1
Изобретение относится к области авт« матического управления механизмами резки прокатных станов.
Известно устройство jL, включающее дискретный измеритель перемещения проката и датчик положения нбжей, привод ножей, схему управления приводом, счетчик: перемещения проката, счетчик положения ножей, схему совпадений, задатчик программы и дапик реза.
Наиболее бтшзким к изОбретеншо по технической сущности и достигаемому результату является устройство 2 , содержащее блок управления приводом, измеритель дли- ны проката с генератором импульсов, счетчик и саадатчик длины, блок сравнения, соединенный со счетником и задатчиком длины датчик реза, установленный на механизме резки, выход которого соединен с входом счетчика длины.
Однако в процессе определения момента подачи сигнала на рез горячей заготовки не учитывается усадка проката после его охлаждения, что вызывает погрешность, пропорциональную длине, коэффициенту усадки
к температуре проката, и может достигать, например, на сортовых станах до 1-2% от отрезаемой длины. Это приводит к увеличв нию количества отходов после резки хододного проката на мерные длины.
Целью изобретения является повышение точности порезки проката на заданные длины.
Поставленная цель достигается тем, что в предлагаемое устройство доиолни гельно введены счетчик-делитель, реверсивный C4e чик, суммирующий вход которого соединен с выходом счетчика-делителя, вычитающийс генератором импульсов измерителя длины, управляющий - с выходом блока сравнения, а вход установки нуля соединен с выходом датчика реза, дешифратор, вход которого соединен с выходом реверсивного счетчика, а выход - с входом устройства управления приводом,
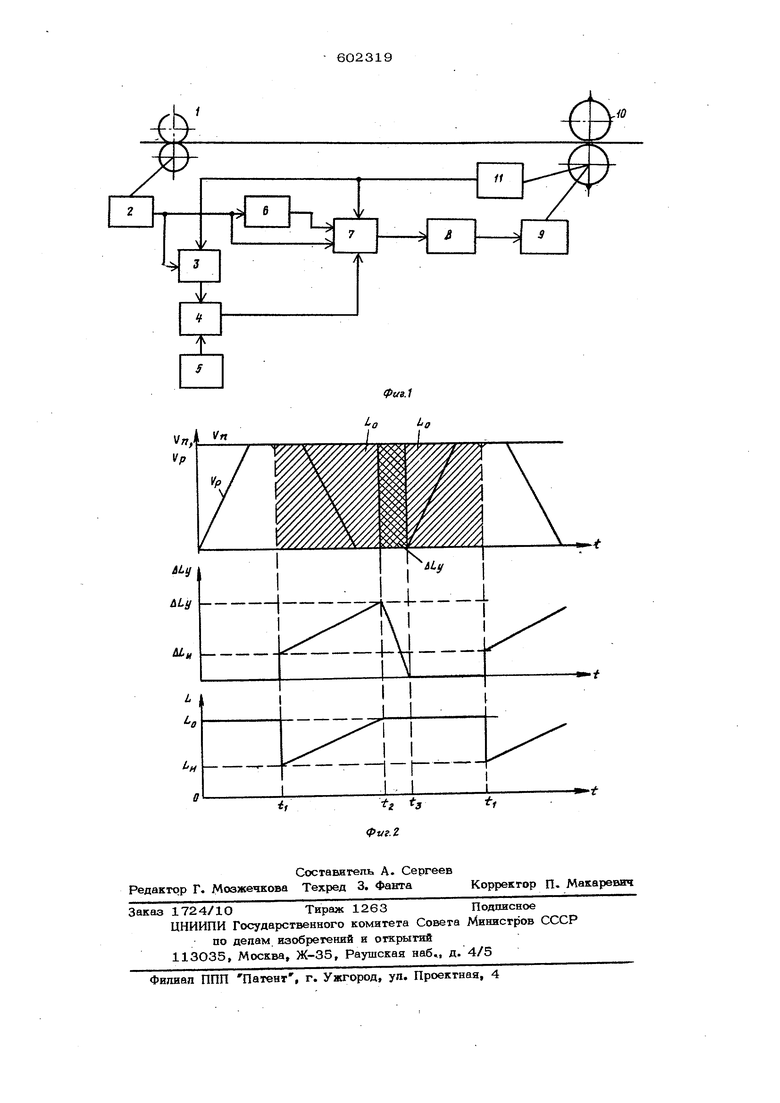
На фиг. 1 представлена блок-схема предлагаемого устройства; на ({иг. 2 - временная диаграмма работы, устройства.
С измерителем 1 длины проката механически соединен генератор 2 импульсов, ры-
ход которого соединен с одним из входов счетчика 3 длины. Выход этого счегчика соединен с одним иа входов блока 4 сравнения, другой вход которого соединен с задатчиком 5 длины. Выходы генератора 2 соединены также со входом счетчика-делигеля 6 и вычитающим входом ревеосивного счетчика 7, суммирующий вход которого соединен с выходом счетчика-делителя 6, Управляющий вход реверсивного счетяика 7 соединен с выходом блока 4 сравнения. Выход реверсивного счетчика 7 через дешифратор 8 соединен с входом устройства 9 управления приводом механизма 10 резки. Виход датчика 11 реза, механически соединенного с механизмом 10 резки, соединен с входом установки нуля счетчика 3 длины и реверсивного счетчика 7.
Устройство работает следующим образом
После очередного реза в момент времени i; (см. фиг. 2) длина проката I. , счетчик 3 начинает счет импульсов генератора 2. (Одновременно импульсы от генератора 2 поступают на вход счетчика-делител 6, который осуществляет операцию деления числа поступающих импульсов в соответстви с выражением
.
