Изобретение относится к прокатному производству и предназначено, в частности, для автоматизации раскроя холодногнутых профилей -на мерные длины при прокатке на профилегибоч- ных станах.
Цель изобретения - повышение производительности оборудования за счет сокращения продолжительности резания.
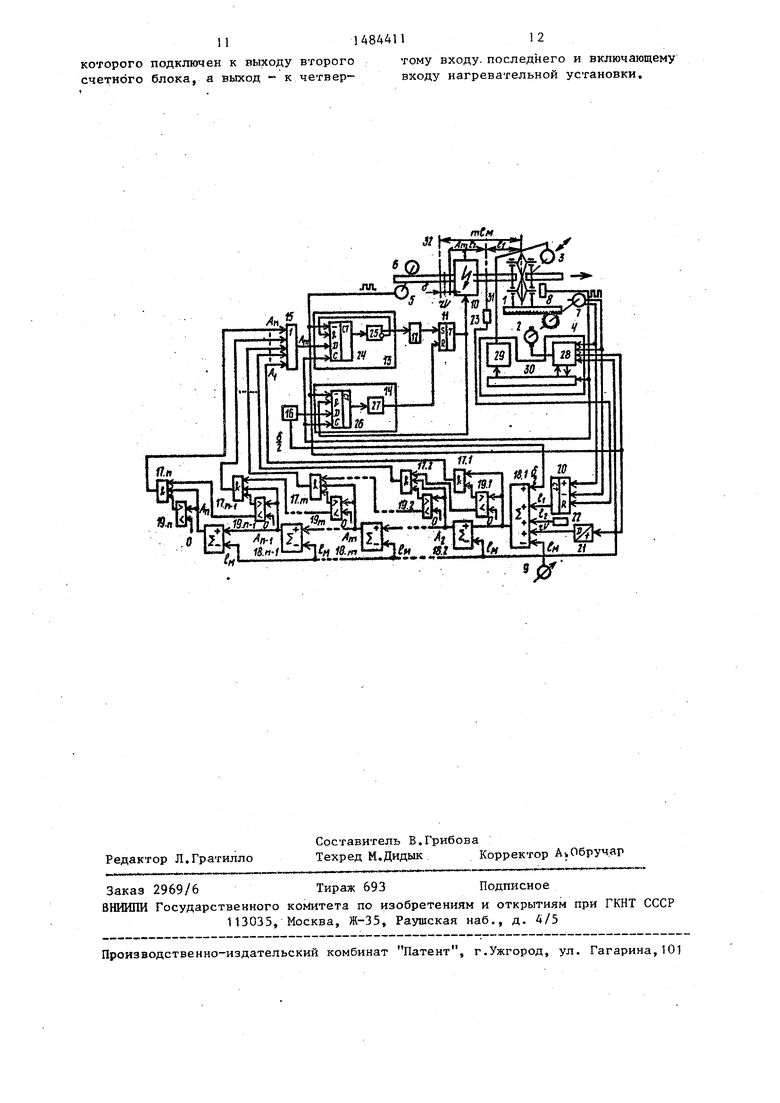
На чертеже приведена функциональная схема устройства.
Летучий режущий диск 1 имеет приводы продольного 2 и поперечного 3 хода, связанные с блоком 4 управления. К блоку 4 присоединены датчик 5 перемещения профиля 6, датчик 7 продольного хода режущего диска 1, датчик 8 окончания реза и задатчик 9 мерных длин. Нагрев зоны реза движущегося профиля 6 осуществляют с помощью стационарной высокочастотной нагревательной установки 10, размещаемой перед летучим режущим диском 1 по ходу профиля 6. К управляющему входу нагревательной установки 10 присоединен выход RS-триггера 11, к S-входу которого присоединен через одновибратор 12 выход счетного бло-
Ј 00 Ј Н.
