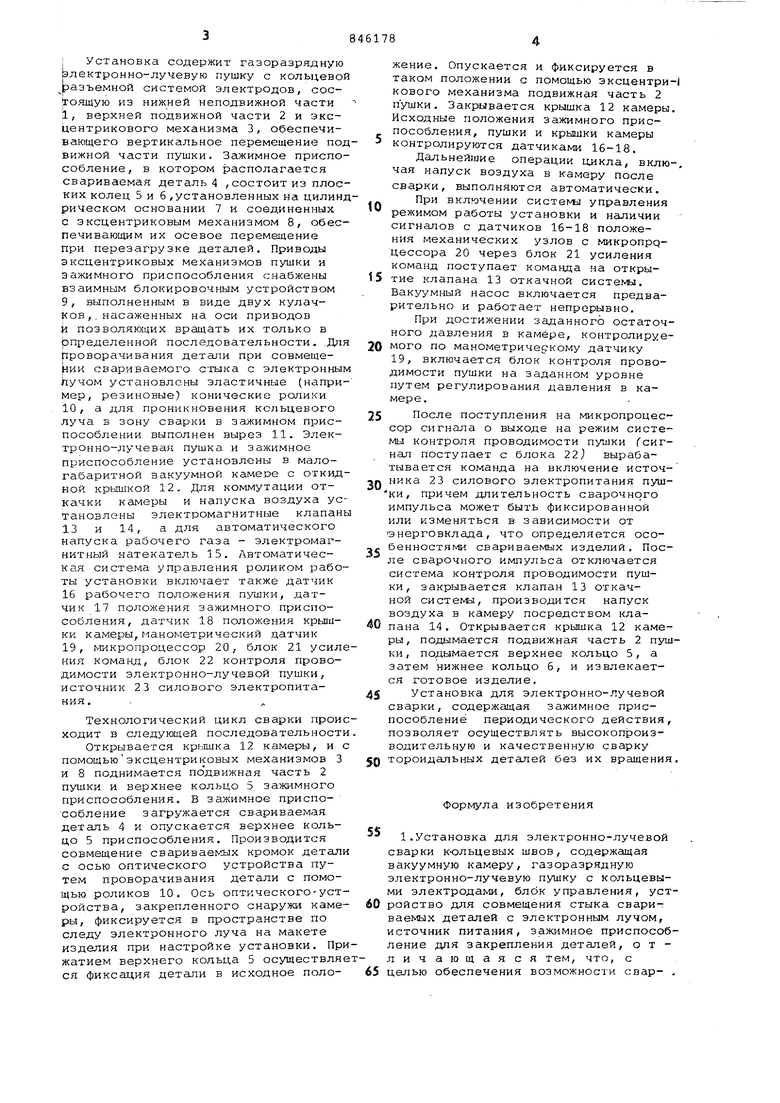
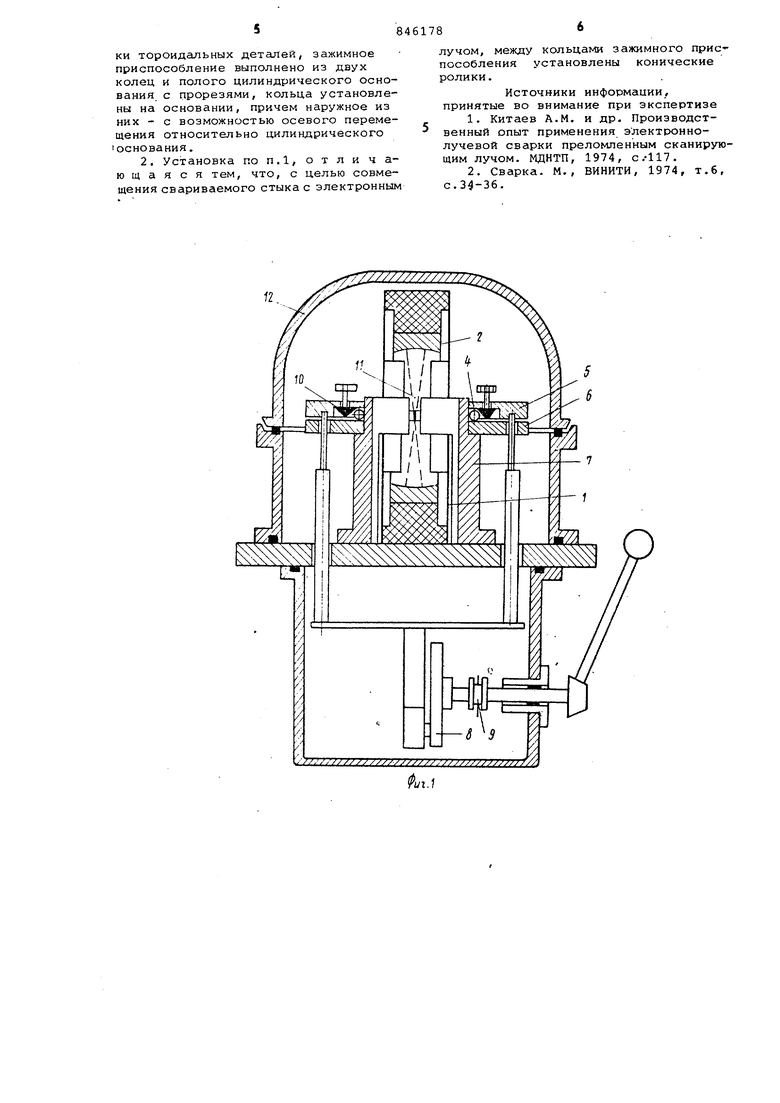
I Установка содержит газоразрядную Ьлектронно-лучевую пушку с кольцевой разъемной системой электродов, состоящую из нижней неподвижной части 1, верхней подвижной части 2 и эксцентрикового механизма 3, обеспечивающего вертикальное перемещение подвижной части пушки. Зажимное приспособление, в котором располагается свариваемая деталь 4 ,состоит из плоских колец 5 и 6,установленных на цилиндрическом основании 7 и соединенных с эксцентриковым механизмом 8, обеспечивающим их осевое перемещение При перезагрузке деталей. Приводы эксцентриковых механизмов пушки и зажимного приспособления снабжены взаимным блокировочным устройством
9,выполненным в виде двух кулачков ,, насаженных на оси приводов
И позволягацих вращать их только в Ьпределенной последовательности. .Для рроворачивания детали при совмещеИии свариваемого стыка с электронным лучом установлены эластичные (например, резиновые) конические ролики
