1
Изобретение относится к литейному производству, в частности, к оборудованию для непрерывного горизонтального литья. Особенно целесообразно использование изобретения в линиях многоручьевого непрербшного горизонтального литья (НГЛ).
Наиболее близкой по технической сущности к изобретению является линия многоручьевого непрерывного горизонтального литья чугунных заготовок, содержащая металлоприемник с кристаллизатором и ломатель 1.
Недостатком известной линии является значительная протяженность линии, связанная с необходимостью развертывания «пучка заготовок-перед поломкой в одну плоскость, что не позволяет размещать ломатель непосредственно за тянущим устройством. Особенно значительна длина развертывания «пучка заготовок из металлоупругих материалов, например чугуна.
Цель изобретения - сокращение длины линии, расщирение технологических возможностей линии в части получения заготовок при их многоярусном и радиальном расположении.
Цель достигается тем, что в линии многоручьевого НГЛ, включающей металлоприемник с кристаллизатором и ломатель, последний выполнен в виде корпуса с установленными в нем одна за другой в направлении вытягивания заготовок пластинами, одна из которых закреплена жестко, а другая выполнена подвижной и снабжена приводом поворота в плоскости, поперечной направлению вытягивания заготовок, при этом во всех пластинах выполнены сквозные отJQ верстия, соответствующие расположению заготовок в кристаллизаторе.
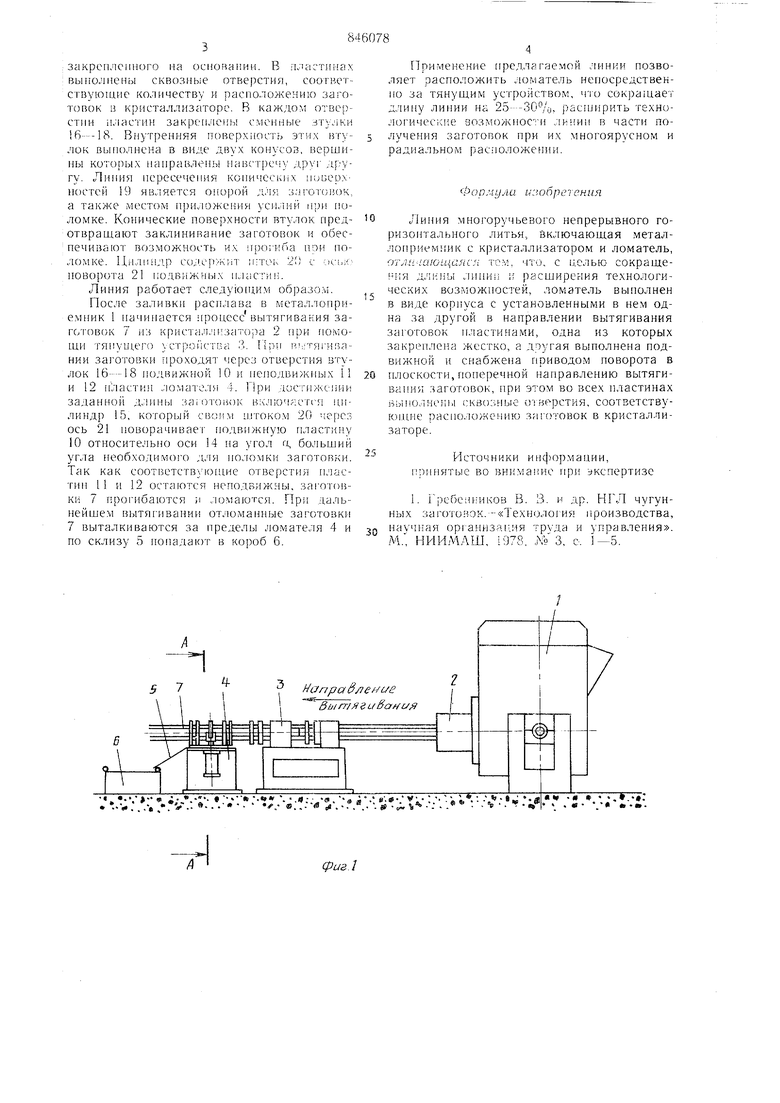
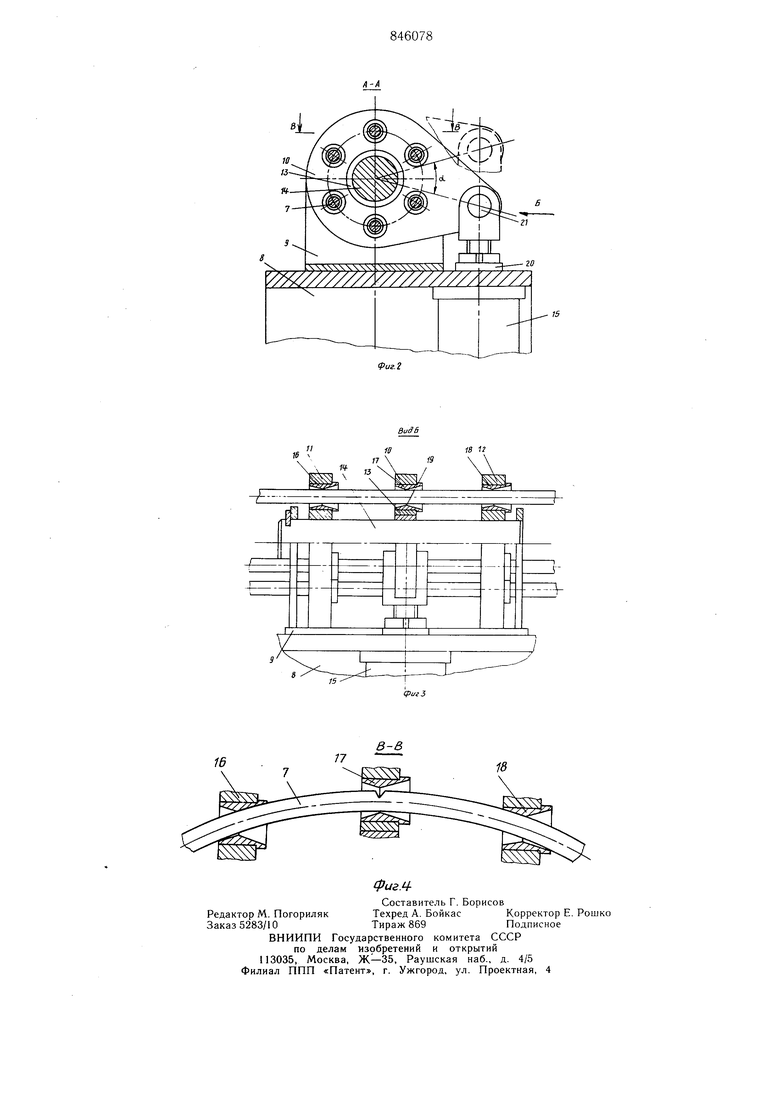
На фиг. 1 изображена линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