ка 13, а к R-входу - выход счетного блока 14. Первый вход счетного блока 13 присоединен к выходу элемента ИЛИ 15-, второй вход - к датчику 5 перемещения профиля 6, а третий вход - к датчику 8 окончания реза. . Первый вход счетного блока 14 присоединен к задатчику 16 зоны нагрева, второй вход - к датчику 5 перемеще- ния профиля 6, третий вход - к выходу триггера 11, а четвертый вход - к датчику 8 окончания реза. Элемент ИЛИ 15 имеет п входов, каждый из которых присоединен к выходу соответст вующего элемента И: 1-й - к элементу И 17.1; 2-й - к элементу И 17.2...; т-й - к элементу И 17„т; ()-й - к элементу И 17.П-1; п-й - к элемент И 17сп. Число ,2,3... соответ- ствует целому числу минимальных мерных длин, помещающихся с недостатком между торцом движущегося неразрезанного холодногнутого профиля 6 в момент окончания отрезания от него очередной мерной длины и высокочастотной нагревательной установки 10. Первый вход каждого из элементов И 17,1, 17.2,.ос, 17.т,..., 17.п - -1, 17.п присоединен к выходу соответствующего сумматора 18.1, 18,2,.„ 18„т,.,., 18.П-1, 18.п, а второй вход - к первому выходу соответствующего дискриминатора 19.1, 19,2..,, 19.т,..., , 19.п. Третий вход элементов И 17.2,.,,,, 17,т,„,., 17 .п присоединен к второму выходу предыдущего по номеру дискриминатора соответственно 19.1,. о., 19„in-1,„.., 19,п-1,)Вход каждого из дискриминаторов 19о1, 19.2,.„., 19.т,..., 19.П-1, 19.п присоединен к выходу соответствующего сумматора 18.1, 1802,оос, 180т,..., 18.П-1, 18,п. Первый вход сумматора 18.1 присоединен к выходу счетчика 209 а первый вход сумматора 18.2,.0., 18,т,..., 18.п присоединен к выходу предыдущего по номеру сумматора соответственно 18.1,..„, 18.Ш-1,..., 18,п-1. Второй вход сумматора 18.1,..., 18.т, о.., 18.П-1, 18,п присоединен к задатчику 9 мерных длин. Третий вход сумматора 18.1 присоединен
к выходу преобразователя 21 частота-
код, вход которого присоединен к датчику 5 перемещения профиля 6, четвертый вход - к второму выходу задат- чика 16 зоны нагрева, а пятый вход к источнику 22 постоянного сигнала-,, задающему в соответствующем масштабе расстояние между исходным положением режущего диска 1 и высокочастотной нагревательной установкой 10„ Первый и второй входы счетчика 20 присоединены к соответствующим выходам датчика 7 продольного хода режущего диска 1, а третий вход - к датчику 23 исходного продольного положения режущего диска 1.
Счетный блок 13 имеет в своем составе последовательно соединенные счетчик 24 и нуль-орган 25, а счетный блок 14 - последовательно соединенные счетчик 26 и нуль-орган 27„ При этом входы счетных блоков 13 и 14 являются одновременно входами соответствующих счетчиков 24 и 26, а выходы счетных блоков 13 и 14 являются выходами нуль-органов соответственно 25 и 270 Второй выход от нуль- органа 25 присоединен к четвертому входу счетчика 24,
Блок 4 управления имеет в своем составе узел 28 управления приводом 2 продольного хода режущего даска 1, связанный с датчиками 5 и 7 с задатчиком 9 мерных длин, узел 29 управления приводом 3 поперечного хода режущего диска 1 и командный узел 30, связанный с узлами 28 и 29 и с датчиком 8 окончания реза0 Позиции 31 и 32 на чертеже соответствуют линии исходного положения режущего диска 1 и линии реза на профиле 6, ближайшей к нагревательной установке 10 по ходу профиля.
Работа устройства происходит следующим образом, I
В момент окончания отрезания летучим режущим диском 1 очередной мерной длины 1 от движущегося профиля 6, что фиксируется срабатыванием датчика 8 - окончание реза, определяется величиной Ат, характеризующей местоположение будущей линии реза 32 на профиле 6, ближайшей к высо- кочастотной нагревательной установке 10 по ходу профиля 6, относительно этой нагревательной установки, а также путь, который должна пройти линия 32 реза до момента подачи сигнала на включение высокочастотной нагревательной установки 10.
Величина Ат характеризуется следующей зависимостью:
Am 1, + 1„ +Јv + --- - т-1
(1) Где 1. - величина продольного хода
режущего диска 1 от исходно го положения 31 в момент срабатывания датчика 8 окон v чания реза;
1 расстояние между высокочастотной нагревательной уста- новкой 10 и исходным продольным положением 31 режущего диска 1; Јv - путь, проходимый профилем
6 с линейной скоростью v за время 2 запаздывания срабатывания высокочастотной нагревательной установки 10 после подачи сигнала включения на ее управляющий вход; и - ширина зоны нагрева вокруг
линии 32 реза; Ш 1М расстояние от линии 32 реза
ближайшей к нагревательной установке 10 по ходу профиля 6, до торца неразрезанного профиля 6;
,2,3,...n - целое число отрезаемых в данном цикле мерных длин, помещающихся с недостатком в промежутке между торцом движущегося неразрезанного профиля 6 в момент срабатывания датчика 8 окон- чания реза и нагревательной установкой 10.
Продольный ход 1, режущего диска 1 от исходного положения 31 измеряется с помощью счетчика 20 путем под- счета испульсов датчика 7 продольного хода, подаваемых с его первого выхода на суммирующий вход счетчика 20, При возврате режущего диска 1 к исходному положению 31 импульсы по- ступают с второго выхода датчика 7 на вычитающий вход счетчика 20 и, таким образом, счетчик 20 в любой момент фиксирует положение режущего диска 1 относительно исходного поло- жения 31„ Датчиком 23 счетчик 20 сбрасывается в нуль при исходном положении режущего диска 1, чем исключается накопление сигналов помех. Код выходного сигнала счетчика 20 1/ подводится к суммирующему входу сумматора 18.1, к второму суммирующему входу которого от задатчика 22 подводится код 1а. К третьему и четвер-
5
1
20
2 3035
4045 50 55
844116
тому суммирующим входам сумматора 18.1 подводятся: от преобразователя 21 частота-код- значение Јv,образующееся в преобразователе 21 путем подсчета за период тактовой частоты, выбираемой пропорциональности времени t , количества импульсов датчи- ,ка 5 перемещения профиля, частота которых f пропорциональна линейной скорости v профиля 6; от задатчика 16 - код S/2 половины ширины зоны нагрева. К вычитающему входу сумматора 18.1 подводится от задатчика
9код мерной длины 1М.
Таким образом, на выходе сумматора 18.1 образуется код величины А,:
Ј А, - 1, + 14 + Јv + -у - 1М.
(2).
Дискриминатором 19.1, к второму входу которого, как и всех остальных1 дискриминаторов 19.2,..., 19.п,подводится нулевой код, проверяется знак величины А4. Если At 0, то появляется сигнал на первом выходе дискри минатора 19.1. Поскольку выход сумматора 18.1 и первый выход дискриминатора 19.1 подведены к входам элемента 17.1, то при А|| 0 код А,, (2) пропускается элементом 17„1 к входу элемента ИЛИ 15 и далее к задающему входу счетчика 24 счетного блока 13. В противном случае, т„е. при А( О код А, к входу счетного блока 13 не пропускается.
Отражением ситуации в момент срабатывания датчика 8 окончания реза является то, что в момент окончания отрезания от профиля 6 мерной длины 1М в промежутке меаду торцом неразрезанного профиля 6 и высокочастотной нагревательной установкой
10помещается с недостатком одна мерная длина 1М. В противном случае, т.е. при , в указанном промежутке помещается большее количество мерных длин 1М.
Поскольку к второму сумматору 18.2 одводятся коды А от сумматора 18.1 на вход +, 1и от задатчика 9 на
вход тс на выходе сумматора 18.2 образуется код А,:
А - 1
to
учетом (2)
1, + 14 + 3V + -|- - 2 1М.
(3)
Знак величины А проверяется дискриминатором 19.2 и при и элемента И 17„2,- к входу которого подведены выходы сумматора 18.2 и дискриминаторов 19.1 и 19.2, пропускает код А2 (3) к входу элемента ИЛИ 15 и далее к счетному блоку 13.
Отражением ситуации А( 0 и в момент срабатывания датчика 8 окон- чания реза является то, что в момент окончания отрезания профиля 6 мерной длины 1М в промежутке между торцом неразрезанного профиля 6 и высокочастотной нагревательной установкой 10 помещается с недостатком дгёе мерных длины lw. В противном случае, т.е. при А,0 и A,j,0, в указанном промежутке помещается больше двух длин 1М.