где - коэффициент усадки проката;
Тер - средняя температура проката.
Имульсы с выхода счетчика-делителя
6поступают на суммирующий вход реверсивного счетчика 7, в нем накапливается определенное число импульсов, пропорционаное усадке горячего проката. В реверсивны счетчик 7 предварительно введено число, соответствующее величине усадки проката, проходимого за время от подачи команды
на запуск механизма резки до реза, В момент см. рис. 2) равенства количес в импульсов, накопленного счетчиком 3 длины с числом, заданным задатчиком 5, срабатывает блок 4 сравнения и своим выходным сигналом переключает реверсивный счетчик
7с суммирования на вычитание. После счи тывания числа импульсов в реверсивном счетчике 7 до нуля (момент времени tj) через дешифратор 8 подается команда на запуск блока 9- управления приводом механизма 1О резки. Таким образом, приращени длины, соответствующее усадке, автоматически прибавляется к заданной длине реза.
Механизм резки разгоняется до скорости VP , равной или несколько,большей скорости проката V-r и производит рез, после чего сигналом с датчика 11 реза счетчики 3 и 7 сбрасываются в исходное состояние, и процесс повторяется.
Сравнение предложенного устройства с известными показывает, что оно позволяет уменьщить погрешность при резке горячего проката на О,5-2%и увеличить выпуск годного.
Устройство также позволяет автоматизировать процесс корректировки отрезаемой длины с учетом усадки, что особенно важно при работе устройства управления механиэма резки совместно с системой оптимального паскооя заготовки.
Формула изобретения
Устройство управления механизмом резки проката, содержащее блок управланна приводом , Измеритель длины проката с генератором импульсов и задатчик длины, блок сравнения, соединенный по счетчиком и зад гчиком длины, датчик реза, установленный на механизме резки, выход которого соединен с входом счетчика длины, о т л и ч а loщ е е с я тем, что, с целью повышения точности порезки проката на заданные длины, оно дополнительно содержит счетчик, суммирующий вход которого соединен с выходом счетчика-делителя, вычитающий вход с генератором импульсов измерителя длины, управляющий вход .- с выходом блока сравнения, а вход установки нуля соединен с выходом датчика реза, дешифратор, вход которого соединен с выходом реверсивного счетчика, а выход - с входом устройства управления приводом.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР
№ 250265, кл. В 23 D 25/16, 3.965.
2.Горнштейн Л., Хечумян А. Электропривод летучих ножниц агрегата поперечной резки 10 мм стана 25ОО Магнитогорского металлургического комбината. Инструктивные указания по проектированию электротехнических промышленных установок, Энер гия, № 5, 1967, с. 14-19.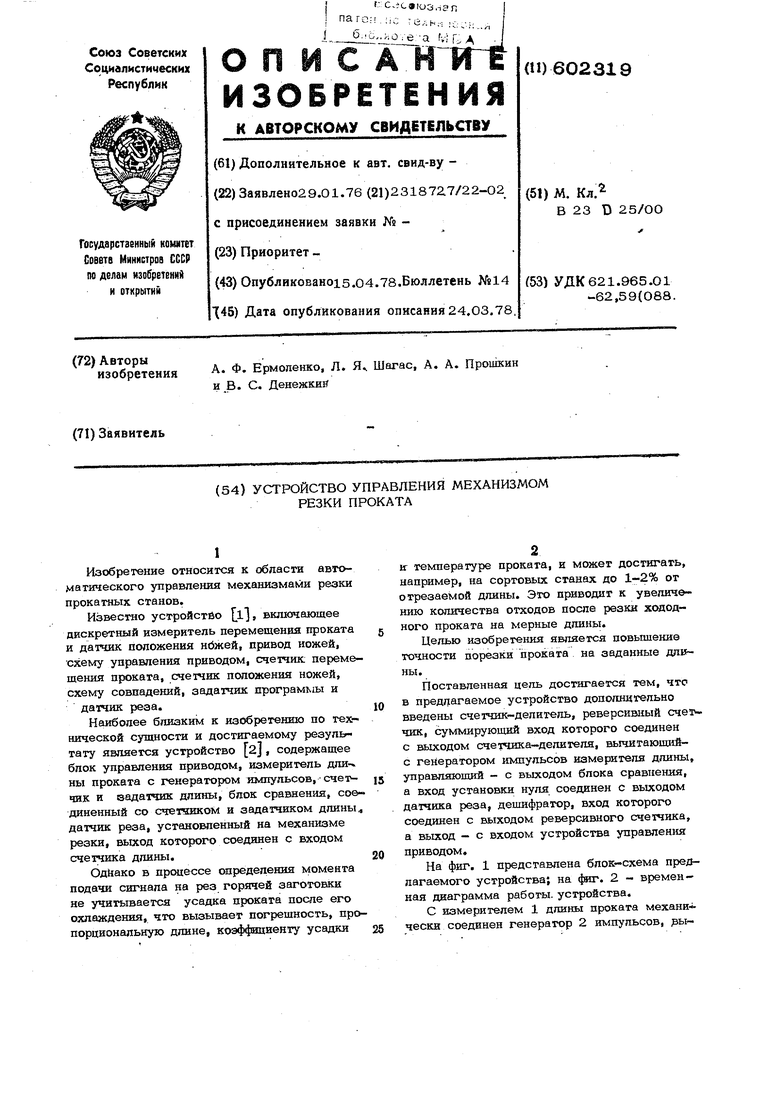
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для управления сбросом прутков на холодильник сортового стана | 1986 |
|
SU1400686A2 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |