(54) УСТРОЙСТВО ДЛЯ МЕРНОЙ РЕЗКИ Изобретение относится к обработке металлов давлением и может быть использовано при резне труб на мерные дли ны. Известно устройство для мерной резки материала, содержащее механизм резки, датчик наличия материаша, сое .циненный с механизмом резки Cl3 Недостатком данного УСТРОЙСТВА яв ляется низкая точность резки, так как о сууствуют блоки, сопровождающие перед ний конец полосы к линии реза. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство дпя мерной резки материала, например труб, содержащее датчики наличия материала, импульсный датчик переме щения, основной счетчик импульсов, связанный с импульсным датчиком пер мещения, задатчик отрезае «х длин, блоки сравнения, соединенные с основным счетчиком импульсов и с зада чиком отрезаемых длин, и блок управления механизмом резки 2, Недостатком известного устройств является невозможность резки материала н заготовки различного типоразмера, а также высокие потери мет ла в отход. МАТЕРИАЛА Цель изобретения - обеспечение возможности резки .материала на заготовки различного типоразмера и сокращение потерь металла в отход. Цель достигается тем, что устройство для мерной резки материала, например труб, ,содержащее датчики наличиК материала, импульсный датчик перемещения, основной счетчик импульсов, связанный с импульсным датчиком перемещения, задатчик отрезаемых длин, блоки сравнения, соединенные с основным счетчиком импульсов и с задатчиксм отрезаемых длин, и блок управления механизмом резки, снабжено дополнительным счетчиком импульсов , соединенным с блоками сравнения , вторым блоком управления, соединенным с основным счетчиком импульсов, с импульсным датчиком перемещения и- с дополнительным счетчиком импульсов, третьим блоком управления, выход которого подключен к вышта1аиему входу основного счетчика импульсов, а входы соединены с датчиками наличия материала, с импульсным датчиком перемещения и с управляющим выходом основного счет- , чика импульсов, а также двумя задатчиками расстояния от датчиков, наличия
материала до линии реза, соединенными с основным счетчиком импульсов.
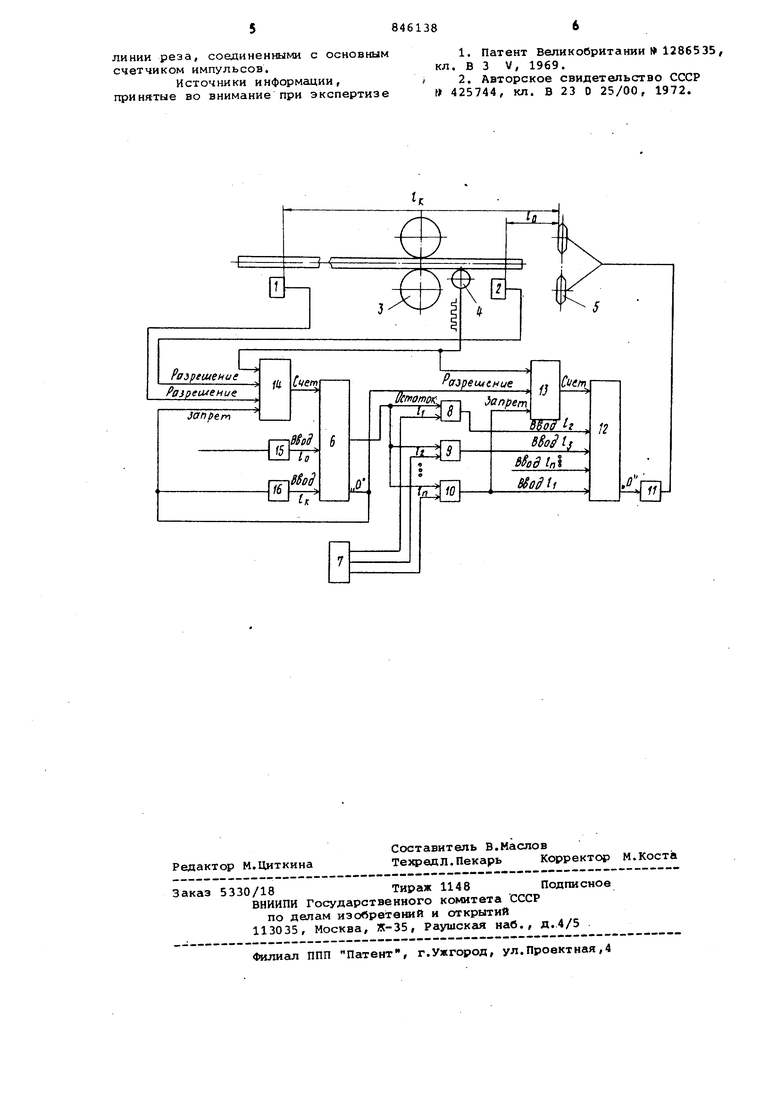
На чертеже изображена блок-схема устройства.
