О
эо
N5 30
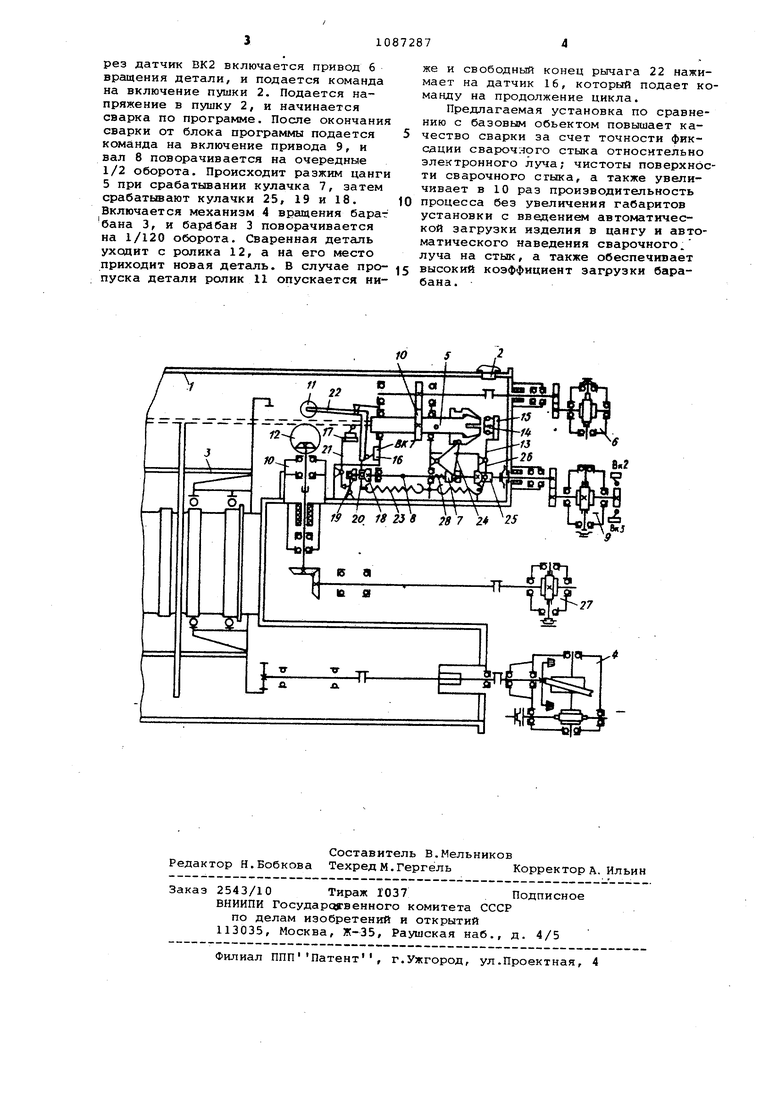
Kj Изобретение относится к оборудованию для электронно-лучевой сварки. Известна установка для электронно-лучевой сварки кольцевых швов, содержащаявакуумную камеру с размещенныг ш в ней электронно-лучевой пуш кой и загрузочным барабаном с механизмом перемещения для закрепления и подачи свариваемых деталей flj , Недостатками установки являются низкая производительность и высокая металлоемкость. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является установка для электронно-лучевой сварки кольцевых швов, содержащая вакуумную камеру с установленными на ней электроннолучевой пушкой, загрузочным барабаном с механизмом шагового поворота, цангой с приводом для вращения и кулачками для закрепления свариваемых деталей, установленными на распределительном валу приводом, электрически связанным с пушкой и механизмом шагового поворота барабана 2. Недостатком известной установки является невысокое качество сварного соединения. Цель изобретения - повьиаение ка/ чества сварного соединения. Поставленная цель достигается тем что установка для электронно-лучевой сварки кольцевых швов, содержащая вакуумную камеру с установленными на ней электронно-лучевой пушкой, загру зочным барабаном с механизмом шагово го поворота, цангой с приводом для Вращения и кулачками для закрепления свариваемых деталей, установленньили на распределительном валу с приводом электрически связанным с пушкой и механизмом шагового поворота барабана, снабжена механизмом подачи деталей в цангу, выполненным в виде роликов, оси вращения которых перпендикулярны оси цанги, упором, состоящим из неподвижной и подвижной подпружиненной частей, датчиками выхода свариваемой детали из цанги и ее прохода в загру зочный барабан с кулачками, установленными на распределительном валу и соединенными подпружиненными рычагами причем кулачки для закрепления свариваемых деталей подпружинены и установ лены с возможностью продольного перемещения, а привод распределительного вала электрическисвязан с подвижной частью упора и датчикеиии выхода свариваемой детали из цанги и ее прохода в загрузочный барабан. На чертеже изображена схема установки. Установка содержит вакуумную камеру 1 с установленными на ней электро но-лучевой пушкой 2, загрузочньм барабаном 3 с механизмом 4 шагового по ворота, цангой 5 с приводом 6 для врв вращения и кулачками 7 для закрепления свариваемых деталей, установленныгли на распределительном валу 8 с приводом 9, электрически связанным с пушкой 2 и механизмом 4 шагового поворота барабана 3. Установка также Снабжена механизмом 10 подачи деталей в цангу 5, выполненным в виде роликов 11 и 12, оси вращения которых перпендикулярны оси цанги 5, упором 13, состоящим из неподвижной 14 и подвижной 15 подпружиненных частей, датчиками 16 и 17 выхода свариваемой детали из цанги 5 и ее прохода в загрузочный барабан 3 с кулачками 18 и 19, установленными на распределительном вешу 8 и соединенными подпружиненными рычагами 20. Причем кулачки 7 для закрепления свариваемых деталей подпружинены и установлены с возможностью продольного перемицения, а привод 9 распределительного вала электрически связан с подвижной частью 15 упора 13 и датчиками 16 и 17 выхода свариваемой детали из цанги 5 и ее прохода в загрузочный барабан 3. Свариваемые детали поочередно подаются в зону сварки, при этом пары из зоны сварки не попадают на еще не сваренные и сваренные стыки, чем обеспечивается повьяиение качества сварного соединения. Установка работает следующим образом. Выкатывают загрузочный барабан 3 из камеры 1 и производят его загрузку 120 свариваемыми деталями. Затем барабан 3 закатывают в камеру 1 и уплотняют ее. Нажимают кнопку Пуск включают привод 9,распределительный вал 8 поворачивается на 1/2 оборота. При повороте на 1/2 оборота кулачок 19 подводит рычаг 