(54) ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719208C1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 2006 |
|
RU2327574C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| Валковый пресс для брикетирования сыпучих материалов | 1989 |
|
SU1699810A1 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
Изобретение относится к машиностроению и может быть использовано для брикетирования при подготовке шихты для доменного и сталеплавильного производства. Известен валковый пресс для брике тирования, содержащий смонтированные на станине валки с формующими ячейками на наружной поверхности и привод их вращения И Недостатком такого пресса является то, что скорость вращения валков ограничивается скоростью деформации материала на этапе уплотнения брикета, что снижает производительность . пресса., Цель изобретения - повышение производительности пресса. Цель достигается тем, что валковый пресс для брикетирования, содержащий смонтированные на станине валки с формующими ячейками на наружной поверхности и привод их вращения, снабжен двумя кулисами, соосно установленншйи между приводом и валками, размещенным между/ кулисами валом с двумя кривошипами, а также редукто ром, передаточное число которого рав но числу формующих ячеек в поперечном сечении валка, при этом вал смон тирован со смещением относительно осей кулис, ,а редуктор кинематически связан с одной из кулис и валками. На фиг. 1 изображен валковый пресс; на фиг. 2 - графическая зависимость между отнесением угловых скоростей кулис и углом поворота ведущей кулисы, на фиг. 3 - графическая зависимость между Скоростью уплотнения и углом поворота валка. Валковый пресс состоит из параллельно смонтированных на станине валков 1, которые снабжены гидроприводом 2 их сближения. Валки 1 через шпиндельное устройство 3 соединены с шестеренной клетью 4, которая через муфту 5 соединена с редуктором 6. Редуктор 6 имеет передаточное число, равное числу формуквдих ячеек в.поперечном сечении валка. Редуктор 6 через муфту 7 соединяется с ведомой кулисой 8. Ведущая кулиса 9 установлена-соосно ведомой, а между ними смонтирован вал 10 с двумя кривсааипами, при этом положение последнего может изменяться винтовым механизмом 11. Ведущая кулиса 9 через муфту 12 соединена с редуктором 13, который через муфту 14 соединяется с двигателем 15.
Устройство работает следующим образом.
Двигатель 15 вращает с постоянной скоростью ведущую кулису 9. Ведомая кулиса 8, угловая скорость которой переменна и зависит от скорости ведущей кулисы 9 и эксцентриситета е между осью кулис и осью двухкривошипного вала 10, через редуктор 6, шестеренную клеть 4 и шпиндельное устройство 3 вращает валки 1, прижимаемые друг к другу гидроприводом 2. Эксцентриситет е регулируется винтовым механизмом 11. Угловая скорост валков равна угловой скорости ведомой кулисы 8, разделенной на передаточное отношение редуктора 6. Таки образом, за один оборот двухкривошипного вала 10 валки повернутся на одну ячейку. Так как скорость ведомой кулисы изменяется по заданному закону, то и угловая скорость валка в пределах поворота на одну ячейку будет изменяться по тому же закону.
