I
Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для изготовления полых деталей с фланцем и глухим дном. Цель изобретения - расширение тех- нологических возможностей.
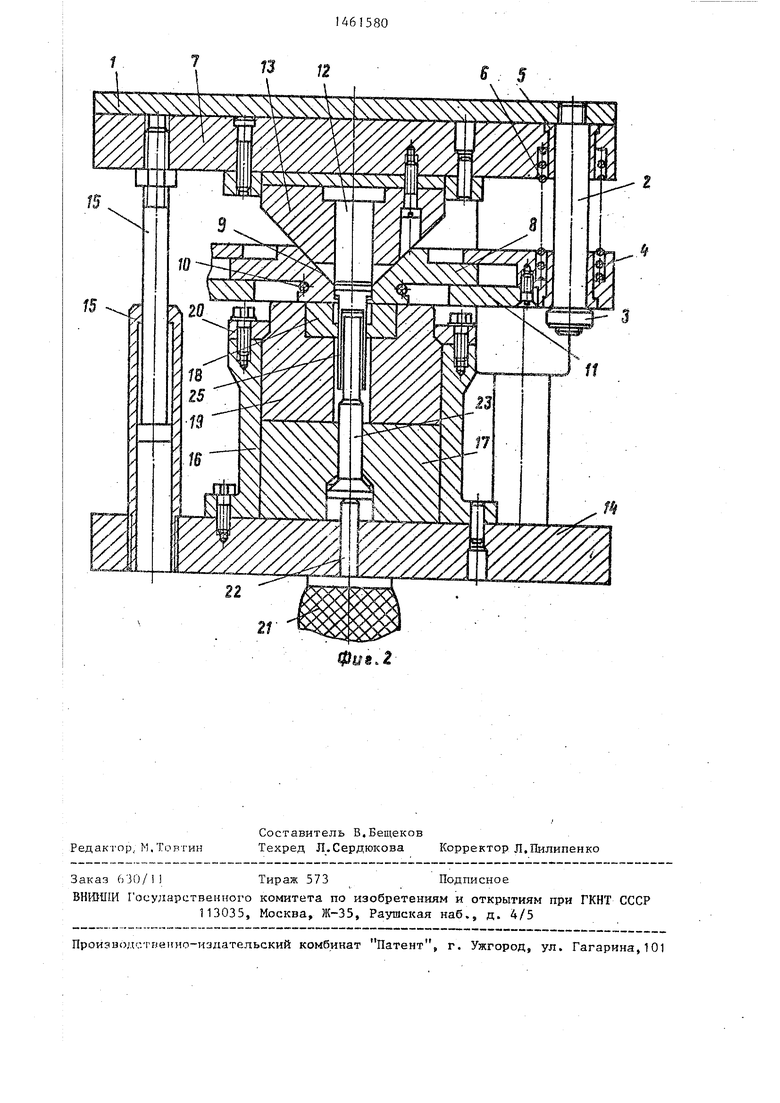
На фиг.1 (левая половина) представ лен штамп, исходное положение (правая половина) - то же, в конце рабочего хода; на фиг.2 - то же, в положении удаления готовой детали,;
Штамп содержит в верхней части нажимную плиту 1, связанную с ползуном пресса, на которой жестко закреплены . направляющие стойки 2, имеющие в нижней части ограничители движения 3 траверсы 4, перемещающейся по направ- лянщим стойкам 2 во втулках 5. Травер- са 4 подпружинена пружиной сжатия 6, расположенной между верхней- плитой 7 и траверсой 4. В осевом отверстии траверсы 4 установлено разжимное кольцо 8 с клиновыми поверхностями 9 и .с пружиной растяжения 10.
Разжимное кольцо закреплено в траверсе от выпадания при помощи кольца 11. На верхней плите 7 жестко за- .креплен пуансон 12 и втулка 13 с клиновыми поверхностями, взаимодейству- нщими с клиновыми пoвepxнocтя iи 9 разжимного кольца 8. При этом втулка 13 расположена-телескопически относительно пуансона 12. Верхняя плита 7 имеет ограниченный обратный ход из-за наличия связи с неподвижной нижней плитой 14 при помощи пары тяг 15. В нижней части штампа расположена опорная плита 14 и корпус 16, жесткЬ , закрепленный на этой плите и выпол- ненный в виде трубки с фланцами. в полости корпуса 16 соосно ему разме-- щен пуансонодержатель 17 и матрица 18, запрессованная в обойму 19. Пуансонодержатель 17 и обойма 19 закрепле ны от осевого перемещения прижимным кольцом 20. В осевом отверстии пуан- сонодержателя установлен с возможност .тью ограниченного осевого перемещения
сл
о
О
00
2 1 461580
под дер ствием буфера 21 через палец 22 нюкний пуансон 23,
Штамп работает следующим -образом.
т в
тывает полученную деталь 25 за фланец (фиг.2), При дальнейшем ходе ползуна вверх поднимается нажимная плита 1 с
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| Штамп для получения полых деталей | 1988 |
|
SU1641486A1 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для раздачи | 1980 |
|
SU963623A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |

Изобретениеотносится к обработг ке металлов давлением, в частности к устройствам для изготовления полых изделий с фланцем и глухим дном. Цель изобретения - расширение технологических возможностей. При перемещении ползуна пресса нажимная плита воздей.. ствует на верхнюю опорную плиту. Происходит отдельное перемещение верхней плиты и траверсы по направляющим тягам и деформирование заготовки. При деформировании заготовки, размещенной на нижнем пуансоне, происходит сжатие буфера нижней плиты при перемещении вниз нижнего пуансона. 2 ил.
