материалов, заключающийся в периодическом приложении деформирующего усилия к заготовке, ее обжатии и последующем выгибании ее торцовых поверхностей, отличающийся тем, что, с целью по- вьцпения коэффициента использования ме- талла и снижения усилия деформирования, после каждого обжатия заготовки на величину 0,5-0,15 от ее высоты, производят смену выпуклости и вогнутости центральной
зоны ее торцов при постоянном боковом подпоре заготовки, производят при этом кантовку заготовки на 180°.
2. Устройство для осадки заготовок из труднодеформируемых материалов, содержащее верхний и нижний деформирующие инструменты с коническими рабочими поверхностями, отличающееся т&м, что, с целью повышения коэффициента использования металла и снижения усилия деформирования, верщины конических рабочих поверхностей нижнего деформирующего инструмента и периферийной части верхнего деформирующего инструмента направлены от плоскости разъема инструментов, а верщины
конической поверхности центральной части верхнего деформирующего инструмента направлены к плоскости разъема инструментов, при этом все конические поверхности выполнены с углом при вершинах равным
120-160°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения осесимметричных заготовок и устройство для его осуществления | 1984 |
|
SU1281329A1 |
| Способ получения проката из труднодеформируемых и тугоплавких металлов и сплавов | 1977 |
|
SU732041A1 |
| Инструмент для осадки с кручением | 1985 |
|
SU1315095A1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2047415C1 |
| Способ радиальной ковки заготовок преимущественно из труднодеформируемых металлов и сплавов | 1987 |
|
SU1476712A1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ КУЗНЕЧНОЙ ОСАДКИ | 2019 |
|
RU2738630C1 |
| Способ осадки поковок | 1988 |
|
SU1613233A2 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Приспособление для осадки заготовок из труднодеформируемых сталей и сплавов | 1980 |
|
SU871958A1 |
Изобретение относится к обработке металлов давлением, в частности к способам обработки труднодеформированных материалов. Цель изобретения - повышение коэффициента использования .металла и снижение усилия деформирования. При осадке заготовок после каждого обжатия проводят смену выпуклости и вогнутости центральной зоны ее торцов при постоянном боковом подпоре заготовки. При этом производят кантовку заготовки на 180°, применяя инструменты с коническими рабочими поверхностями с разнонаправленными вершинами конических поверхностей, углы которых выполнены в пределах 120-160°. 2 с. п. ф-лы, 1 ил. W
| Способ ковки труднодеформируемых металлов и сплавов | 1980 |
|
SU869926A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
