(54) ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ
ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
I
Изобретение относитея к порошковой метал.чургии, в частности к штампам для горячей ппамповки порошковых заготовок.
Известен нотами для горячей 1итамповки порошковых заготовок, состоящий из матриц1 1. пуансонов и выталкива е.пя с центр;;. рас оло кен1/1;н иглой |1).
Недостатком siToio штампа является сниженпе качества деталей за счет окисления з;иоговок в riiioiiecee межоперационноio юриода.
Гапболее б.лизким но технической суш,ноот.и и достигаемому эффекту к предлагаемом} ми,1яется (итамп для горячей штамiioius.ii порошковых заготовок, включающий корпус, матрицу, пуансоны и верхнюю и in/i-:i i(uo нггамновые нлиты. Кроме того, нпамп снабжен выталкивателем с подвижnnfi i if,той 2j.
К недостаткам данного штампа относятся снижение качества деталей за счет окис/leiiHH заготовок, трещинообразование на .к-тали и .инструменте вследствие разности температур.
Цель изобретения - повышение качества заготовок.
Для достижения ностав,ленной цели штамп, включающий корпус, матрицу, пуансоны и верхнюю и нижнюю штамповые плиты, снабжен электронагревателями, матрица установлена в кольцевой обойме, а корпус с помоидью тарельчатых пружин соединен с нижней плитой с образованием меж.ту ни.ми зазора, причем один из электродвигателей встроен в обойму, а другой размешен в донной чаети корпуса.
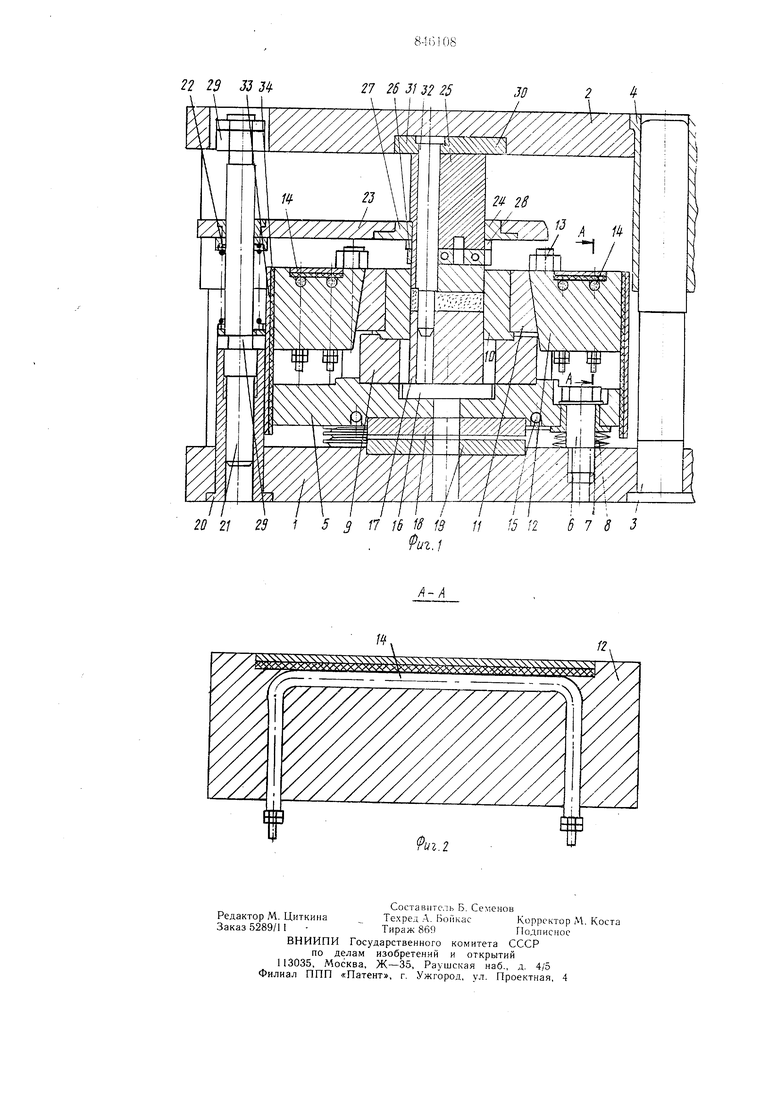
На фиг. I изображен штамп, продольный разрез; на фиг. 2 - форма встроенного
10
в корпус электродвигателя, разрез А-А на фиг. 1.