15 Линия НГЛ состоит из металлоприемника 1 с кристаллизатором 2, тянущего устройства 3, ломателя 4, склиза 5 и короба б для приема заготовок 7. Ломатель 4 состоит из основания 8, на котором установлен корпус 9 с подвижной 10 и неподвижными
20 11 и 12 пластинами. Подвижная пластина вместе с втулкой 13 может вращаться относительно оси 14 при помощи цилиндра 15,
закрепленного на оснонании. В njiacTiii-iax выполнены сквозные отверетия, еоответетвуюп.и1е количеетву и расположению заготовок в кристаллизаторе. В каждом отверстни ii.iaciHH закрепле1 ы смемные зтулки 6-18. Внутренняя поверхность этих втулок выполпена в виде двух копусоз, вершины которых направлены навстречу друг другу. Линия пересечения копическ11Х пивеох ностей 19 является опорой для заготслнж, а также местом П1)иложеь;ня усилий ирн поломке. Конические поверхности втулок предотврандают заклинивание заготовок и обеспечивают возможность их прогиба пои поломке. соде|)к:1т UITOI- 20 с поворота 21 подвижных .
Линия работает следую цим образом.
После заливки расплава в металлоприемпик 1 начинается процессвьзПягивакия заготовок 7 из кристалл1 затс)ра 2 при помощи тянущего хстроиства 3. При ;:тяги(5ании заготовки проходят через отверстия втулок 16--18 1 одвижной 10 и пеподвижиых 11 и 12 пластин .;юмате:1я 4. При достпжсппи заданной длнны 3aiOTOiiOK в;-;;почйется инлиндр 15, который CBOII.V штоком 20 -lepcs ось 21 поворачивает подви.жную пластину 10 относительно оси 14 на угол а, больший угла геобходимого для ио.томки заготовки. Так как соответетвуюп1ие отверстия пластин 11 и 12 остаются неподвижны. saiOTOBKI-: 7 г ро1Д1баются и ломаются. При дальнейшем вытягивании отломаин де заготовки 7 выталкиваются за пределы ломателя 4 и ио склизу 5 попадают в короб 6.