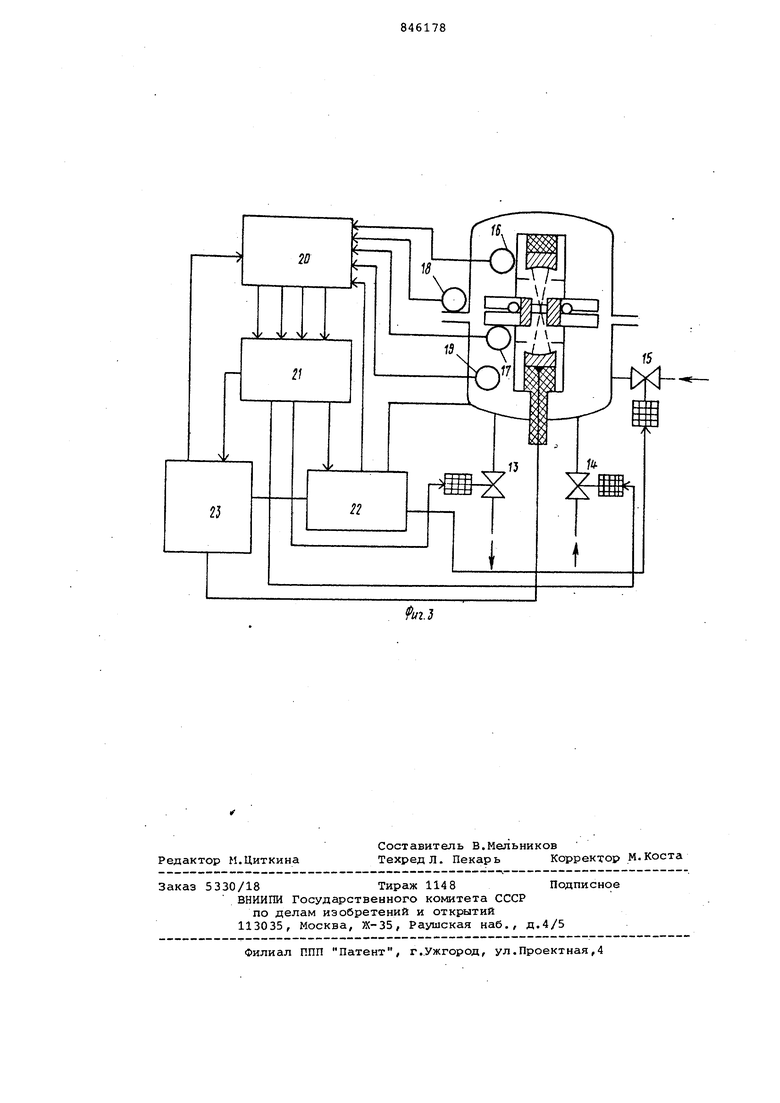
10,а для проникновения кольцевого луча Б зону сварки в зажимном приспособлении выполнен вырез 11. Электронно-лучевая пушка и зажимное приспособление установлены в малогабаритной вакуумной камере с откидной крьшлкой 12. Для коммутации откачки камеры и напуска воздуха установлены электромагнитные клапаны 13 и 14, а для автоматического напуска рабочего газа - электромагнитный натекатель 15. Автоматическая система управления роликом работы установки включает также датчик 16 рабочего положения пушки, датчик 17 положения зажимного приспособления, датчик 18 положения крышки камеры, манометрический датчик
19, микропроцессор 20, блок 21 усиления команд, блок 22 контроля проводимости электронно-лучевой пушки, источник 23 силового электропитания.