Штами включает нижнюю 1 и вер.хнюю 2 плиты, которые фиксируются друг относительно друга колоннами 3, закрепленными в нижней плите, и втулками 4, закрепленны15ми в верхней плите 2. Нижняя плита 1 установлена на столе пресса, верхняя 2 крепится к ползуну пресса. На нижней плите установлен с возможностью перемещения вдо.дь осп штампа корпус 5 с помощью до20по.чнительных нанра вляющих колонок 6, о г5атывающих их вт;улок 7 li таре.тьчатых пружин 8. На корпусе 5 через промежуточное кольцо 9 установлена матрица 10, запрессованная в коническое кольцо 11. На кольце 11 установлена массивная обойма 12, которая крепится к корпусу 5 болтами 13. Для подогрева штампа в обойму 12 встроены U-образные (фиг. 2) электронагреватели 14, а в корпус - кольцевой электронагреватель 15. В корпусе 5 на плите 16 установлен нижний пуансон 17, который служит одновременно выталкивателем детали из полости матрицы 10. М.ежду корпусом и нижней плитой расположены закаленные плиты 18 и 19. На нижней плите с помощью стоек 20, стержней 21 и пружин 22 крепится траверса 23 съемника 24, который с помощью державки 25 и пуансонодержателя 26 служит для съема деталей со стержня и для закрепления верхнего пуансона 27. Кольцо 28, установленное на державке 25, служит для уменьшения хода стержня с деталью, и быстрого снятия детали со стержня. Регулировка положения съемника осуществляется ввинчиванием или вывинчивапием стержня 21 из стойки 20, фиксация - гайками 29 и 30. Гайкой 29 можно регулировать поджатие пружины 22. На верхней плите 2 с помошью стержнедержателя 31 установлен стержень 32. Цля предотвращения потери тепла в штампе установлены теплоизоляционная прокладка 33 и кожух 34. Штамп работает следующим образом. Корпус 5, обойма 12 и матрица 10 штампа подогреваются электронагревателями 14 и 15. Воздушная прослойка между корпусом 5 и нижней плитой 1 является теплоизоляцией и способствует быстрому и экономичному нагреву штампа. После нагрева штампа нагретая пористая заготовка укладывается в полость матрицы 10. При хо.де ползуна пресса вниз изделие формуется внутри матрицы 10, при этом корпус ), перемещаясь по дополнительным колонкам 6, сжимает пружины 8 и через плиты 18 и 19 передает давление на нижнюю плиту 1. При обратном ходе ползуна корпус 5 поднимается пружинами 8, деталь выталкивается из полости матрицы пуансоном 17 и выталкивателем пресса (не показан). В случае, если деталь остается на стержне 32, пуансонодержатель 26, упираясь своими буртами в кольцо 28 и съемник 24, который через траверсу 23 упирается в гайку 29, снимает деталь со стержня. Далее цикл повторяется. Предлагаемый штамп позволит улучшить чистоту поверхности деталей, получить одинаковые свойства как на поверхности, так и внутри детали, избежать растрескивания деталей и инструмента. Формула изобретения Штамп для горячей штамповки порошковых заготовок, включающий корпус, матрицу, пуансоны и верхнюю и нижнюю штамповые плиты, отличающийся тем, что, с целью повышения качества заготовок, он снабжен электронагревателями, матрица установлена в кольцевой обойме, а корпус с помощью тарельчатых пружин соединен с нижней плитой с образованием между ними зазора, причем один из электронагревателей встроен в обойму, а другой размещен в донпой части корпуса. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 474437, кл. В 30 В 15/02, 1975. 2.Авторское свидетельство СССР № 490569, кл. В 22 F 3/02, 1976. 22 2$ JJJ 77 i 5 3 n 16 IS W 20 21 2d 27 26 J/ 25 // . / i5 i2 578
