Изобретение относится к литейному производству, а именно к способам приготовления формовочных смесей.
Известен способ приготовления формовочных смесей, заключающийся в том, что после выбивки литейных форм на выбивной решетке смесь из этих форм просеивают, подвергают магнитной се парации, смешивают с потоком просыпай готовой формовочной смеси, появляющихся при производстве литейных форм из готовой формовочной смеси, и потоком излишков готовой формовочной смеси, появляющихся при отказе потребителя (формовочной линии) от части готовой формовочной смеси, охлаждают, а затем направляют в смеситель, куда также подают освежающие добавки, - песок, глину (бентонит) , уголь и другие специальные добавки, а также воду И.
Однако существующий способ приготовления формовочных смесей не обеспечивает высокое качество и стабильность состава и свойств готовой формовочной смеси вследствие наличия в потоке поступающей в смеситель оборотной смеси случайно изменяющегося во времени соотношения между прошедшей и не проиеачей термообработку ее частями. К прошедшей термообработку смеси относится смесь из залитых ме5 таллом форм. Не прошеда;ая термообработку смесь имеет случайный характер во времени и состоит из трех частей: потока просыпей готовой формовочной смеси, потоку излишков готовой формовочной смеси и .потока смеси из незалитых металлом форм. Случайный характер не пpoшeдuJeй термообработку смеси вносит неконтролируемые возмущения в состав и свойства оборотной,
с а значит и приготавливаемой на ее основе формовочной смеси.
Известен также способ приготовле-. ния формовочной смеси путем перемешивания в смесителе.освежающих добавок
20 и оборотной смеси, состоящей из просыпей готовой формовочной смеси, специально приготовляемых излишков готовой формовочной смеси и потока смеси из выбитых форм, причем излишки го25товой смеси направляют в бункер-накопитель, сме1аивают с потоком просыпей, после чего совместный поток просыпей и излишков готовой смеси вво-- дят в поток смеси из выбитых форм 2
Однако наличие в потоке смеси из выбитых форм случайно изменяющейся во времени смеси из незалитых форм,которая не прошла термообработку,также может случайным образом изменять соотношение термообработанной и нетермообработанной частей в потоке оборотной смеси, что -приводит к значительным колебаниям состава и свойств 1ГОТОВОЙ .формовочной смеси, ухудшая качество форм и вызывая брак литья по вине смесеприготовления. Эти колебания состава оборотной смеси не устраняются полностью известными ycTaHOBKaiMH для охлаждения оборотной смеси.
Наиболее близким по технической сущности к предлагаемому является способ приготовления формовочной смеси путем перемешивания в смесителе освежающих добавок и оборотной смеси, состоящей из просыпай, излишков готовой смеси и термообработанной смеси из залитых форм, для чего поток смеси после выбивки разделяют на два - из залитых и незалитых форм при помощи, например, высоковольтного электростатического поля 3.
Однако отсутствие в потоке оборотной смеси, смеси из незалитых форм увеличивает как абсолютный, так и относительный расход освежающих до-бавок, а стимулирует повышенное пыление оборотной смеси, что приводит к уносу ценных мелких фракций и ухудшению условий труда, а также сохраняется нестабильность состава оборотной смеси из-за случайного характера величины просыпей и излишков готовой смеси.
Цель изобретения - повышение стабильности состава готовой формовочной смеси и уменьшение расхода освежающих добавок.
Указанная цель достигается тем, что выделенный поток смеси из незалитых форм направляют в бункер-накопитель совместно с потоком собранных просыпей и излишков готовой формовочной смеси, а оборотную смесь получают дозированием суммарного потока нетермообработанной смеси, т.е. просыпей, излишков готовой смеси и смеси из незалитых форм в поток прошедшей термообработку смеси из -залитых форм в требуемом весовом соотношении, например с пределами 1,3-1/10. Пределы выбираются в .соответствии с имеющимся запасом производительности технологического оборудования. Задаваясь соотношением термообработанной и нетермообработанной частей в потоке оборотной смеси, при указанном способе можно поддерживать его стабильным несмотря йа случайный характер изменения во времени количества просыпей излишков готовой смеси и смеси из незалитых форм.Так как в реальных условиях математическое ожидание количества смеси,в потоках просыпей, излишков готовой смеси и смеси из незалитых форм не равно нулю, то выбирают объем накоплений суммарного потока нетермообработанной смеси в бункере-накопителе, так,чтобы на время уменьшения или исчезновения какого-либо указанного потока(т.е.просыпей,излишков или смеси из незалитых форм) за счет уменьшения объема накоплений в бункере-накопителе соотношение термообработанной и нетермообработанной частей в оборотной смеси оставалось постоянным. Это позволяет поддерживать оптимальное соотношение компонентов в смесителе в течение длительного времени без коррекции расхода освежающих добавок.
Предлагаемый способ реализуется . следующим образом. Из выбитой из литейных форм смеси выделяют на основе 0 какого-либо признака незалитости (визуально или по температуре потока, по влажности и т.д.), поток смеси из незалитых форм. Этот поток бункеризуют совместно с потоками собранных просыпей готовой формовочной смеси и излишков -готовой формовочной смеси. Оборотную смесь,поступающую в смеситель, получают дозированием из бункера-накопителя суммарного потока нетермообработанной смеси, т.е. просыпей, излишков готовой смеси и смеси из незалитых форм, для чего используют,например, весовой дозатор, в noTok термообработанной смеси из залитых форм в определенном заданном соотношении, для чего измеряют поток смеси из залитых форм с помощью, например, расходомера.- Полученную оборотную смесь перемешивают с освежаю- , щими добавками,после чего готовую формовочную смесь используют для приготовления литейных форм, а излишки ее снова направляют для совместной бункеризация с просыпями и смесью из незалитых форм.