Применение редлагаемой .линии позволяет расположить ломатель непосредетвенио за тянущим устройством, что сокращает длипу линии на 25----30/о, расп ирить технологические возможности в части получения заготовок при их многоярусном и радиальном расположении.
Линия многоручьевого непрерывного горизонтального литья., включающая металлонриемьик е кристаллизатором и ломатель, отли 1а1ощаяся тем, что, с целью сокращения дли1;ь1 лииии и расширения технологических возможностей, ломатель выполнен в виде корпуса с установленными в не.м одна за другой в направлении вытягивания заготовок пластинами, одна из которых закреплена жестко, а доугая выполнена подвижной и снабжена приводом поворота в плоскости, поперечной направлению вытягива1П1я заготовок, при этом во всех пластинах выполнены cKBOJiHbie отверстия, соответствуюп1ие расположению за1-отовок в кристаллизаторе.
Источ н ики и н41Орм а ции, 1им1пятые во вн1;манис при экспертизе
1. ii)e6etu HKOB В. 3. и др. НГЛ чугунных заготовок. -«Техноло1ия производства, 30 научная организация труда и правления.
м. , и)78, .NOS, С-. i--5.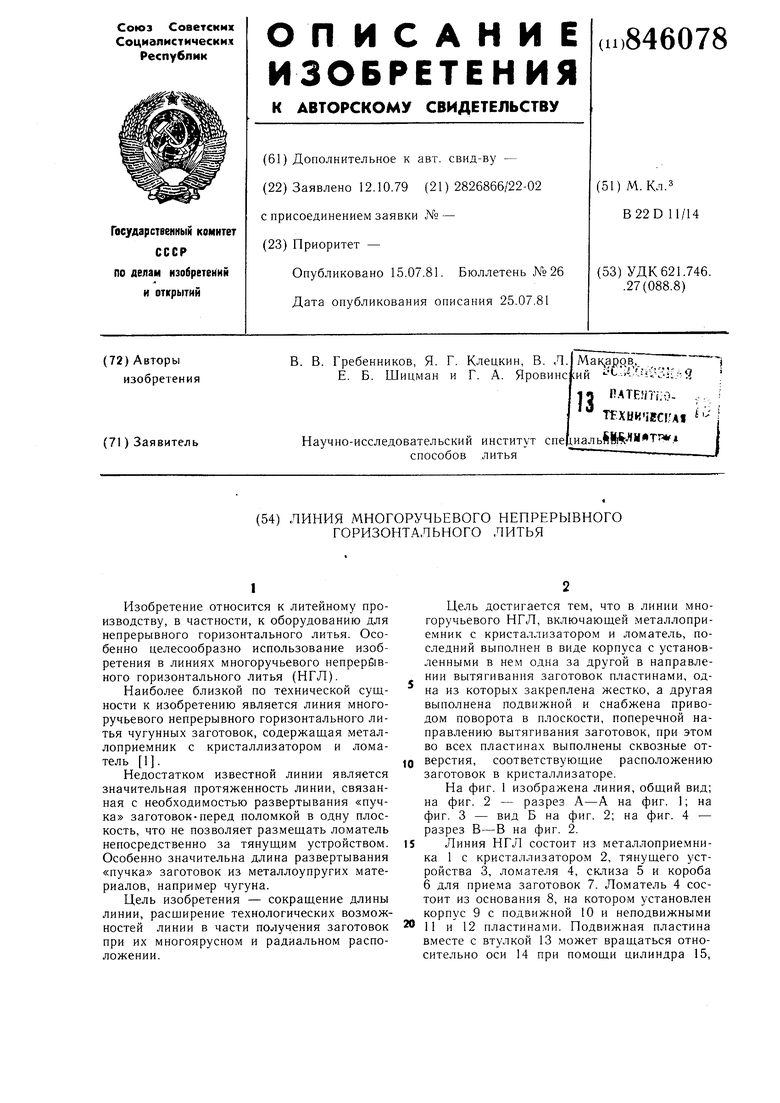
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| Установка для непрерывного производства заготовок | 1986 |
|
SU1315118A1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
Ц Налравле/ с/е
5 7
ВьтЯ ивамия
. ,-,.-г- -..-,.. , . ..... - f.- «..-и , .-г.®.. . 1) :.. .%. « . .- «.
L
П
