1
Изобретение относится к литейному производству, а именно к способам подготовки использованной формовочной смеси увлс1жнением и охлаждением.
Известен способ увлажнения и охлаждения использованной формовочной омеси, заключающийся в том, что перед использованием в нее вводят воду Гц .
Однако при использовании этого способа наблюдаются значительные колебания физико-механических свойств готовой формовочной смеси, так как обрабатываемая формовочная смесь поступает со значительными колебаниями по температуре, составу -и влажности.
Цаиболее близким к предлагаемому изобретению по технической сущности и дсютигаемому результату является способ регенерации формовочной смеси, заключающийся в ее предварительном разделении на температурные фракции, введением в каждую из них освежающей добавки, перемешивании, охлаждении и увлажнении водой Г2 .
Однако зтот способ характеризуется тем, что готовая формовочная смесь недостаточно однородна по составу, температуре и влажности. Это определяется тем, что смещение отдельно каждой температурной фракции, которые имеют значительные колебания по температуре и составу, с освежающей добавкой незначительно уменьшает различия между их составами. Колебания по температуре и влажности массы готовой формовочной смеси
10 определяются тем, что при перемешивании каждой температурной фракции с водой, из-за значительных колебаний температуры и влажности масс упомянутых фракций, затруднительно выдержать в каждом замесе нужные температуру и влажность, так как при зтом для снижения температуры массы замеса до нужной величины необходимо ввести определенное количество
20 воды, а ограничение по содержанию влаги в готовой формовочной смеси делает невозможным такое охлаждение. В связи с чем окончательное усреднение качества готовой формовочной
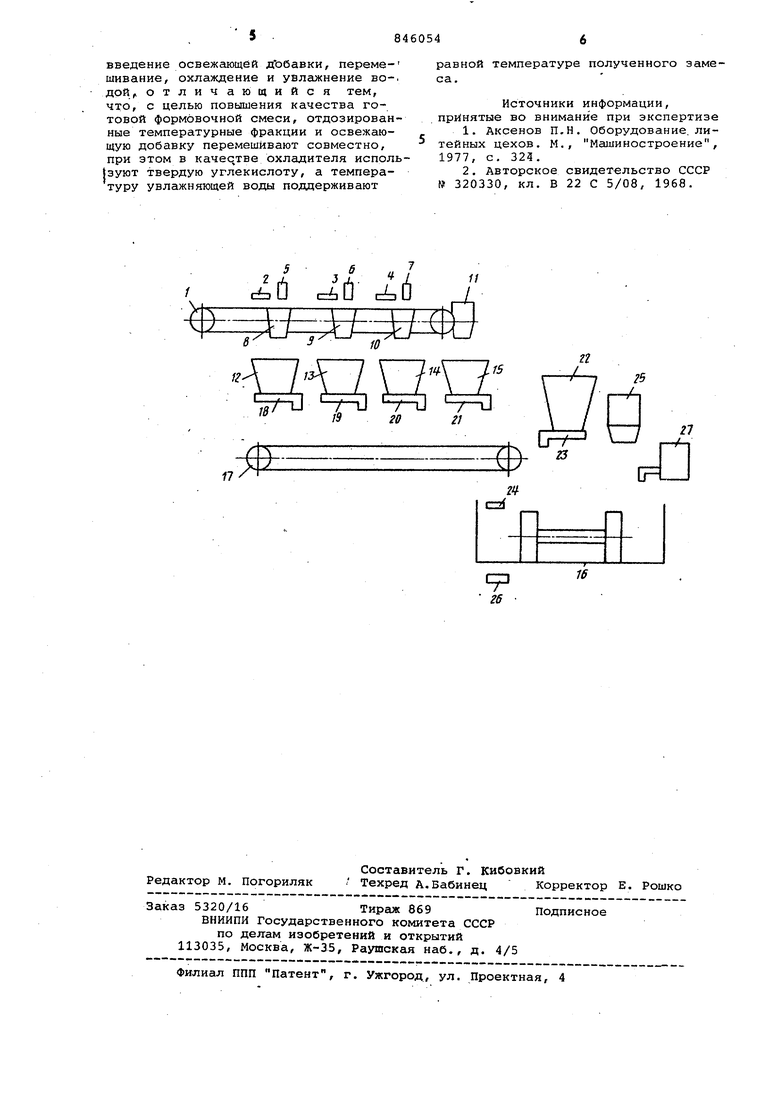
25 смеси по этому способу осуществляют в накопительной емкости. Однако, из-за того, что перемешивание осуществляют по фракциям, а полученные замесы загружают послойно в накопительную емкость состав, температура-и влажность готов.ой формовочной смеси усредняется крайне медленно и незначительно, а. следовательно, и отрицательно сказывается на кач:естве готовой смеси. В связи счем этот способ охлаждения использованной фор мовочной смеси не нашел широкого при менения. Цель изобретения - повышение качества готовой формовочной смеси. Цель достигается тем, что в спос бе регенерации формовочной смеси, заключающемся в ее предварительном разделении на температурные фракции введении освежающей добавки, переме шивании, охлаждении и увлажнении во дой, совместно перемешивают отдозированные температурные фракции и ос вежающую добав} у, при этом охлаждение осуществляют твердой углекислотой, а температуру увлажняющей воды поддерживают равной температуре пол ченного замеса. Совместное перемешивание отдозированных температурных фракций использованной формовочной смеси позволяет получать все замесы с однородным составом, что повышает качество готовой формовочной смеси. Охлаждение твердой углекислотой позволяет получать все замесы с нуж ной температурой без изменения влаж ности, так как она при перемешивани полностью испаряется, минуя жидкую фазу, что также повьошает качество готовой формовочной смеси. Увлажнение водой с температурой полученных замесов позволяет выдерживать в них требуемую влажность без изменения температуры, т.е. обеспечивает полу чение готовой формовочной смеси с нужными температурой и влажностью. На чертеже изображена схема .спос Использованная формовочная смесь температура которой колеблется в пределах 80-120 0, из-под выбивных решеток подается системой транспорта (на чертеже не показано) на работающий конвейер 1, который последовательно перемещает поток смеси под дистанционными датчиками 2-4 те пературы, настроенные соответственно на интервалы температур. 