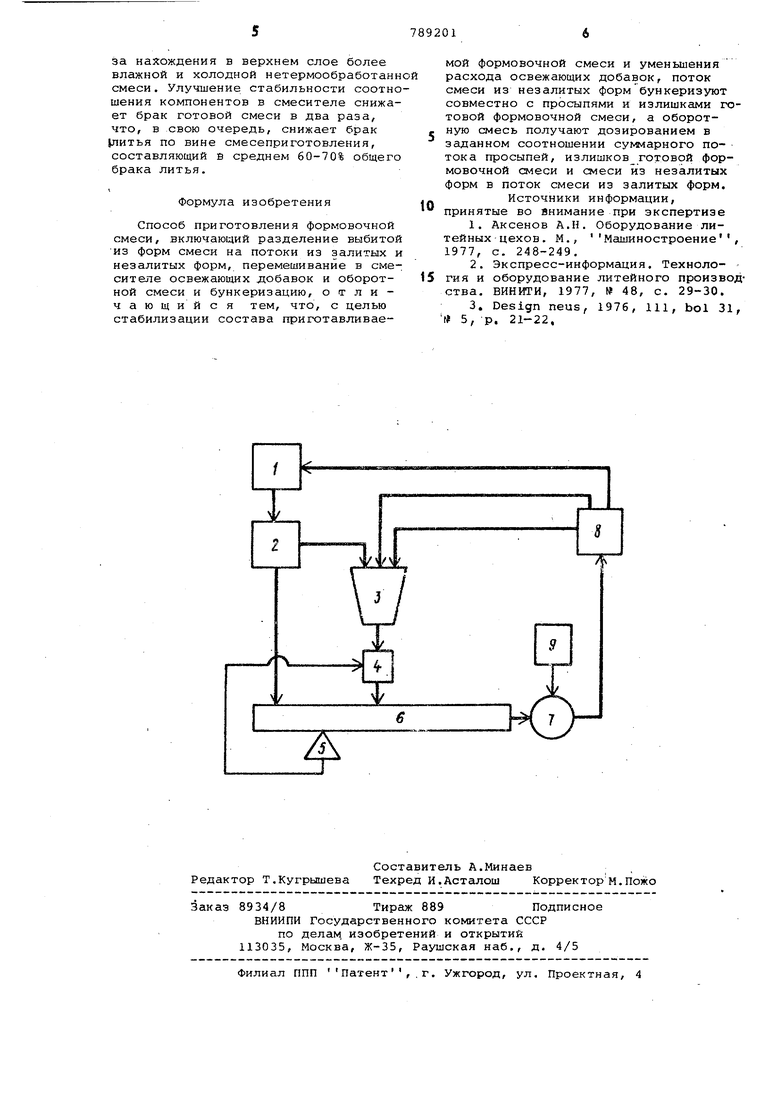
На чертеже представлена схема реализации предлагаемого устройства.
Схема содержит выбивное устройство 1., разделитель 2 смеси на потоки из залитых и незалитых форм, бункернакопитель 3, дозатор 4 нетермообработанной смеси, расходомер 5, транспортер 6 оборотной смеси, смеситель 7, формовочную линию 8, дозатор 9 освежающих добавок.
Указанный способ, обеспечивая стабильность соотношения термообработанной и нетермообработанной частей в составе оборотной смеси, позволяет стабилизировать соотношения компонентов в смесителе без контроля состава оборотной смеси и регулировки расхода освежающих добавок, что снижает затраты на контрольные операции и улучшает режим работы дозирующих устройств, а также исключает пыление транспортируемой оборотной смеси изза нахождения в верхнем слое более влажной и холодной нетермообработанн смеси. Улучшение стабильности соотношения компонентов в смесителе снижает брак готовой смеси в два раза, что, в свою очередь, снижает брак Иитья по вине смесеприготовления, составляющий в среднем 60-70% общего брака Литья.
Формула изобретения
Способ приготовления формовочной смеси, включающий разделение выбитой из форм смеси на потоки из залитых и незалитых форм, перемешивание в смесителе освежающих добавок и оборотной смеси и бункеризацию, отличающий с я тем, что, с целью стабилизации состава приготавливаемой формовочной смеси и уменьшения
расхода освежающих добавок, поток смеси из незалитых форм бункеризуют совместно с просыпями и излишками готовой формовочной смеси, а оборотную смесь получают дозированием в заданном соотношении суммарного потока просыпей, излишков готовой формовочной смеси и смеси из незалитых форм в поток смеси из залитых форм.
Источники информации, принятые во Внимание при экспертизе
1.Аксенов А.Н. Оборудование литейных цехов. М., Машиностроение, 1977, с. 248-249.
2.Экспресс-информация. Технология и оборудование литейного производства. , 1977, № 48, с. 29-30.
3.Design neus, 1976, 111, bol 31, tt 5, p. 21-22,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки формовочной смеси | 1989 |
|
SU1673248A1 |
| Способ приготовления формовочной смеси | 1983 |
|
SU1106578A1 |
| Способ приготовления формовочных и стержневых материалов и смесей | 1972 |
|
SU526256A1 |
| Способ смесеприготовления при изготовлении тонкостенных отливок в песчано-глинистых формах | 1988 |
|
SU1537353A1 |
| Способ приготовления оборотных формовочных смесей | 1989 |
|
SU1713711A1 |
| Устройство регулирования формуемости смеси | 1988 |
|
SU1581466A2 |
| Установка для приготовления формовочной смеси | 1983 |
|
SU1133016A1 |
| Способ приготовления песчано-глинистой формовочной смеси | 1989 |
|
SU1733179A1 |
| Литейная форма | 1981 |
|
SU1103933A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