Аналогично на выходе последовательно соединенных сумматоров 18.3, ..., 18.т,..„, 18.п, к вторым входам - которых подводится от эадатчика 9 код 1М, образуются соответственно величины

Изобретение относится к прокатному производству и предназначено для автоматизации раскроя холодногнутых профилей на мерные длины при прокатке. Цель изобретения - повышение производительности оборудования путем сокращения продолжительности реза. устройство для раскроя профиля режущим диском содержит приводы продольного и поперечного перемещений режущего диска, блок управления, датчики перемещения проката продольного хода и окончания резки и задатчики мерных длин. В устройстве дополнительно установлена стационарная нагревательная установка и в него введены два счетных блока, задатчик зоны нагрева, датчик исходного положения режущего диска и вычислительная схема. Последняя включает ряд сумматоров и дискриминаторов, счетчик, преобразователь частота - код и ряд элементов логики, соединенных таким образом, что обеспечивается нагрев зоны реза движущегося профиля. Местоположение реза определяется на движущемся профиле в каждом цикле реза с учетом требуемых мерных длин. Включение нагревательной установки производится с упреждением и на время, зависящее от запаздывания ее срабатывания, от линейной скорости профиля и ширины зоны нагрева. 1 ил.
знаки которых проверяются дискриминаторами соответственно 19.3, ..., 19.га,...,19.п.
При наличии одной из ситуаций
и А , : 0;
Ат, 0 и Ат.с 0;
(5)
и А п Ј О
и л п
элементы И соответственно 17.3Т.., i 17.m,...,17.п пропускают соответст- венно коды А-j, Амили Ау, (4) через элемент ИЛИ 15 к счетному блоку 13. Отражением ситуаций (5) в момент срабатывания датчика 8 окончания реза является то, что в момент оконча- ния отрезания от профиля 6 очередной мерной длины 1м в промежутке между торцом неразрезанного профиля 6 и высокочастотной нагревательной установкой 10 помещается с недостатком соот
т.
или п мерветственно 3,,.,, ных длин 1м„
В момент срабатывания датчика 8 имеет место одна из описанных ситуа - ций Ат(ОиА„,0 (т 1,2,3,.,, п) и по сигналу датчика 8 в счетчик 24 счетного блока 13 вводится код
lnv
Последний по мере продвижения
профиля 6 списывается импульсами датт-1
w
V (4)
0
5
0 5
5
чика 5 перемещения профиля. При полном списании числа А, т.е. при нулевом состоянии счетчика 24, срабатывает нуль-орган 25, второй выход которого запрещает прохождение через счетный вход счетчика 24 импульсов датчика 5, а первым выходом через одновибратор 12, преобразующий длительный сигнал в импульсный, включается триггер 11. Последний подает сигнал на включение высокочастотной нагревательной установки 10 для нагрева зоны реза профиля 6.
Одновременно выходным сигналом триггера 11 разрешается прохождение через счетный вход счетчика 26 счетного блока 14 импульсов датчика 5 перемещения профиля, которыми списывается предварительно введенное (по сигналу датчика 8) от задатчика 16 число 0 , соответствующее ширине зоны нагрева. При полном списании числа & 9 т,е, при нулевом состоянии счетчика 26, срабатывают нуль-орган 27 и триггер 11. При этом снимается сигнал с управляющего входа высокочастотной нагревательной установки 10, последняя выключается и нагрев зоны реза прекращается. Описанное повторяется в каждом цикле, отрезания мерной длины 1д.
Идентификация (определение) местоположения линии реза и зоны нагре-
ва профиля, ближайшей к высокочастотной нагревательной установке, в каждом цикле отрезания мерной длины и позволяет исключить накопление
тt;
ошибок из-за помех, повышает точность работы устройства и разрезание профиля без поломок режущего диска, т.е. повышает и надежность работы.