110-120 100-110с и ЭО-ЮО С. Дистанционные датчики температуры в зависимости от температуры проходящего под ними потока использованной формовочной смеси выдают в определенном порядке команду соответствующим исполнительным механизмам (не показаны). на опускание или подъем плужников 5-1. В результате чего поток использо ванной формовочной смеси разделяется на следующие температурные фракции110-120 С 100-110°С в эо-юо с г80°С Фракции А, Б, В и Г использованной формовочной смеси посредством течек 8, 9, 10 и 11 подаются соответственно в бункеры 12, 13, 14, 15 и заполняют их. В работающие бегуны 16 из бункеров 12-15 посредством конвейера-17 и дозаторов 18-21, настроенных на требуемую производительность, загружают определенное количество фракций А, Б, В и Г использованной формовочной смеси. Одновременно с этим вбегуны 16 из бункера 22 посредством дозатора. 23 подают отдозированную . порцию освежающей добавки - свежий песок с глиной. При этом отдозированные температурные фракции А, Б, Ни Г и освежающая добавка совместно перемешиваются. В результате такого перемешивания температура, влажность и однородность любого замеса незначительно отличаются друг от друга, что повышает качество готовой формовочной смеси. Через заданное время в работающие бегуны 1б по команде дистанционного датчика 24 температуры дозатор 25 подает в виде стружки твердую углекислоту в нужном количестве для охлаждения полученного замеса до температуры готовой формовочной смеси. При перемешивании твердая углекислота, минуя жидкую фазу ,.полностью испаряется и охлаждает Ъри. этом равномерно всю массу замеса до нужной температуры без изменения ее влажности, что также повышает качество готовой формовочной смеси. После этого в работающем бегуне 16 по команде датчика 26 влажности дозатор 27 заливает необходимое количество воды с температурой полученного замеса. Вода при перемешивании равномерно распределяется между частицами замеса и его масса без изменения температуры приобретает нужную влажность, что.позволяет стабильно выдерживать в замесе нужную температуру и влажность, в результате чего повышается качество готовой формовочной смеси. Затем готовая формовочная смесь выгружается из бегунов 16 и системой транспорта (не показано) подается к потребителю или в накопительную емкость склада формовочных материалов. Применение этого способа охлаждения использованной формовочной смеси позволяет повысить качество готовой формовочной смеси, что в конечном счете повышает качество литых изделий. Формула изобретения Способ регенерации формовочной смеси, включающий разделение ее на температурные фракции и последующее.;
введение освежающей дСобавки, перемешивание, охлаждение и увлажнение во-. дои отличающийся тем, что, с целью повышения качества готовой формовочной смеси, отдозированные температурные фракции и освежающую добавку перемешивают совместно, при этом в качес тве охладителя исполь|зуют твердую углекислоту, а температуру увлажняющей воды поддерживают
равной температуре полученного замеса.
Источники информации, принятые во внимание при экспертизе
1.Аксенов П.Н. Оборудование, литейных цехов, М., Машиностроение, 1977, с, 325.
2.Авторское свидетельство СССР № 320330, кл. В 22 С 5/08, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЕЛОЙ ФОРМОВОЧНОЙ СМЕСИ | 1971 |
|
SU320330A1 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА, БРИКЕТ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2001 |
|
RU2183679C1 |
| СПОСОБ ПРОИЗВОДСТВА ФОРМОВАННОГО ПРОДУКТА, УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ФОРМОВАННОГО ПРОДУКТА И ФОРМОВАННЫЙ ПРОДУКТ | 2005 |
|
RU2375934C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ РЕНОСФАЛЬТ | 2010 |
|
RU2447225C2 |
| Способ приготовления формовочной смеси | 1979 |
|
SU789201A1 |
| Способ приготовления сырьевой смеси для изготовления строительных изделий | 1981 |
|
SU981284A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312013C1 |
| Устройство для приготовления формовочной смеси на основе вентиляционных отходов литейных цехов | 1985 |
|
SU1297983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2461456C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