Заготовка 24, имеющая вид цилиндра. направляющими стойками 2 и траверса 4
устанавливается на нижний пуансон 23, который занимает верхйее положение под действием буфера 21 через палец 22, и фиксируется по матрице 18 При ходе ползуна пресса вниз также вниз ю передвигается и нажимная плита 1. При этом выбирается зазор между нажимной плитой 1 и верхней плитой 1 что влечет за собой передвиженрш вниз относи тельно верхней плиты 7 направляющих стоек 2о Траверса 4 также отходит вниз под действием усилия пружин 6 и клиновые поверхности 9 разжимного кольца 8 передвигаются по клиновым поверхностям втулки 13 - разжиМное кольцо 8 сжимается под действием пру- ясины 10, Далее нажимная плита 1 и верхняя часть штампа движутся вниз. вместе. После касания пуансона 12 заготовки 24 начинается опускание пуансона 23 под действием усилия пресса. При этом буфер 21 сжимается под действием пальца 22,
После касания нижнего торца разжимс разжимным кольцом 8 и деталью 25. Таким образом деталь 25 удаляется из матрицы 18 и снимается с нижнего пуансона 23 о
Верхняя плита 7 поджата пружиной 6 к нажимной плите 1 и перемещается вверх до тех пор, пока не выберется зазор между парой тяг 15. Затем верх- 15 няя плита 7 останавливается, а нажимная плита вместе с направляющими стойками 2 и траверсой 4 продолжает движение по втулкам 5 вверх, сжимая : пружину 6. В это время разжимное кольцо 8 надвигается на втулку 13. При этом клиновые поверлности 9 раз- Ж1-ШНОГО кольца 8 паремегдаются по клиновым поверхностям втулки 13 и части разжимного кольца расходятся от центра, растягивая пружину Юа Деталь 25 освобождается 5 пуансон 12 сбрасывает ее и сжатый воздух сдувает ее в
Штамп занимает исходное полоне20
25
тару, ние
ного кольца 8 с верхним торцом матри ды 18 траверса 4 останавливается, а верхняя плита 7, продолжая движения BHH3j сжимает пружину 6, При этом клиновые поверхности 9 разжимного кольца 8 скользят по клиновым поверх ностям втулки 13 кольцо 8 разжимается,, растягивая пружину 10, При дальнейшем ходе пуансона 12 вниз происходит выдавливание полой детали с фланцем и глухим дном 25.
В начале обратного хода пресса поднимается вверх и нижний пуансон 23 с деталью 25 под действием буфера 2 через палец 22. Одновременно с подъемом детали 25 происходит перемещение клиновых поверхностей втулки 13 по клиновым поверхностям 9 разжимного кольца 8 и части раз5кимног го кольца 8 перемещаются к центру под
45 и соединенной с ползуном пресса, а также буфером, установленным со стороны опорной поверхности нижней плиты, нижний пуансон размещен с возможностью ограниченного осевого перемещедей„ствием пружины 10 до сг ыкания. При до ния и взаимодействия с упомянутым бу- этом траверса 4 остается на месте под фером, траверса подпружинена относительно верхней опорной плиты и соединена одной парой тяг с упомянутой
действием пружины 6 до тех пор, пока
ог ракичитель движения 3 на коснется.
траверсы 4, а верхняя плита 7 поднима
ется под действием той же пружины 6. 55 опорна я плиты связаны между собой
В это время разжимное кольцо 8 захва другой парой направляющи : тяг.
нажимной гшитой, а верхняя и нижняя
с разжимным кольцом 8 и деталью 25. Таким образом деталь 25 удаляется из матрицы 18 и снимается с нижнего пуансона 23 о
ю
Верхняя плита 7 поджата пружиной 6 к нажимной плите 1 и перемещается вверх до тех пор, пока не выберется зазор между парой тяг 15. Затем верх- 15 няя плита 7 останавливается, а нажимная плита вместе с направляющими стойками 2 и траверсой 4 продолжает движение по втулкам 5 вверх, сжимая : пружину 6. В это время разжимное кольцо 8 надвигается на втулку 13. При этом клиновые поверлности 9 раз- Ж1-ШНОГО кольца 8 паремегдаются по клиновым поверхностям втулки 13 и части разжимного кольца расходятся от центра, растягивая пружину Юа Деталь 25 освобождается 5 пуансон 12 сбрасывает ее и сжатый воздух сдувает ее в
Штамп занимает исходное полоне0
5
тару, ние
ФО рмула изобретения
Штамп для объемной штамповки, преимущественно полых деталей с фланцем,
содержащий верхнюю и нижнюю опорные плиты и подпружиненную траверсу; верхний и нижний пуансоны, матрицу, съемник с приводом, а также две пары направляющих , соединяющих плиты межДУ собой, отличающийся
тем, что, с целью расширения технологических возможностей, он снабжен дополнительной нажимной плитой, размещенной над верхней опорной плитой
и соединенной с ползуном пресса, а также буфером, установленным со стороны опорной поверхности нижней плиты, нижний пуансон размещен с возможностью ограниченного осевого перемещения и взаимодействия с упомянутым бу- фером, траверса подпружинена относительно верхней опорной плиты и соединена одной парой тяг с упомянутой
нажимной гшитой, а верхняя и нижняя
LI
1
fPu2.f
| Штамп для штамповки закрытой прошивки изделий типа втулок | 1976 |
|
SU616025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