Управление продольным и поперечным JQ ходами летучего режущего диска 1 для выполнения очередного цикла отрезания мерной длины 1м производится с помощью блока 4 уг.равлеьия. Узел 28
тем, что, с цепью повышения произво- дитепьности оборудования за счет сокращения продолжительности резания, в него введены нагрерательная установка, размещенная стационарно перед летучим режущим диском по ходу профиля, два счетных блока и счетчик, злдатчик зоны н irpesa п датчик исходного положения режущего диска, преобразователь частота - ксд,одновиб- рятор, RS-триггер, источник постоянного сигнала,, злгмент ИЛИ, п элементов Hs п сумматоров и п дискримина-
блока 4 управляет приводом 2 продоль- торов (,2,3. . 0 число минимальных
ного хода режущего диска 1 по сигналам датчиков 5 перемещения профиля 6, датчика 7 продольного хода, задат-- чика 9 мерных длин и командного узла 30.При приближении линии реза на профиле 6 к режущему диску 1 узел 28 включает привод 2 совмещения оси режущего диска 1 с линией реза и синхронизации их по скорости. При дости-
мерных длин, помещающихся с недостат ком между торцом неразрезанной части профиля в момент окончания реза очередной заготовки и зоной нагрева 20 нагревательной установки), при этом выход датчика исходного положения режущего диска подключен к установоч1 ному входу счетчика, счетные входы которого подключены к выходам датчи-
женин совмещения осей и синхронизации 25 ка продольного хода рсжушего диска, хода режущего диска 1 и профиля 6
а выход - к первому суммирующему входу первого сумматора, к остальны суммирующим входам которого подключ ны первый выход задатчика зоны на 30 грева, выход источника постоянного сигнала и через преобразователь час гота - код - выход, датчика перемещения профиля и первые входы счетны блоков, к вычитающему входу всех сум маторов подключен задатчик мерных дли
из узла 28 подается сигнал в командный узел 30 для включения узлом 29 привода 3 поперечного хода режущего диска 1 для выполнения операции реза окончание которого фиксируется датчиком 8, По сигналу последнего начинают выполняться описанный цикл определения местоположения линии реза на профиле 6 относительно нагревательной установки 10 и включение последней для нагрева профиля 6 в зоне реза.
Благодаря нагреву профиля в зоне реза снижается твердость (сопротивление разрыву) металла в зоне реза, вследствие чего уменьшается продолжительность операции реза, соответственно сокращается цикл отрезания мерной длины и появляется возможность повышения скорости и производительности профилегибочного стана.
Формула изобретения
Устройство для раскроя на ходу холодногнутого профиля на мерные длины, содержащее приводы продольного и поперечного хода летучего режущего диска и блока управления с подключенными к его входам датчиком перемещения профиля, датчиком продольного хода режущего диска, датчиком скончания резки и задатчиком мерных длин, отличающееся.
тем, что, с цепью повышения произво- дитепьности оборудования за счет сокращения продолжительности резания, в него введены нагрерательная установка, размещенная стационарно перед летучим режущим диском по ходу профиля, два счетных блока и счетчик, злдатчик зоны н irpesa п датчик исходного положения режущего диска, преобразователь частота - ксд,одновиб- рятор, RS-триггер, источник постоянного сигнала,, злгмент ИЛИ, п элементов Hs п сумматоров и п дискримина-
мерных длин, помещающихся с недостатком между торцом неразрезанной части профиля в момент окончания реза очередной заготовки и зоной нагрева нагревательной установки), при этом выход датчика исходного положения режущего диска подключен к установоч1- ному входу счетчика, счетные входы которого подключены к выходам датчи-
25 ка продольного хода рсжушего диска,
5
а выход - к первому суммирующему входу первого сумматора, к остальным суммирующим входам которого подключены первый выход задатчика зоны на 30 грева, выход источника постоянного сигнала и через преобразователь час гота - код - выход, датчика перемещения профиля и первые входы счетных блоков, к вычитающему входу всех сумматоров подключен задатчик мерных длин,
суммирующий вход каждого из сумматоров, кроме первого, подключен к выходу предыдущего сумматора и первым входам дискриминатора п элемента И
0 с предыдущим порядковым номером,
первый выход каждсго дискриминатора подключен к второму входу элемента И с тем же порядковым номером, а второй выход, за исключением п-го
5 дискриминаторе, к третьему входу элемента И с последующим порядковым
номером, вторые входы всех дкскрими-
i
наторов соединень. с нулевым уровнем, выходы всех элементов И подключены
0 к входам элемента ИЛИ, выход которого соединен с вторым входом первого счетного блока, второй выход задат- чика зоны нагрева подключен ь второму входу второго счетного блока, а
5 третьи входы счетных блокоч соединены с выходом датчика скончания реза, выход первого счетного блока через одновибратор соединен с установочным входом RS-триггера, сбросовьп вход
111484411
подключен к выходу второго блока, а выход - к четвер-
т вх
я вдиг:
1
12
тому входу последнего и включающему входу нагревательной установки.
тСм
| Устройство для управления летучей пилой | 1985 |
|
SU1252079A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