21 с датчиком 17 под деталь. Кулачок 18 освобождает рычаг 22 с роликом 11, а пружина 23 прижимает ролик 11 к детали. Кулачок 7 через рычаг 24 разжимает цангу 5, а кулачок 2-5 переводит рычаг 26 с упором 13 в рабочее положение. Начинается загрузка детали в цангу 5. Загрузка происходит до тех пор, пока торец детали не дойдет до подвижной части 15 упора 13 и вместе с ним не переместится до неподвижной части 14 упора 13 и не замкнет контакт. Отключается привод 27, включается привод 9 и вал 8 сделает 1/2 оборота, а кулачок 19 отводит рычаг 21 с датчиком 17 от детали. Кулачок 7 через рычаг 24 зажимает цангу 5 с деталью. Разброс диаметров свариваемых деталей, зажимаемых цангой 5, компенсируется пружиной 28. Кулачок 18 отводит ролик 11, а кулачок 25 - упор 13. После чего привод 9 вала 8 отключается, через датчик ВК2 включается привод 6 вращения детали, и подается команда на включение пушки 2, Подается напряжение в пушку 2, и начинается сварка по программе. После окончания сварки от блока программы подается команда на включение привода 9, и вал 8 поворачивается на очередные 1/2 оборота. Происходит разжим цанги 5 при срабатывании кулачка 7, затем срабатывают кулачки 25, 19 и 18. Включается механизм 4 вращения барат бана 3, и барабан 3 поворачивается на 1/120 оборота. Сваренная деталь уходит с ролика 12, а на его место приходит новая деталь. В случае пропуска детали ролик 11 опускается ниже и свободный конец рычага 22 нажимает на датчик 16, который подает команду на продолжение цикла.
Предлагаемая установка по сравнению с базовым объектом повышает качество сварки за счет точности фиксации сварючного стыка относительно электронного луча; чистоты поверхности сварочного стыка, а также увеличивает в 10 раз производительность процесса без увеличения габаритов установки с введением автоматической загрузки изделия в цангу и автоматического наведения сварочного. луча на стык, а также обеспечивает высокий коэффициент загрузки барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для лучевой обработки трубчатых изделий | 1987 |
|
SU1446809A1 |
| Устройство для сварки | 1986 |
|
SU1398260A1 |
| Способ сварки длинномерных трубчатых изделий в контролируемой атмосфере и устройство для его осуществления | 1986 |
|
SU1380092A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| Установка для электронно-лучевой сварки | 1985 |
|
SU1327385A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для электронно-лучевой сварки | 1961 |
|
SU140512A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
УСТАНОВКА ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ tTlBOB, содержащая вакуумную камеру с установленными на ней электронно-лучевой пушкой, эагразочньм барабаном с механизмом шагового поворота, цангой с приводом для вращения и кулачками для закрепления свариваемых деталей, установленными на распределительном валу с приврдом, электрически связанньм с пушкой и механизмом шагового поворота барабана, отличающаяся тем, что, - с«целью повыиения качества сварного соединения, она снабжена механизмом подачи деталей в цангу, выполненным в вцце роликов, оси вращения которых перпендикулярны оси цанги, упором, состояпдам из неподвижной и подвижной подпружиненной частей, датчиками выхода свариваемой детали из цанги и ее прохода в аагрузочный барабан с кулачками,установленными на распределительном валу и соединенными подпружиненными рычагами, причем кулачки для закрепления свариваемых деташей .подпружинены и установлены с возможностью продольно го перемещения,а привод распредели- тельного вала электрически связан с ko подвижной частью упора и датчиками « выхода свариваемой детали из цанги и ее прохода в загрузочный барабан.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электронно-лучевой сварки | 1961 |
|
SU140512A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