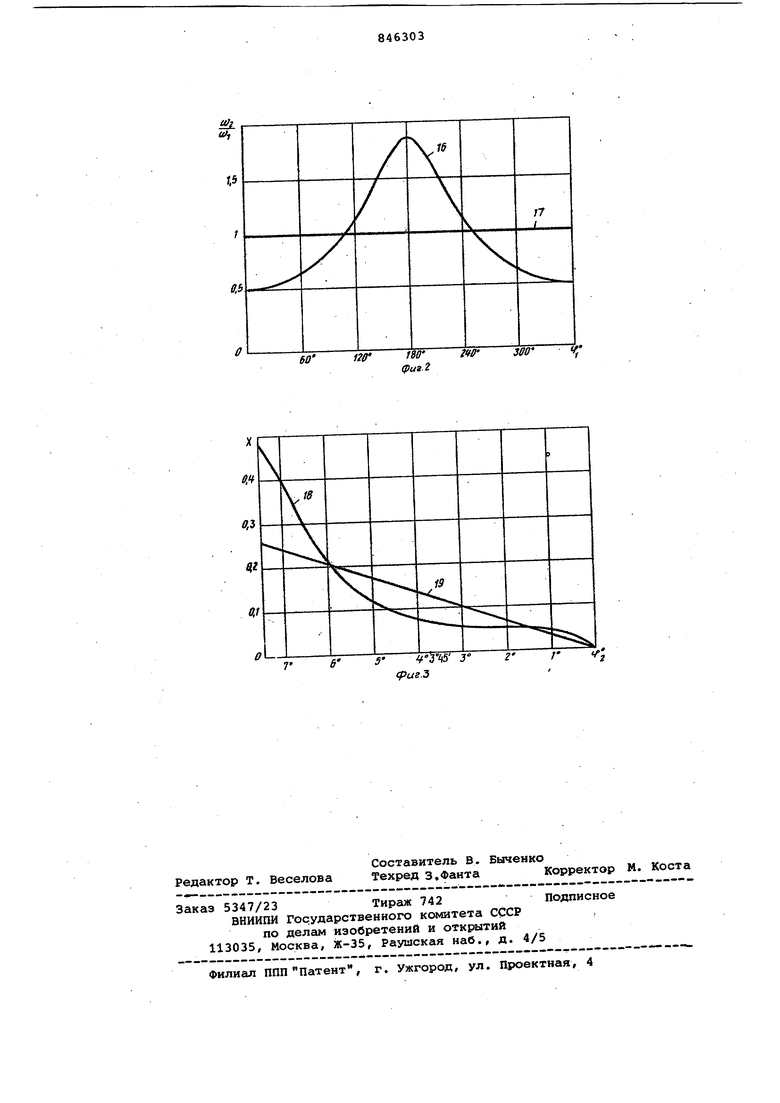
График относительной угловой скорости ведомого звена показан на фиг. 2, где 1.6 - отношение угловой скорости ведомой кулисы u/,j к угловой скорости ведущей кулисы UL при
-|- 0,3, а 17 - при е О, где
R - радиус.кривошипа. По оси абсцисс отложен угол поворота ведущей кулисы. При е О скорость ведомой кулисы равна скорости ведущей кулисы.
При прессовании в валках скорость X уплотнения материала изменяется по синусоидальному закону, изменяясь от максимума до нуля при при лижении к линии, соединяющей центры валков. Основное упрочнение брикета начинается при давлении, возникающем при вхождении в контакт ячейки одного валка с поверхностью другого. С этого момента скорость уплотнения может ограничивать скорость враще ВИЯ валков. Увеличив при помощи кулиного механизма скорость уплотнения
на начальном этапе прессования, когда она не является лимитирующей, можно повысить среднюю скорость вращения валков, не превышая допустимой скорости уплотнения на этапе пластического деформирования брикетируемого материала. При наибольшей угловой скорости валка в момент, когда центр ячейки совпадает с линией, соединяющей центры валков, скорость уплотнения характеризуется графиком на фиг. 3, где 18 - скорость уплотнения при -|- 0,3 и 19 - скорость
уплотнения при & О. По оси абсцисс отложен угол поворота валка fr,- С момента, когда начинается основное упрочнение брикета, скорость уплотнения при - 0,3 ниже, чем при
е О и значит можно увеличить среднюю угловую скорость валков при сохранении скорости в конце уплотнения.
Формула изобретения
Валковый пресс для брикетирования содержащий смонтированные на станине валки с формующими ячейками на наружной поверхности и привод их вращения, отличающийся тем, что, с целые повышения производительности, он снабжен двумя кулисами, соосно установленными между приводом и валками, размещенным между кулисами валом с двумя кривошипами, а также редуктором, передаточное число которого равно числу формующих я-1еек в поперечном сечении валка, при этом вал смонтирован со смещением относительно осей кулис, а редуктор кинематически связан с одной из кулис и валками.
Источники информации, принятые во внимание при экспертизе
75
13 /«
I
П}
ГЙН::
65 4°3(5 3
19
V
сриг.Э