Устройство для мерной резки материала ссдержит датчики 1 и 2 наличия материала, механизм 3 перемещения, импульсный датчик 4 перемещения, механизм 5 резки, счетчик 6, связанный с импульсным датчиком перемещения, задатчик 7 отрезаемых длин, блоки 8-10 сравнения, соединенные со счетчиком и с задатчиком отрез.аемых длин, блок 11 управления механизмом реза, дополнительный счетчик 12, соединенный с блоками сравнения, второй блок 13 управления, соединенный с основным счетчиком, с импульсным датчиком перемещения и с дополнительным счетчиком, третий блок 14 управления, выход которого подключен к вычитающему входу основного счетчика, а входыс датчиками наличия материала, с импyльcн JM датчиком перемещения, с управляющим выходом основного счетчика,два задатчика 15 и1б расстояния т датчиков наличия материала до линии реза соединенные с основныи счетчиком.
Устройство работает следующим образ ом.
Когда в процессе движения труба проходит мимо датчика 2, сигнал последнего разрешает прохождение импульсов перемещения с датчика 4 через управлякяций блок 14 на вычитающий вход счетчика 6. После того как счетчик 6 Б процессе вычитания приходит в нулевое состояние, что соответствует приходу начала трубы на линию реза, сигнал О разрешает прохождение импульсов пер€;мещения через блок 13 упрарзления на вычитающий вход счетчика б, запрещая в то же время прохождение этих импульсов на блок 14 управления. Кроме того, этим же сигналом с задатчика 16 в счетчик б вводится число, соответствукХ1),ее расстоянию Й| от датчика 1 до линии реза. В процессе дальнейшего перемещения трубы приходит в нулевое состояние дополнительный счетчик 12, что соответствует перемещению начала трубы от линии реза точно на расстояние fr. . При этом подается сигнал в блок 14 управления, приводящий в движение режущие органы 5, Производится отрезание заготовки размером Е . В
е.
счетчик 12 снова вводится число
и цикл работы повторяется.
Когда труба сходит с датчика-1, на входе управляюй5его блока 14 появляется сигнал, опять разрешаюгций поступление импульсов перемещения на вычитающий вход счетчика 6, в котором хранится число Ь , Теперь в каждый момент времени состояние
счетчика 6 соответствует расстоянию конца трубы от линии реза и сравнивается на блоках 8-10 сравнения со значениями &, , g,j ,..,1„ задатчика 7. Когда состояние счетчика 6 становится меньше числа , то после очередного реза в счетчик 12 записывается число 6а и, соответственно, производится отрезка заготовок длиной до тех пор, пока состояние счетчика 6 не станет меньше, и т.д.
Когда состояние счетчика 6 становится меньше „ - минимальной из заданных длин заготовок, в счетчик 12 после последнего реза вновь записывается число g , а поступление
импульсов счета через блок 13 на вычитаюи1ий вход счетчика 12 запрещается до полного обнуления счетчика б. Таким образом, отсчет длины 1 на новой трубе начинается только в тот момент, когда начало новой трубы, которая выталкивает предц дущую, подходит к линии реза. При этом обеспечивается минимальный остаток при резке каждой .трубы за счет оптимального раскроя
и отсутствия отхода при первом резе .
Использование предлагаемого изобретения позволяет резать материал на заготовки различного типоразмера и сократить потери металла в отход.
Формула изобретения
Устройство для мерной резки мат«риала, например труб, содержащее датчики наличия материала, импульсный датчик перемещения, основной
счетчик импульсов, связанный с импульсным датчиком перемещения, задатчик отрезаемых длин, блоки сравнения, соединенные с основным счетчиком импульсов и с задатчиком отрезаемых длин, и блок управления механизмом резки, отличающееся тем, что, с целью обеспечения возможности резки материала на заготовки различного типоразмера
и сокращения потерь металла в отход, оно снабжено дополнительным счетчиком импульсов, соединенным с блока1ии сравнения, вторым блоком управления, соединенным с основным счетчиком импульсов, с импульсным датчиком перемещения и с дополнительным счетчиком импульсов, третьим блоком управления, выход которого подключен к вычитающему входу основного счетчика импульйов, а входы соединены с датчиками наличия материсша, с импульсным датчиком перемещения и с .управляющим выходом основного счетчика импульсов, а также двумя эадатчиками расстояния
от датчиком наличия материала до
линии реза, соединенными с основным счетчиком импульсов.
Источники информации, принятые во внимание при экспертизе
1.Патент Великобритании 1286535, кл. В 3 V, 1969.
2.Авторское свидетельство СССР № 425744, кл. В 23 О 25/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной резки проката | 1983 |
|
SU1162553A1 |
| Устройство для управления механизмом реза | 1990 |
|
SU1727955A1 |
| Способ мерной резки труб | 1991 |
|
SU1807921A3 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Устройство управления механизмом резки проката | 1976 |
|
SU602319A1 |
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Устройство для раскроя на ходу холодногнутого профиля | 1987 |
|
SU1484411A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