Технологический цикл сварки происходит в следующей последовательности
Открывается крышка 12 камеры, и с помощьюэксцентриковых механизмов 3 и 8 поднимается подвижная часть 2 nyuiKH и верхнее кольцо 5 зажимного приспособления. В зажимное приспособление загружается свариваемая деталь 4 и опускается верхнее кольцо 5 приспособления. Производится совмещение свариваемых кромок детали с осью оптического устройства путем проворачивания детали с помощью роликов 10. Ось опткческого-устройства, закрепленного снаружи камеры, фиксируется в пространстве по следу электронного луча на макете изделия при настройке установки. Прижатием верхнего кольца 5 осуществляеся фиксация детали в исходное положение. Опускается и фиксируется в таком положении с помощью эксцентри-( кового механизма подвижная часть 2 пушки. Закрывается крышка 12 камеры. Исходные положения зажимного приспособления, пушки и крышки камеры контролируются датчиками 16-18.
Дальнейшие операции цикла,включая напуск воздуха в камеру после сварки, выполняются автоматически.
QПри включении система управления
режимом работы установки и наличии сигналов с датчиков 16-18 положения механических узлов с микропррцессора 20 через блок 21 усиления команд поступает команда на откры5 тие клапана 13 откачной систе ы. Вакуумный насос включается предварительно и работает непрерывно.
При достижении заданного остаточного давления в камере, контролируемого по манометричес;кому датчику 19, включается блок контроля проводимости пушки на заданном уровне путем регулирования давления в камере.
5 После поступления на микропроцессор сигнсша о выходе на режим системы контроля проводимости пушки Ссигнал поступает с блока 22j вырабатывается команда на включение источQ ника 23 силового электропитания , причем длительность сварочного импульса может быть фиксированной или изменяться в зависимости от энерговклада, что определяется осоf, бенностями свариваемых изделий , После сварочного импульса отключается система контроля проводимости пушки, закрывается клапан 13 откачной систеьы, производится напуск воздуха в камеру посредством клапана 14. Открывается крышка 12 камеры, подымается подвижная часть 2 пушки , подымается верхнее кольцо 5, а затем нижнее кольцо 6, и извлекается готовое изделие.
5 Установка для электронно-лучевой сварки, содержащая зажимное приспособление периодического действия, позволяет осуществлять высокопроизводительную и качественную сварку
Q тороидальных деталей без их вращения.
Формула изобретения
1.Установка для электронно-лучевой сварки кольцевых швов, содержащая вакуумную камеру, газоразрядную электронно-лучевую пушку с кольцевыми электродами, блок управления, устройство для совмещения стыка свариваемых деталей с электронным лучом, источник питания, зажимное приспособление для закрепления деталей, о т лич ающая ся тем, что, с
65 целью обеспечения возможности свар- .
ки тороидальных деталей, зажимное приспособление выполнено из двух колец и полого цилиндрического основания с прорезями, кольца установлены на основании, причем наружное из них - с возможностью осевого перемещения относительно цилиндрического основания.
2. Установка по п.1, отличающая с я тем, что, с целью совмещения свариваемого стыка с электронным
лучом, между кольцами зажимного приспособления установлены конические ролики.
Источники информации, принятые во внимание при экспертизе
1.Китаев A.M. и др. Производственный опыт применения электроннолучевой сварки преломленным сканирующим лучом. МДНТП, 1974, с/117.
2.Сварка. М., ВИНИТИ, 1974, т.6, с.34-36.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроннолучевой сварки кольцевых швов | 1982 |
|
SU1087287A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1426728A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1990 |
|
RU2054987C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| Устройство для защиты стенок вакуумной камеры от напыления | 2021 |
|
RU2773203C1 |
| Устройство защиты катода электронно-лучевой пушки и стенок вакуумной камеры от напыления | 1987 |
|
SU1761409A1 |
п
12
